Как выбрать поворотный стол для станка
Обновлено: 18.05.2024
Сверлильный станок – специальное оборудование для обработки различных материалов. Улучшить и ускорить работу установки поможет дополнительное приспособление в виде координатного стола. Стоит подробнее рассмотреть особенности изделия, возможности и нюансы выбора.
Общее описание
Координатный стол представляет собой подвижную платформу, выполненную из легированной стали высокой прочности. Поверхность приспособления обрабатывают антикоррозийными составами. Главное назначение – фиксация обрабатываемой на станке заготовки. Выделяют несколько способов крепления детали, среди распространенных:
использование механических крепежей;
применение вакуумных устройств;
задействование собственного веса габаритных конструкций.
Координатные столы обладают различным количеством степеней свободы: от 2 до 3. Часть производимых моделей способна перемещаться исключительно в горизонтальной плоскости, остальные могут менять положение в вертикали.
Столы с двумя степенями свободы используют преимущественно для обработки плоских заготовок. Вторые подходят для работы с деталями со сложной конфигурацией.
Такие столы устанавливают на станки, которые стоят на крупных промышленных предприятиях, где происходит обработка больших объемов материала.


Стол крепится к станку таким образом, чтобы впоследствии было возможно его перемещение. За смену положения приспособления отвечают следующие виды приводов:


У каждого стола также есть основание, которое обеспечивает долгий срок службы изделия и повышает его прочность. Обычно основание изготавливают из:
В составе последних в основе лежит алюминий. Стоит отметить, что такие конструкции подходят для обработки легких деталей, так как не способны выдержать большие нагрузки. Чаще на столах с основой из алюминия выполняют обработку деревянных и пластиковых материалов. Стальные и чугунные столы устанавливают преимущественно на промышленных станках, где речь идет о весомых нагрузках.
Дополнительные элементы столов.
Направляющие. Одни из важных компонентов, обеспечивающих перемещение стола в плоскостях. Изделие двигается с помощью кареток, установленных на рельсовые направляющие. Элементы могут иметь разную длину. При необходимости возможна стыковка с другими направляющими, если это не ухудшает движение общей конструкции.
Передачи механического типа. Отвечают за преобразование вращательного движения валов в поступательное движение кареток, обеспечивая своевременное перемещение конструкции. Производители используют три вида передач: зубчато-реечные или ременные, а также шарико-винтовые.


Координатный стол – обязательный элемент любого станка, где требуется фиксация заготовки.

Разновидности
Производители выпускают разные модели координатных столов. Классификация по конструктивной схеме предусматривает деление изделий на:


Столы, собранные по первой схеме, устанавливают на универсальные сверлильные станки. Такие приспособления подходят для обработки сложных деталей, так как обеспечивают надежную фиксацию заготовок и открывают доступ к детали с трех сторон. Последнее достигается за счет конструктивных особенностей стола.
Портальные изделия монтируют на станки, где требуется формирование отверстий в заготовках. Стоит выделить длинные столы из алюминия, которые монтируют на профессиональных станках, используемых на крупных предприятиях. Использование такого приспособления повышает функциональные возможности установки, позволяя закрепить:
разъемы для инструментов;
приводы охлаждения и смазки;
нейтрализаторы вредных веществ;
устройства для удаления пыли и стружки.
Фиксация дополнительного оборудования происходит на рабочем верстаке, предусмотренном конструкцией стола.
Популярные производители и модели
Координатные поворотные столы обновляются с каждым годом. Кроме того, производители регулярно выпускают новые модели, и неудивительно, что пользователь теряется в столь широком ассортименте. Чтобы ускорить и упростить поиск подходящего приспособления, был сформирован рейтинг из топ-3 координатных стола.
KRS-185 Visprom, Proma
Стандартная модель, не предусматривающая возможность поворота. Применяется для установки на станках, где планируется фрезерование, сверление или шлифование заготовок. Стол обеспечивает надежную фиксацию заготовки с помощью предусмотренных Т-образных пазов и крепежей. Плюсы:
долгий срок службы;
Изделие способно на осуществление продольной и поперечной подач.
АКР-1-303, CNIC
Координатный тип с двумя степенями свободы, способный поворачиваться. Используется в роли дополнительной оснастки на различных станках. Длина рабочей поверхности изделия составляет 330 мм, что позволяет назвать модель компактной. Плюсы:
расширение возможностей сверлильной установки;
высокие эксплуатационные характеристики.
Единственный недостаток – отсутствие желоба для отвода СОЖ.
КТ 70, Proxxon
Стол для фрезерования заготовок, который устанавливают на сверлильные станки со станиной. Приспособление отличается компактными размерами и возможностью перемещения как в продольном, так и в поперечном направлениях. Особенности модели:
идеальное сочетание легкости и прочности;
Соединение элементов регулируется вручную. При необходимости пользователь может убрать люфты.
Нюансы выбора
Покупка координатного стола требует ответственного подхода, так как рынок обладает широким многообразием моделей. При выборе приспособления стоит учитывать:
число осей перемещения;
размеры координатной площадки;
Дополнительно стоит обратить внимание на возможности изделия и соответствие параметров изделия требованиям нормативных документов. А также мастера советуют учитывать расстояние между отверстиями для крепежа, от которых зависит надежность крепления стола к оборудованию.
Не менее важными при выборе координатного стола являются и другие факторы.
Материал. При работе с габаритными и тяжелыми деталями предпочтение стоит отдавать стальным или чугунным моделям. Если планируется обработка деревянных или других изделий небольшого веса, можно купить алюминиевую модель.
Качество шлифовки рабочей поверхности. От нее напрямую зависит точность сверления. А также стоит уточнить наличие защитного слоя, который влияет на срок службы изделия.
Тип направляющих. Чем дешевле модель, тем менее плавными будут движения. При рассмотрении этого параметра также стоит обратить внимание на тип привода.
Способ управления. Предпочтение советуют отдавать столам, перемещение которых можно регулировать с помощью ЧПУ. Однако при использовании простого оборудования можно отдать предпочтение стандартным приспособлениям с ручным управлением.
Координатный стол – важная часть конструкции любого станка, которая обеспечивает надежную фиксацию заготовки и стабильную работу оборудования.
Пошаговое руководство по выбору модели поворотного стола DETRON
Автор: Главный технолог ООО “Инкор” Ванюков Андрей Сергеевич
В статье 1 мы с Вами рассмотрели основные преимущества поворотных столов DETRON, сравнив это оборудование с аналогами и убедившись в его экономической выгодности. Данная статья в свою очередь пошагово разъясняет, как правильно выбрать поворотный стол DETRON и как подготовить фрезерный станок к его установке.
Шаг 1. Габариты детали и крепёжных приспособлений
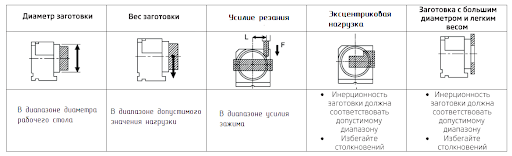
Первое, на что нужно обратить внимание - это, конечно же, габариты детали. То есть нужно выбрать размер планшайбы поворотного стола таким образом, чтобы деталь полностью вписалась в размер планшайбы.
Нужно учесть размер крепёжных приспособлений. Это может быть 3-х кулачковый патрон (что часто применяется) или какая-то другая зажимная оснастка. Обращаем внимание на грузоподъемность.
То есть, поворотный стол должен выдержать деталь с учётом зажимного приспособления.
Шаг 2. Рабочая зона
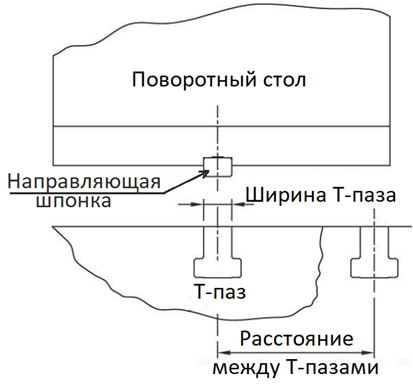
Следующее - это рабочая зона самого станка. Поворотный стол с закрепленной на нем деталью и со всей крепежной оснасткой должен поместиться в рабочую зону. Тут важно расположение направляющих шпонок, по которым поворотный стол будет базироваться и Т-пазы на столе фрезерного станка. Рассмотрим, как именно выполняется закрепление в рабочей зоне: с помощью направляющей шпонки выполняется центрирование поворотного стола в Т-паз рабочего стола. Планками прижимается поворотный стол и затягивается болтами через Т-пазы к рабочему столу станка.
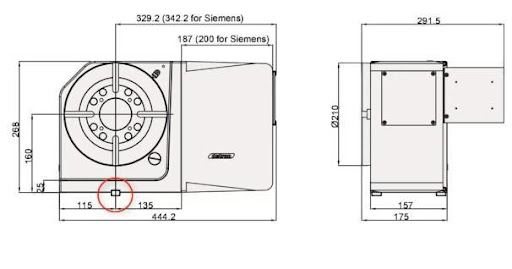
Расположение шпонки (сухаря) можно посмотреть на чертеже поворотного стола:

Болты с Т-шляпкой

Шаг 3. Расположение двигателя
Важно определить, относительно какого Т-паза будет закреплен поворотный стол.
И вот тут пришло время обратить внимание на расположение двигателя. Двигатель может быть расположен справа, слева или сзади относительно корпуса поворотного стола. Если вдруг установить стол так, что двигатель будет выступать за пределы стола станка, в этом случае смотрим на конфигурацию детали.
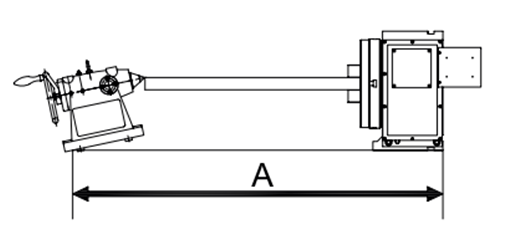
Размер А (длина: детали + поворотного стола + задней бабки + патрона) не должен превышать длину рабочего стола станка.
Понимаем, какие ходы нужны. Например: вариант, когда нужно перемещение по оси Y и проверяем чтобы при этом перемещении не произошло столкновения узлов поворотного стола с узлами станка. А еще не забываем про заднюю бабку: если она требуется, то ее размер также нужно учесть в рабочей зоне.
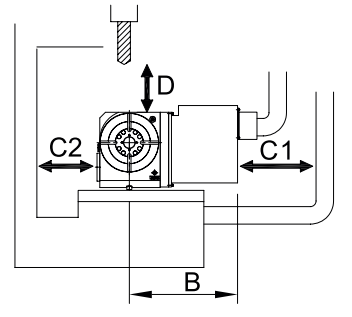
Размер B должен располагаться по центру рабочего стола станка.
Размер D – должно оставаться расстояние от режущего инструмента до верха поворотного стола.
Размер С1 и С2 – не должно быть столкновений с кожухами станка.
Шаг 4. Инструментальные магазины
Дальше: инструментальный магазин . Самые распространенные - это барабанного и карусельного типа.
Если на станке магазин барабанного типа, то он меньше всего ограничивает рабочую зону и стол можно легко разместить на столе, так как магазин располагается за пределами рабочей зоны.
Если магазин карусельный, то он находится в рабочей зоне, обычно слева от колонны. Ось крепления инструмента параллельна оси шпинделя. Если стол окажется под магазином, тогда важно, чтобы он не помешал работе смены инструмента. Лучше в этом случае ставить стол справа. Тогда вроде бы с одной стороны проблем нет, но если появляется задняя бабка, она также может не позволить установить инструмент нужной длины.
Шаг 5. Пневматика, гидравлика, установка на уже имеющийся станок
Нужно обратить внимание на усилие зажима. Столы могут быть: пневматические или гидравлические. Гидравлика, конечно, держит сильнее. Пневматические столы рассчитаны на маленькие и средние габариты, гидравлические - на средние и крупные. При обработке конкретных деталей возникают определенные силы резания. В каталожных значениях в табличке с характеристиками каждого стола всегда есть параметр “усилие зажима”. Важно, чтобы усилие зажима выдерживало те усилия резания, которые будут возникать при обработке конкретной детали.
Если нужно установить поворотный стол на уже имеющийся станок, то станок должен иметь подготовку.
Последнее: если поворотный стол нужен для уже имеющегося оборудования, привод для поворотного стола должен быть совместим с той системой ЧПУ, которая есть.
Размещение детали и учет рабочей зоны на конкретном примере
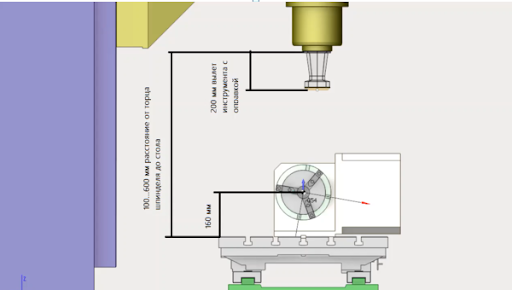
Дано: станок фрезерный со столом 1000х500 мм.
Расстояние от стола до торца шпинделя: 600 мм - максимальное и 100 мм - минимальное. Ход по оси Z соответственно - 500 мм
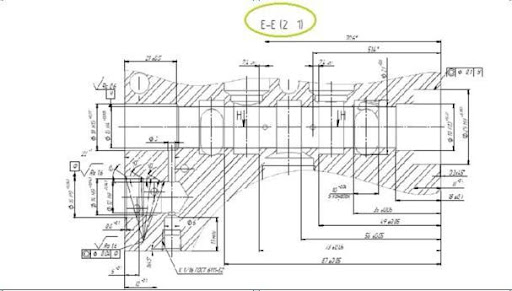
Деталь - корпус, размером 100 мм (высота) и 38 мм (ширина).
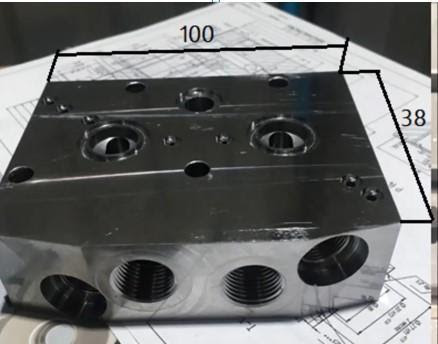
Заготовка - вот такой прямоугольник:

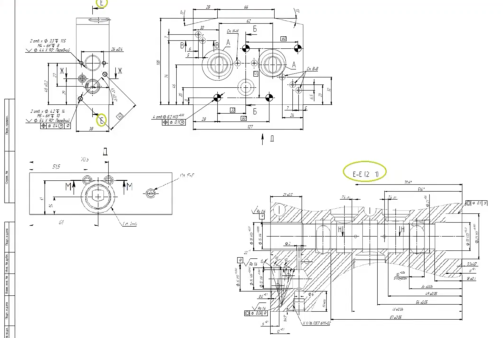
Деталь достаточно сложная, имеет отверстия со всех сторон, причем отверстия глубокие, свыше 10 диаметров.
А на чертеже по разрезу ЕЕ видно, что отверстия - на всю глубину детали, то есть - 100 мм.
Но речь пойдет не про обработку этой детали, а про то, как она размещается на поворотном столе и как учесть размеры рабочей зоны. Поворотный стол имеет планшайбу 210 мм диаметром и высоту центра - 160 мм. Когда деталь крепится на поворотном столе, она поднимается над рабочим столом фрезерного станка. То есть, зона резания будет выше, чем если бы деталь просто стояла на столе станка.
Вспомним еще раз чертеж детали.
Обработка отверстий на всю глубину. В этом случае (да и в любом другом) важно учитывать величину вылета инструмента.
Здесь нужен вылет равный минимум высоте детали. А еще инструменту должно хватить места на выход из детали. В итоге получаем такую схему:
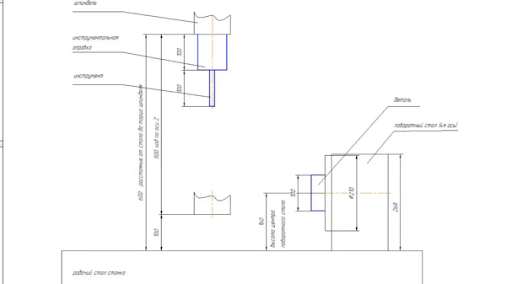
Деталь высотой 100 мм крепится на планшайбе 210 мм. Длина инструмента для сверления на всю глубину - 100 мм. Еще возьмем 100 мм на длину инструментальной оправки. (Не придирайтесь к цифрам, здесь все показано схематично, просто принцип подбора для того, чтобы было понятно, на что обратить внимание). Максимальное расстояние от стола до торца шпинделя - 600 мм. Эта деталь малюсенькая и в рабочей зоне п олно места. С такой деталью в плане габаритов проблем не возникнет. Но ситуация может измениться, если взять деталь побольше.
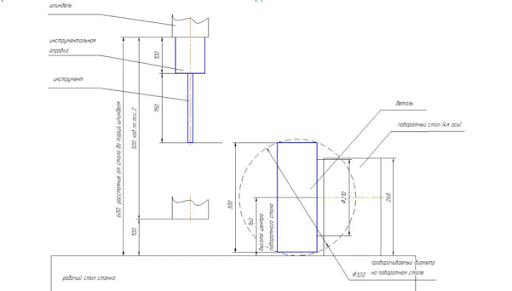
Выбранная 4я ось позволяет провернуть деталь диаметром чуть меньше 320 мм, так как высота центра - 160 мм. На схеме - пунктирная окружность. То есть, если наша деталь по размерам вписывается в эту окружность, она может быть закреплена на планшайбе. Пусть это будет деталь высотой 300 мм. И тогда ,чтобы сверлить на всю глубину, нужен инструмент, длиной тоже 300 мм. 300+300 = уже 600, а у нас расстояние от стола до торца шпинделя всего 600. А еще и инструментальная оправка (это примерно 100 мм), а еще на выход инструмента около 10 мм. Значит 300+300+100+10, получаем 710. А у нас 600. Не влезло. В лучшем случае тут можно сверлить на глубину около 190 мм. На схеме как раз это видно, и это очень важный момент. Поэтому, если нужно обрабатывать деталь на поворотном столе, надо учитывать, что стол занимает место в рабочей зоне и деталь закрепляется на планшайбе выше, чем просто на столе станка. Надо учесть вылет инструмента с оправкой, место для выхода инструмента и сделать это так, чтобы вся конструкция вписалась в рабочую зону по высоте.
Требования к подготовке фрезерного станка для установки поворотного стола
Здесь в первую очередь важно отметить, что система ЧПУ станка должна обеспечивать возможность управления 4 координатой (подготовка 4 оси).
Кроме того, нужно внести в систему ЧПУ дополнительное программное обеспечение.
ПО, предназначенное для работы станка в комплексе с поворотным столом, обеспечивает:
возможность одновременной обработки по осям X, Y, Z станка и 4 координатой
редактирование программ управления поворотным столом на стойке ЧПУ
Усилитель сигнала системы ЧПУ.
Работа по прокладке кабельных трасс от стойки ЧПУ к месту установки поворотного стола.
Наличие пневматической или гидравлической системы в станке.
Наличие дополнительных кабельных соединений и их крепления, расположенных на наружной поверхности станка.
Схема подключения поворотного стола и одноосевого контроллера
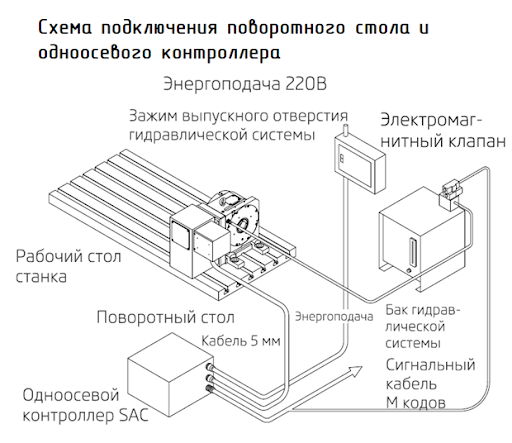
- Применяется для станков без функции 4 оси, контроллер подаёт сигнал, позволяя выполнить позиционирование.
- Нет функции одновременной обработки по 4 – 5 осям
- Программы задаются напрямую через контроллер и позволяют считывать М – коды станка
- Совместим с любой системой ЧПУ
Схема подключения узлов поворотного стола
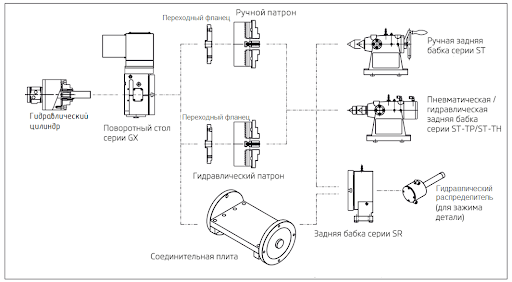
Соединительная плита
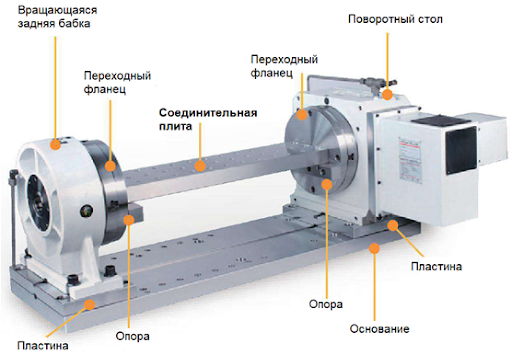
Соединительная плита применяется совместно с вращающейся задней бабкой и служит для установки различных специальных приспособлений для закрепления детали.
Угловой датчик (энкодер)
Энкодер – это датчик угла поворота, позволяющий повысить точность позиционирования. Исходя из требований к изготовлению деталей, необходимо выбрать соответствующий энкодер. Если точность не оговорена, то от энкодера можно отказаться.
Подготовка фрезерного станка для установки поворотного стола - работа, требующая довольно тщательного и скрупулезного подхода, учета технологических, механических и физических факторов. Мы постарались как можно подробнее описать для Вас тонкости этой работы. Тем не менее, вся информация, предоставленная в статье представляет собой только часть огромного объема данных, которые анализируют и прорабатывают специалисты Инкор. В связи с этим, перед тем как принять окончательное решение по выбору поворотного стола DETRON, рекомендуем обратиться за индивидуальной консультацией.
Все о поворотных столах для фрезерных станков
Фрезерный станок является функциональным и практичным аппаратом, который используют как в домашних мастерских, так и на крупных производствах. Подобное оборудование состоит из нескольких основных узлов. В настольных конструкциях может быть предусмотрен поворотный стол.

Что это такое?
Прежде чем знакомиться со всеми особенностями фрезерных столов, сначала есть смысл разобраться в их назначении. Процесс фрезерования определенных заготовок представляет собой работу, при которой обрабатываемая деталь подается на особый резец. Именно таким образом, к примеру, в деревянных деталях выпиливаются нужные пазы и шипы. Для операций задействуют как ручные, так и автоматизированные станки разных модификаций. Благодаря наличию поворотного стола обрабатывать основание как простой, так и сложной конструкции гораздо удобнее и проще, ведь их можно быстро развернуть на необходимую сторону.




Особенности и характеристики
Поворотные столы, которыми оснащаются современные фрезерные станки, отличаются не только высокой функциональностью, но и весьма удобной эксплуатацией. Благодаря подобным деталям в конструкции механизма значительно возрастает производительность труда, а затраты при этом уменьшаются. Именно поворотный стол обеспечивает необходимое перемещение той или иной заготовки, с которой работает оператор, в разных координатах. Деталь удается надежно зафиксировать под желаемым углом наклона, что помогает осуществлять высокоточную обработку.
Современные модели поворотных столов выпускаются для разнообразных фрезерных станков. Это могут быть не только продуманные и дорогие аппараты с ЧПУ, но и самые простые и универсальные устройства, которые часто встречаются в домашних мастерских. Благодаря широкому ассортименту фрезерных столов подобрать подходящий вариант может любой мастер: и новичок, и опытный профессионал.




Поворотный стол для фрезерного станка ощутимо упрощает взаимодействие оператора с данным оборудованием. Рассматриваемый элемент состоит из нескольких основных компонентов. К примеру, в современных ручных устройствах поворотного типа имеются следующие составляющие:
- надежная стационарная опора (могут быть использованы трубы или ножки с возможностью регулировки);
- столешница либо опорная плита разных размеров;
- монтажная плита либо плита установочного типа;
- лифт для резьбовой машины (может быть кулачковым или клиновым);
- панель, отвечающая за отключение и запуск аппарата.


В конструкции могут присутствовать и вспомогательные элементы, с которыми оператору становится гораздо легче и удобнее работать с техникой. К таким элементам можно отнести:
- жесткий вертикальный упор;
- платы и профиль;
- упор гребенчатого типа;
- установочная канавка горизонтального упора;
- пылесборник или окошко отвода пыли;
- ящики, в которых удобно хранить подручные инструменты и средства.
Сегодня существует много вариаций фрезерных столов. Это могут быть детали с разной функциональностью, дизайном и техническим оснащением. Стоимость разных моделей также сильно варьируется.

Описание видов
Каждая разновидность поворотных столов для фрезерных станков имеет свои особенности и отличительные черты. Функционируют разные столы тоже по-разному. Рассмотрим подробно, какими характеристиками обладают различные модели поворотных столов для фрезерных станков.


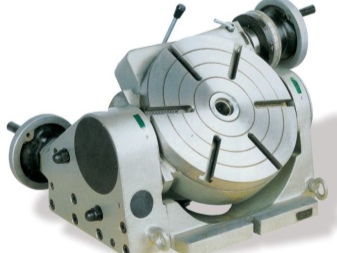
Поворотно-наклоняемые
Один из самых удобных и практичных подвидов столика для фрезера. Эта модель способна осуществлять необходимый поворот конкретной детали вокруг своей оси. При этом обрабатываемая деталь может быть наклонена на угол от 0 до 80°.
Столики рассматриваемого подвида прекрасно подойдут для обрабатывания элементов, которые не требуют многократных переустановок. Фиксирующий элемент в наклонных моделях изготавливается в форме кривошипного разъединяющего механизма, который снабжен специальными ручками-защелками.

С продольным перемещением
Также очень популярный и широко распространенный вариант. Эта разновидность берется при фрезеровании дырок во внутренней части плоских заготовок, произведенных из стали. В настоящее время можно встретить такие модели с продольным смещением, в которых присутствует еще и дополнительный делительный диск. Этот компонент задействуется с целью разделения имеющейся рабочей зоны на необходимые функциональные части. В эксплуатации рассматриваемая деталь также оказывается очень удобной и практичной.
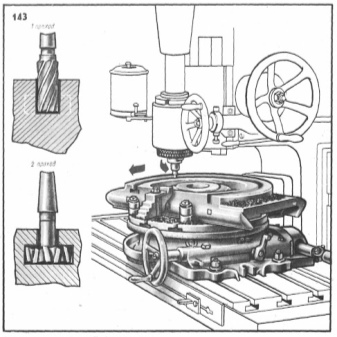
Горизонтально-вертикальные
Существующие горизонтально-вертикальные столики поворотного типа для фрезеров помогают максимально эффективно обрабатывать заготовки, сориентированные как в горизонтальном, так и вертикальном положении. Это очень полезная функциональная особенность, упрощающая работу оператора. Горизонтально-вертикальная аппаратура очень часто используется в круговом фрезеровании, а также в сложной нарезке канавок винтового типа.

Горизонтальные
Рассматриваемые конструктивные компоненты могут быть горизонтально-вертикальными, а могут быть только горизонтальными. Обычно указанные конструктивные составляющие задействуются именно для фрезерования в форме круга, высверливания нужных отверстий по всему кругу основания и прочих операций подобного рода. Горизонтальный поворотный компонент считается одним из самых простых и универсальных видов, которым пользоваться очень легко.
Горизонтальные разновидности поворотных оснований просты в своем устройстве. Они прекрасно подходят для фрезерных станков универсального вида и техники маленьких габаритов. На правильно подобранный горизонтальный стол возможно установить как координаторный, так и более технологичный аппарат с ЧПУ.
С поперечно-продольным перемещением
Этот подвид поворотного основания признан наиболее высокотехнологичным и продуманным. С ним функции фрезера и производительность заметно возрастают. Техника становится особенно функциональной в тех случаях, когда изначально своей системы поперечно-продольного перемещения столика в ней не предусмотрено. Модификация с поперечно-продольным движением может демонстрировать полноценный поворот по отношению к основанию, за счет чего обработка деталей с усложненной конфигурацией заметно упрощается.
Современные поворотные столы разных типов изготавливаются со стандартными размерными параметрами в соответствии с ГОСТ. Чаще всего диаметр рассматриваемого компонента составляет 320, 400, 500 и 630 мм.

Советы по выбору
Качественный поворотный стол для фрезерного станка нужно подбирать правильно. Сегодня ассортимент этих приспособлений огромен, и малоопытный мастер может в нем потеряться. Чтобы не ошибиться с покупкой и не выбросить деньги на ветер, имеет смысл сосредоточить внимание на определенных параметрах и свойствах поворотного компонента. Ознакомимся с этими особенностями.
- Важно подобрать стол с поворотным механизмом, который будет иметь оптимальные размеры для комфортной дальнейшей работы. Если покупатель подыскивает небольшую модификацию для компактного станка, то целесообразно присмотреть мини-стол (к примеру, с показателем 250 мм.). Тогда готовая аппаратура не будет занимать слишком много места в домашней мастерской.
- Нужно определиться с конкретным типом поворотного стола. Выбор определенного варианта во многом зависит от работ, которыми вы запланировали заниматься на своем оборудовании.
- Поворотный стол должен быть качественным во всех отношениях. Покупателю стоит обратить внимание не только на качество материалов, которые были использованы при изготовлении стола, но и на состояние Т-образных пазов, благодаря которым оснастка будет надежно установлена.
- Покупателю следует выбирать качественный поворотный стол из числа брендовых продуктов. Сегодня на рынке закрепилось очень много крупных и известных производителей, выпускающих высококачественные фрезерные столы, рассчитанные на долгий срок службы и беспроблемную эксплуатацию. Далеко не все фирменные изделия стоят дорого – в ассортименте многих брендов легко найти и относительно недорогие поворотные столы.
- Покупать поворотный стол лучше в специализированном магазине. Настоятельно не рекомендуется искать такую технику на рынке или в сомнительных торговых точках. Только в хорошем магазине вы сможете внимательно осмотреть приглянувшееся оборудование, проверить качество его работы и получить гарантию производителя.
- Перед оплатой осмотрите поворотный стол на предмет любых дефектов и повреждений. Качественная и новая техника с поворотными механизмами не будет иметь никаких недочетов, плохо закрепленных запчастей или следов царапин, сколов. Если какие-то дефекты вы все же заметили, от покупки лучше отказаться, даже если вам предлагают хорошую скидку.
- Если самостоятельно подобрать подходящий поворотный стол у вас не получается, лучше заручиться помощью продавца-консультанта. Объясните специалисту, для каких работ подбираете стол, и с каким фрезерным станком он будет комбинироваться. Продавец поможет вам подыскать оптимальный вариант.



Все о поворотных столах для фрезерных станков смотрите в видео ниже.
Почему поворотные столы DETRON – лучшее решение для фрезерного обрабатывающего центра?

Если геометрия детали предполагает фрезерную обработку детали с нескольких сторон или необходимо выполнить обработку нескольких отверстий на цилиндрической поверхности детали, без поворотного стола не обойтись. Но так ли просто выбрать подходящий поворотный стол?
Даже опытный технолог или механик предприятия учитывает далеко не все требования к техническому устройству и комплектации стола. В результате после монтажа и запуска фрезерного центра с новым поворотным столом может оказаться, что диаметр стола не подходит или нет необходимого узла, который приходится дозаказывать и ждать несколько недель.
Мы собрали самые необходимые рекомендации для специалистов металлообрабатывающих производств по выбору стола, чтобы избежать ошибок, грамотно вести переговоры с поставщиком этой оснастки и оборудовать фрезерные станки столами в кратчайшие сроки и без переплат.
Компания “Инкор” поставляет и запускает не менее 35 столов DETRON в год на предприятиях наших клиентов, мы регулярно проводим обучение для сотрудников и напрямую работаем с производителем.
О самом производителе можно прочитать на нашем сайте по ссылке
Поворотными и наклонно-поворотными столами;
Поворотными и наклонно-поворотными столами с прямым приводом;
Горизонтальными поворотными столами;
Поворотные столы DETRON обладают весомыми преимуществами по сравнению с аналогами от других производителей.
Шлифованное центральное отверстие в планшайбе обеспечивает хорошую округлость и шероховатость поверхности, что повышает точность при установки технологической оснастки на планшайбе поворотного стола.
Термическая обработка и шлифовка тормозного диска обеспечивают высокую износоустойчивость и большую силу зажима.
Detron применяет запатентованный высокопрочный сплав на всех моделях поворотных столов, который повышает износостойкость червячного колеса на 260% по сравнению со стандартным материалом других производителей.
Червячный вал устанавливается в нижнюю часть поворотного стола и полностью погружен в масло, что обеспечивает полную смазку механизма и увеличивает срок службы.
Центральное отверстие большого диаметра позволяет устанавливать многопотоковый маслораспределитель для подключения разнообразной зажимной оснастки.
Одноосевые столы можно установить как в горизонтальном, так и в вертикальном положении.
Возможность подключения к станку с ЧПУ FANUC, Siemens, HEIDENHAIN, Балт-Систем, Mitsubishi и к другим системам ЧПУ, а также возможно установить на универсальный станок с управлением поворотным столом от отдельного контроллера.
Отдельно хочется остановиться на конструкции шпиндельного узла:
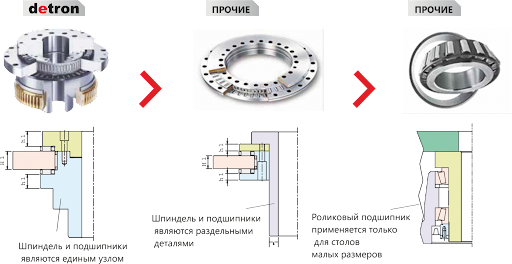
В конструкции применён комбинированный узел радиального и осевых подшипников
Размер роликов увеличен на 20-30%
Размер направляющей качения увеличен на 70-80%
Данные направляющие значительно толще, чем направляющие прочих производителей, жесткость в тяжелых режимах обработки значительно выше.
Направляющие качения подшипников (H1 и Н2) превышают по размерам направляющие прочих производителей, что обеспечивает большую жесткость в тяжелых режимах обработки.
Минимальное количество составных узлов в механизме обеспечивает минимальные отклонения при сборке, высокую точность индексации и повторяемость.
Большой диаметр отверстия.
Все это обеспечивает шпиндельному узлу высокую жёсткость, минимальные деформации рабочего стола, возможность применить при работе в тяжелые режимы резания.
Полный ассортимент продукции Detron насчитывает более 50 моделей поворотных столов. Также доступно большое количество опционального оснащения к ним.
Данная оснастка позволяет работать со сложными деталями, добавляя в станок ещё одну или две оси и позволяет освоить выполнение новых видов обработки или наладить изготовление дополнительных типов изделий.
Остановимся на двух основных группах: поворотные столы для вертикальных и горизонтальных фрезерных станков.
Вертикальные
обрабатывающие
центры
Горизонтальные
обрабатывающие
центры
Поворотные столы DETRON для вертикальных обрабатывающих центров
Серия GXA-S
GXA-S Поворотный стол
Многофункциональный пневматический зажим
Модели: GXA-125S, GXA-210S/SL, GXA-170S, GXA-250S
G - червячная передача
X - вертикальное и горизонтальное применение
А - новая оптимизированная модель
170 - размер стола
S – улучшенный пневматический зажим
Характеристики:
Диаметр рабочего стола 125, 170, 210, 255
Эксклюзивная запатентованная тормозная система с двойным пневматическим поршнем
Более высокая скорость вращения
Оснащен высокоточным крестообразным роликовым подшипником
Червячная передача с двухзаходным червячным приводом и полной глубиной зацепления
обеспечивает более высокую эффективность и меньший люфт
Модель SL, мотор слева
Модель с несколькими поворотными осями GXA-170S-2W-250
Серия GXA-H
Поворотный стол с ЧПУ
Сверхбольшое отверстие шпинделя, гидравлический зажим
Модели: GXA-255H, GXA-400H, GXA-320H
G - червячная передача
X - вертикальное и горизонтальное применение
А - новая оптимизированная модель
255 – размер стола
H - Гидравлический зажим
Характеристики
Диаметр рабочего стола 255, 320, 400
Внутреннее отверстие шпинделя позволяет зажимать и закреплять более сложные детали.
Сверхвысокое усилие зажима
Объединенный шпиндель с радиально-упорным подшипником. Встроенный.
Червячная передача с двухзаходным червячным приводом и полной глубиной
зацепления обеспечивает более высокую эффективность и меньший люфт
Объединенный шпиндель со встроенным радиально-упорным подшипником.
Cерия GFA-S
Наклонно-поворотный стол с ЧПУ
Модели: GFA-101S, GFA-170S, GFA-125S, GFA-210S
G - червячная передача
F - пять осей
А - новая оптимизированная модель
125 – размера стола
S – улучшенный пневматический зажим
Диаметр рабочего стола 100, 125, 170, 210
Увеличенный высокоточный крестообразный роликовый подшипник
Диаметр рабочего стола 255, 320
Гидравлический тормоз с радиальными и осевыми подшипниками.
Червячная передача с двухзаходным червячным приводом и полной
глубиной зацепления обеспечивает более высокую эффективность и меньший люфт
Cерия GTFAE
Наклонно-поворотный стол с ЧПУ
Модели: GTFAE - 210S, GTFAE - 410XB, GTFAE - 320XB, GTFAE - 500XB
G - червячная передача
Т – цапфовый тип для уменьшения высоты
F - пять осей
А - новая оптимизированная модель
E - дополнительная плоская база для стандартного 3-х осевого станка
410 – размер стола
X - гидравлический зажим с помощью встроенного воздушного преобразователя.
(если S – улучшенный пневматический зажим)
B – двигатель, наклоняющий стол, установлен на задней части
Диаметр рабочего стола 210, 320, 410, 500
Встроенный воздушный преобразователь для предлагаемых моделей в комплектации
Индивидуальная база доступна по запросу
Диаметр рабочего стола 255, 320, 410, 500
Стол поворотный

Стол поворотный – это часть оснастки сверлильного и фрезерного станка предназначенная для расширения функциональных возможностей оборудования. С помощью поворотного стола можно без переустановки производить обработку деталей расположенных по окружности, вращать заготовку в различных координатах и выполнять другие операции.
Сфера применения и преимущества
Поворотные столы широко применяются на станках различного назначения - как на автоматических линиях при серийном производстве деталей, так и на отдельных установках. Это фрезерные, вертикально-сверлильные станки, ковочные молоты, прессы и другое оборудование, где необходимо обеспечить быстрое перемещение обрабатываемой заготовки относительно рабочего органа. Применяются поворотные столы и при сварочных операциях для выполнения рельефной и точечной сварки.
Главным преимуществом поворотного стола является возможность обработки деталей в различных плоскостях. Так, для фрезерных станков помимо перемещения заготовки в трех основных направлениях (продольное, поперечное и вертикальное), поворотный стол может обеспечить вращение детали в вертикальной и горизонтальной плоскостях. Стол обеспечивает перемещение заготовки в различных координатах, фиксировать её под требуемым углом наклона и производить высокоточную обработку.
Применение поворотного стола позволяется значительно уменьшить затраты времени на обработку, повысить производительность труда. При выполнении сварочных операций данный вид оснастки позволяет устанавливать деталь вне зоны работы, тем самым не прерывая производственный цикл. Значительно повышаются и функциональные возможности оборудования.
Виды поворотных столов
Поворотные столы для металлорежущих станков и другого оборудования классифицируются в зависимости от возможного направления движения. Существует пять основных типов столов:
- Поворотно-наклоняемые. Может осуществлять поворот заготовки вокруг собственной оси и её наклон на угол от 0 до 90°.
Поворотные столы выпускаются по стандартным размерам. Основные диаметры: 320, 400, 500 и 630 мм.
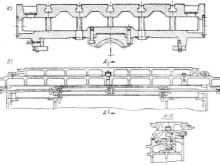
Конструкция поворотных столов
На рисунке выше представлен наиболее простой вариант конструкции поворотного стола. В корпус стола (11) запрессована втулка (10). В ней вращается шпиндель (2). На шпинделе установлена планшайба стола (1). Также в корпус запрессована и втулка (7). В неё направлен фиксатор реечного типа (5) который входит под действием пружины (6) во втулку (3).
Для управления фиксатора предусмотрена рукоятка (4). Поворот планшайбы осуществляется с помощью подшипника качения состоящего из обоймы (12), колец (14) и шариков (13). Для регулировки осевого зазора применяется гайка (8) и стопорный винт (9).
ГОСТы
Общие технические условия столов поворотных с ручным и механизированным приводом регулирует ГОСТ 16935-93.
Читайте также: