Как рассчитать вакуумный стол
Обновлено: 17.06.2024
Вакуумные столы – это вид технологической крепежной оснастки, который, на ряду с магнитными столами, является примером использования альтернативных методов удержания заготовок перед традиционным механическим крепежом.
Практическое применение вакуумных столов на современных станках с ЧПУ переводит производство на новый качественный уровень, позволяя увеличить точность изготовления деталей и повысить производительность основного оборудования. Например, при групповой обработке на вакуумном столе производительность станка может увеличиться в 2-3 раза!
В настоящее время вакуумный прижим является практически безальтернативным средством по удобству применения, точности позиционирования и качеству готовых изделий при обработке тонкостенных деталей типа корпус, лицевых панелей приборов, авиационных панелей и композитов.
Производственно-технический центр «ВЕКТОР» является поставщиком полного спектра самых современных и технологичных вакуумных столов для заводов приборостроения, авиастроения, электромеханики и предприятий ВПК.
- Фрезерование корпусных деталей из сплавов алюминия;
- Фрезерование и гравирование лицевых панелей приборов;
- Фрезерование авиационных панелей;
- Фрезерование композитных материалов;
- Шлифование и фрезерование титановых листов;
- Шлифование стали, стекла и керамики;
- Групповое фрезерование и одновременное разделение корпусных компонентов из одной заготовки.
- корпусные детали с тонкими стенками, (закрепление в тисках приводит к короблению)
- заготовки, обрабатываемые по контуру (механические прижимы закрывают зону обработки);
- тонколистовые заготовки (вибрация деталей при обработке, подрывы);
- деформация не жестких закрепляемых участков детали при локальном механическом креплении;
- поочередная обработка мелких деталей на станке значительно уменьшает его производительность.
Принцип действия вакуумных столов
Принцип работы вакуумной оснастки основан на создании области перепада давления, на границе которой и установлена заготовка. При этом на нее действует прижимающее усилие, создаваемое атмосферным давлением, что при нормальных условиях равно 760 мм рт. ст., и составляет около 1 кгс/см2. То есть, на пластину размером 20х30 см будет действовать усилие прижима, равное 600 кгс! И это усилие будет возрастать пропорционально площади закрепления.
Создание вакуума производится вакуумными насосами различной мощности, в зависимости от типа и размера стола. Некоторые типы насосов позволяют работать в условиях обильной подачи СОЖ в зону обработки.
Примеры типовых деталей для вакуумной фиксации:
Типовые детали для групповой обработки:
Компания «ПТЦ «ВЕКТОР» предлагает заинтересованным организациям и предприятиям:
- решётчатые вакуумные столы, создающие замкнутый контур обрабатываемых заготовок;
- перфорированные вакуумные столы;
- вакуумные столы VAC-MAT;
- шлицевые столы, ориентированные на работу с мелкими деталями, либо заготовками, имеющими множество отверстий;
- столы с пористыми вставками, позволяющими вести сухую обработку сверхтонких заготовок типа фольги;
- столы с промежуточными матами из жёстких и мягких фрикционных полимеров;
- столы с модульными системами Flip-Pod;
- вакуумные блочные надставки;
- специальные вакуумные столы;
- комбинированные решения.
На данный момент мы занимаемся поставками и обслуживанием продукции во всех регионах России, в том числе в Санкт-Петербурге, Екатеринбурге, Новосибирске, Красноярске, Рязани, Калуге, Пензе, Перми и других городах РФ.
Для того, чтобы обработать Ваш запрос, нам необходима следующая информация:
Как рассчитать вакуумный стол
Главная страница Станки и инструментыВакуумный пресс своими руками. Часть III. Вакуумный стол
18.07.2012
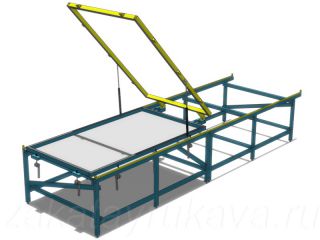
Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Далее по тексту, вакуумной ванной будем назвать часть вакуумного стола - стальную ёмкость, внутри которой располагаются облицовываемые заготовки, и из которой откачивается воздух. Под рабочими габаритами (размерами) вакуумной ванны будем понимать её полезный объём, измеренный по внутренним габаритам. Вакуумным столом условимся называть всю конструкцию в целом, состоящую из вакуумной ванны, верхней (подвижной) прижимной рамы, зажимов и прочих, более мелких элементов.
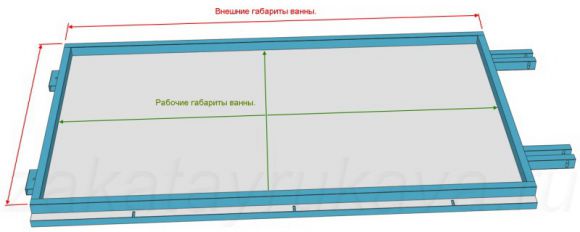
Иллюстрация внешних и внутренних (рабочих) размеров вакуумной ванны.
Внешние и рабочие размеры вакуумной ванны.
Рассмотрим общие принципы выбора размеров вакуумной ванны, обозначим конкретные цифры для нашего пресса.
Чем длиннее вакуумная ванна, тем больше заготовок можно в ней уместить, или облицевать заготовку большего размера. С другой стороны, чем длиннее ванна, тем больше пленки приходится расходовать за один рабочий цикл, тем больше получаются размеры станка, что влечет больший расход площади помещения. Нужно найти оптимальный размер. Как показал опыт, оптимальной рабочей длиной вакуумной ванны, предназначенной для изготовления типовых мебельных фасадов и декоративных дверных накладок, можно считать величину от 2,4 до 2,6 м. Будем делать вакуумную ванну длиной 2500 мм, рабочая длина которой составит 2500 – 40 x 2 = 2420 мм (40 мм – ширина короткой стенки профильной трубы).
Ширина ванны напрямую связана с шириной используемой пленки ПВХ. В зависимости от производителя пленки, могут встречаться различные значения ширины, самая распространенная – 1,4 м, на нее мы и будем ориентироваться. Выберем ширину ванны равной 1400 мм, рабочая ширина составит 1400 – 40 x 2 = 1320 мм. При облицовке высоких заготовок, например, для гнутых (радиусных) фасадов, ширину ванны необходимо уменьшать (делать её меньше ширины пленки), но для работы с такими заготовками нужен пресс иной конструкции, поэтому данные вопросы рассматриваться не будут.
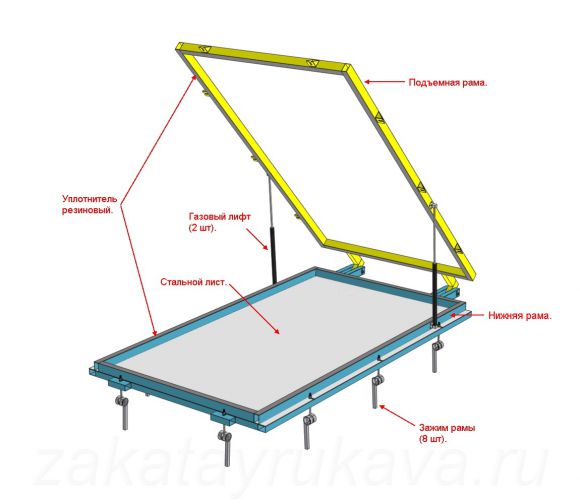
Элементы вакуумного стола.
Изготовление вакуумного стола.
Вакуумная ванна.
Дном вакуумной ванны будет служить лист стали толщиной 2 мм. Для сведения к минимуму прогибов листа под воздействием отрицательного внутреннего давления, и придания поверхности стола ровной формы (близкой к идеальной плоскости), необходимо изготовить каркас жесткости. Для изготовления каркаса будем использовать ту же профильную трубу 60x40x2. Предварительно нарезанную трубу, в соответствие с проектом, укладывают на стапель, жестко фиксируют струбцинами, выполняют проварку всех примыканий. После изготовления каркаса жесткости, поверх него приваривают стальной лист. Это самый ответственный этап сварочных работ, он требует от непрерывного сварного шва герметичности (рекомендуется выполнить двойной провар).
Во избежание короблений листа под воздействием продолжительных высоких температур, можно воспользоваться нижеследующим альтернативным методом приварки листа к каркасу жесткости. Перед укладкой стального листа на каркас жесткости, по его периметру необходимо нанести герметизирующий состав, выдерживающий высокие температуры (например, силиконовый высокотемпературный герметик), а сварку вести не сплошным швом, а небольшими регулярными фиксирующими прихватками с шагом около 50 мм. Данный метод рассчитан на то, что кратковременные, локальные воздействия сварки не смогут повредить (выжечь) весь герметик, а только лишь его небольшую часть в непосредственной близости от прихваток, большая же часть герметика после отверждения будет выполнять свою прямую функцию.
Размеры вакуумного стола.
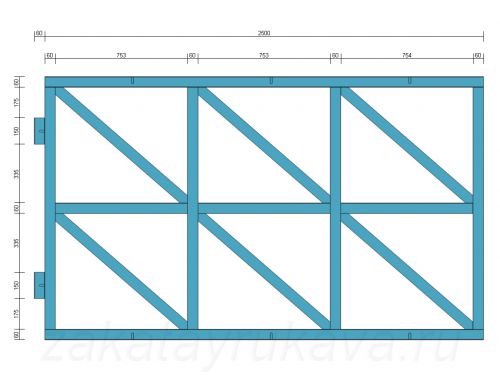
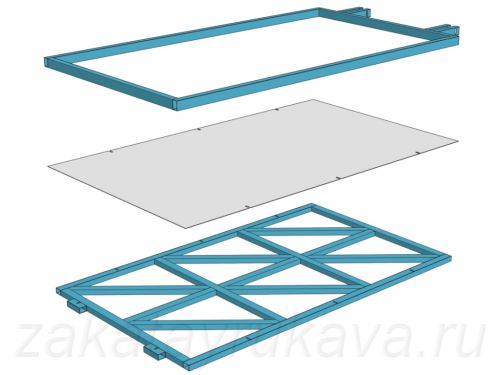
Деталировка каркаса жесткости и порядок сборки вакуумной ванны: варится каркас жесткости, к нему приваривается стальной лист, по периметру стального листа герметично приваривается стационарная (нижняя) рама с частью шарнирного соединения для крепления подъемной (верхней) рамы.

Фото вакуумного стола снизу.
Каркас жесткости изготовлен частично из уголкового профиля.
Подъемная (прижимная, верхняя) рама.
Материал рамы - профильная труба 60x40x2 мм. Размеры прижимной рамы должны быть в точности такими же, как у вакуумной ванны. Если не удалось отыскать достаточно ровный (не гнутый, не кручёный) профиль, то необходимо заранее отобрать попарно несколько самых ровных хлыстов, из которых будут изготовлены плотно примыкающие друг к другу детали вакуумного стола.
Прижимная рама будет подниматься благодаря регулируемым шарнирным соединениям. Регулировка шарниров выполняется после наклеивания уплотнителя - полосок листовой резины средней жесткости, толщиной около 2 мм.
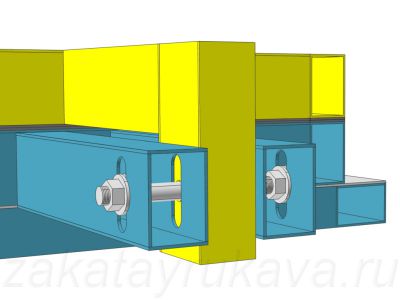
Шарнир прижимной рамы.
Приваренные шайбы нужны для увеличения площади трения. Шкворень шарнирного соединения представляет собой стальной прут D12 с резьбой на концах.
Фото шарниров прижимной рамы.
Для удержания прижимной рамы в поднятом состоянии, можно применить газовые лифты. Из соображений безопасности, рекомендуется установить четыре газлифта (по два на сторону) и убедиться, что любые три из них способны удержать раму. Если угол раскрытия рамы (45°) окажется недостаточным, рама будет причинять существенные неудобства в работе, её можно поднять максимально вверх на угол чуть больше 90°, задействовав припаркованный позади термомодуль в качестве опоры (газлифты не применяются).
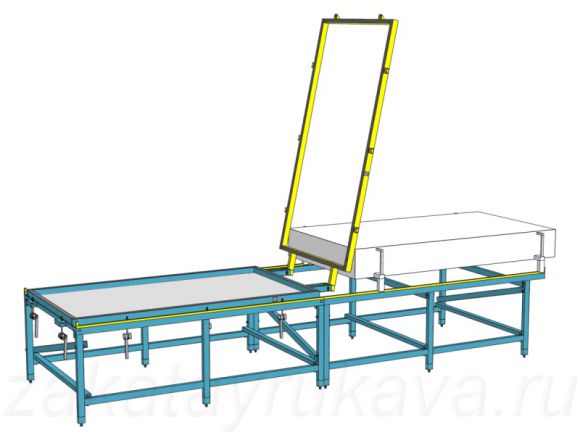
Подъемная рама опирается на термомодуль.
Зажимы.
Для надежного и герметичного удержания пленки в процессе вакуумного прессования, необходимо плотно и равномерно прижать верхнюю раму к периметру вакуумной ванны, добившись повсеместного прилегания резинового уплотнителя. Для этих целей можно применить различные готовые струбцины-зажимы, или же изготовить их самостоятельно.
Для изготовления самодельных зажимов, работающих по принципу эксцентрика, понадобится следующий стальной металлопрокат: полметра трубы ДУ50 (внешний диаметр около 60 мм), два метра прута диаметром 10 мм, и, примерно, столько же профильной трубы сечением 20x20x2 мм.
Во-первых, трубу ДУ50 нарезают на 8 равных 60-миллиметровых отрезков. Каждый отрезок трубы дорабатывают полукруглым центральным вырезом, имеющим ширину 10-11 мм и длину по дуге равную 3/4 от длины внешней окружности трубы. Получим 8 штук эксцентриковых поворотных цилиндров, к которым необходимо приварить ручку длиной 220 мм из квадратного профиля 20x20 мм.
Во-вторых, стальной прут нарезают на 16 отрезков: 8 штук длиной 190 мм (для шпилек) и 8 штук длиной 55 мм (для шкворней). К одному концу шпильки необходимо приварить гайку М12 (или М10 с высверленной резьбой), чтобы она могла свободно вращаться на шкворне, а на другом конце - нарезать резьбу М10x50.
В-третьих, для завершения изготовления зажима, привариваем концы шкворня (с предварительно надетой на него гайкой с приваренной шпилькой), к внутренней поверхности эксцентриковых поворотных цилиндров.
Для установки зажимов на вакуумный стол пресса, в восьми точках стола, согласно проекту, сверлят сквозные отверстия диаметром 10 мм. После чего, верхние отверстия увеличивают, придавая им продолговатую форму. Настройка зажимов осуществляется установкой комбинированных гаек в нужное место резьбы шпильки, с последующей фиксацией контргайками. Эта операция выполняется на последнем этапе изготовления вакуумного стола, после наклейки резинового уплотнителя.
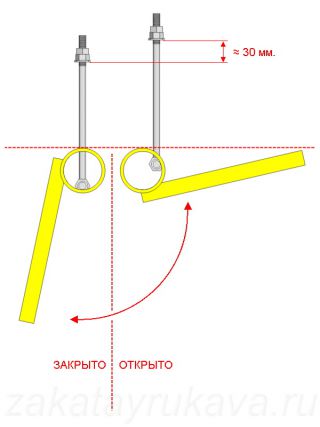
Работа эксцентрикового зажима.
Элементы и размеры шарнирного зажима.
Эксцентриковый зажим в столе.
Зацепы для зажимов изготавливаются из стального уголка 50x50x3.
Если не удалось добиться ровной поверхности стола.
Если в процессе сварочных работ лист претерпел существенные деформации, выходящие за рамки допустимых значений, то брать в руки болгарку и срезать сварные швы, переделывать всё заново нет необходимости. Обеспечить идеально ровную плоскость вакуумного стола можно дополнительными мерами, а именно путем применения эпоксидных выравнивающих составов, которые применяются при изготовлении заливных полов. Для этого, вакуумный стол выставляют строго по уровню, определяют необходимый объем наливной массы (например, с помощью пробной заливки водой), очищают от ржавчины дно вакуумной ванны, грунтуют. Выполняют заливку приготовленной эпоксидной смесью согласно инструкции производителя. Из соображений экономии, смесь можно разбавить каким-либо дешевым наполнителем, например, кварцевым песком. Для ускорения отверждения смеси после заливки, стол можно контролируемо погреть сверху теплом от термомодуля. Данную операцию по заливному выравниванию имеет смысл выполнять после полной готовности вакуумного пресса, изготовления пробных образцов продукции, и принятия решения о необходимости улучшения геометрии рабочей поверхности.
Смета на материал для вакуумного стола.
| Наименование | Длина, мм | Количество, шт. | Назначение |
|---|---|---|---|
| Профиль 60x40 | 2500 | 6 | Каркас жесткости. Ванна. Подъемная рама. |
| Профиль 60x40 | 1380 | 4 | Каркас жесткости. |
| Профиль 60x40 | 1320 | 4 | Ванна. Подъемная рама. |
| Профиль 60x40 | 1001 | 6 | Каркас жесткости (диагонали). |
| Профиль 60x40 | 753 | 3 | Каркас жесткости. |
| Профиль 60x40 | 250 | 4 | Шарнир. |
| Профиль 60x40 | 180 | 2 | Шарнир. |
| Профиль 60x40 | 150 | 2 | Опора зажима. |
| Профиль 60x40 | 140 | 2 | Шарнир. |
| Уголок 50x50x3 | 50 | 8 | Подъемная рама (зацеп для зажима). |
| Профиль 20x20 | 220 | 8 | Зажим. |
| Труба ДУ50 | 60 | 8 | Зажим. |
| Прут D10 | 190 | 8 | Зажим. |
| Прут D10 | 55 | 8 | Зажим. |
| Прут D12 | 150 | 2 | Шарнир. |
| Гайка М10 комби | 8 | Зажим. | |
| Гайка М10 | 12 | Зажим. Крепление стола. | |
| Гайка М12 | 16 | Зажим. Шарнир. | |
| Шайба d12 | 12 | Шарнир. | |
| Болт М10x60 | 4 | Крепление стола. | |
| Лист 2500x1500x2 | 1 | Стол (дно ванны). | |
| Газовый лифт | 2 | Подъемная рама. |
По завершению основного объема работ, вакуумный стол устанавливают на станину (на специально предусмотренные опоры) и фиксируют по углам четырьмя болтами, как показано на рисунке, после этого переходят к мелким работам: установка и настройка зажимов, регулировка шарнира подъемной рамы, наклеивание уплотнителя.
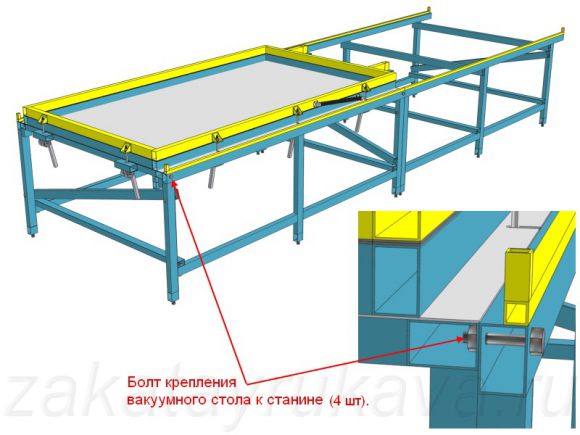
Крепление вакуумного стола на станине.

Вакуумный стол в работе.
Металлоконструкция начинает приобретать очертания будущего термовакуумного пресса, но ей пока не хватает многих элементов: вакуумной системы, термомодуля, блока электроуправления, - о которых будет идти речь в следующих статьях.
Универсальный вакуумный стол из МДФ своими руками

В этой статье вы узнаете как сделать вакуумный стол из МДФ для фрезерного ЧПУ станка своими руками. А так же о том какие необходимы для этого материалы и инструменты, какой выбрать насос, и зачем делить рабочую область на зоны.

Вакуумный стол из МДФ
Необходимые материалы
Те из вас, у кого есть фрезерные станки с ЧПУ, знакомы с разочарованием при работе с зажимами или винтами для фиксации заготовки, а также с последующей обработкой, необходимой для вырезания и шлифования выступов. Универсальная вакуумная прижимная система может устранить многие из этих проблем. Вы просто кладете заготовку на рабочий стол, включаете вакуумный двигатель — и готово! Теперь у вас есть прижимная сила в несколько килограммов на квадратный сантиметр, удерживающая вашу заготовку.

Обычные вакуумные прижимные системы требуют, чтобы вы вырезали специальный вакуумный шаблон, чтобы надежно удерживать заготовку. Универсальные вакуумные столы позволяют захватывать заготовку в любом месте. Им нужен больший поток воздуха, так как они сравнительно негерметичны, но их намного проще использовать.
Однако есть некоторые ограничения для универсальных настроек. Небольшие детали и компоновки с множеством разрезов могут не иметь достаточной площади поверхности для поддержания сильного вакуума, что делает универсальный вакуумный стол идеальным вариантом для большинства применений, но не для всех.
Поверхность стола: основание, камера статического давления и выпускной патрубок

Устройство вакуумного стола
Поверхность универсального вакуумного стола состоит из трех склеенных между собой слоев. Во-первых, это основная плита , которая прикручивается к раме вашего ЧПУ и прикрепляется к трубопроводу вакуумной системы. Далее идет пленум . Он содержит решетку каналов воздушного потока, которые распределяют вакуум по всему столу. Последний слой — это прокачиваемая доска , пористая спойлерная доска, которая позволяет воздуху проходить через нее.

Нанесение дополнительных слоев герметика на обрезанные кромки МДФ.

Герметизация МДФ шпателем для дерева
Плинтус и камера статического давления обычно изготавливаются из древесноволокнистой плиты средней плотности (МДФ), так как это дешево и доступно в большом количестве. (Вы также можете сделать их из пластика высокой плотности, такого как АБС или ПВХ.) Эти слои МДФ пористые, и их необходимо герметизировать, чтобы обеспечить сильный вакуум. Вы можете использовать любой готовый герметик для дерева, такой как полиуретан на водной или масляной основе, герметики на основе эпоксидной смолы или даже клей для дерева, разбавленный водой. На обрезанные кромки МДФ следует нанести дополнительные слои герметика, так как они подвержены протеканию больше, чем верхняя и нижняя поверхности.

Добавление плиты прокачки
Доска для прокачки другая. Она должна быть достаточно твердой, чтобы поддерживать вашу заготовку, но достаточно пористой, чтобы воздух мог проходить через нее относительно легко. Рекомендуемый материал — МДФ Ultralite; он на 40% легче и пористее, чем обычный МДФ, за счет меньшего количества эпоксидных связующих. Перед тем, как приклеить прокладочную пластину к камере статического давления, вам необходимо снять более плотные верхний и нижний слои, поскольку они могут ограничивать поток воздуха, уменьшая вакуум.
Вакуум
Вакуумные системы варьируются от простых домашних установок с использованием Shop-Vacs(строительный пылесос) до коммерческих устройств, которые могут стоить больше, чем сам ЧПУ. Для большинства любителей и небольших производственных цехов Shop-Vac или базовый вакуумный двигатель более чем достаточно для систем вакуумных столов.

Вакуумный мотор
Вакуумный стол из МДФ. Использование зон.
Если у вас есть стол большего размера, и вы разделяете камеру статического давления на отдельные зоны, вам понадобится способ их деления и включать и выключать разные зоны. Лучшее решение — это простая 2-дюймовая ПВХ труба из любого строительного магазина. Используйте шаровые краны, чтобы контролировать различные зоны, и добавьте в систему манометр, чтобы вы могли оптимизировать воздушный поток и давление вакуума.

Вакуумная сантехника
При прокладке водопровода избегайте множества крутых поворотов, так как это может привести к ограничению доступа воздуха и снижению производительности. Используйте Y-образные соединители вместо тройников и совместите все расположенные под углом порты, чтобы поток проходил в том же направлении, что и воздух.
Если вы обнаружите, что не получаете достаточной отдачи от двигателя, вы можете добавить второй, удвоив мощность.
Перемещение частей
Если вы беспокоитесь о смещении деталей при прорезании всего материала, вот небольшая хитрость. На первом проходе оставьте тонкий кусок материала (он же «луковая кожура») внизу разреза, чтобы удерживать разрезы на месте, пока режется остальная часть. Это будет поддерживать сильный вакуум, чтобы ваши ранее обработанные детали не сдвигались.
Как только большая часть материала будет удалена, вернитесь и выполните последний проход, чтобы прорезать полностью. Ваши первые резы значительно снизили силу резания и трение (которые уменьшаются с глубиной резания из-за небольшого количества оставшегося материала), поэтому вероятность смещения ваших деталей гораздо меньше
Вакуумные столы для фрезерных станков с ЧПУ

Вакуумные столы зачастую являются наилучшим решением для работы с плоскими листами, часто выполняемой на фрезерных станках с ЧПУ. Вы можете положить лист из МДФ непосредственно на вакуумный стол, и этого достаточно для обработки. В вакуумных столах могут быть предусмотрены зоны, которые вдобавок можно включать и выключать с помощью клапанов.
Принцип работы вакуумного стола
Вакуумные столы создают прижимную силу благодаря разности давлений под деталью, и атмосферным давлением, давящим сверху вниз. Каждый квадратный миллиметр площади, подверженной данной разнице, может иметь силу, достигающую 1-1.2 килограмма (разница между вакуумом и давлением воздуха на уровне моря).
Сила прижима пропорциональна разнице давлений и площади поверхности, Большая площадь на большой области может иметь внушительную силу. Квадратный участок 25 x 25 потенциально имеет 625 квадратных сантиметров, умноженных на 1,2 кг на квадратный дюйм, или около 750 килограмм удерживающей силы!
Однако, небольшие детали обладают значительно меньшей силой, удерживающей их. Необходимо понимать эту разницу.
Другой способ ограничения силы заключается в том, что вы не сумеете приложить вакуум ко всей нижней поверхности детали. Рассмотрим вакуумную систему из алюминия с незначительными вакуумными камерами под ней. Это выглядит приблизительно так:

Алюминиевый вакуумный стол
Теперь, чтобы деталь оставалась плоской и не искривленной, мы хотим, чтобы она располагалась на вакуумном столе. У нас возможно не будет большого вакуума нигде, помимо камер. В таком случае прижимная сила определяется площадью поверхности камер, а не площадью поверхности детали, а она заметно меньше площади поверхности детали.
Большинство вакуумных столов для фрезерных станков с ЧПУ позволяют избежать данной трудности посредством использования плиты МДФ поверх вакуумного стола для распределения вакуума. МДФ пористый, поэтому вакуум везде. Это работает хорошо, однако для этого требуется вакуумный насос, который сможет втягивать больший объем воздуха, потому что МДФ будет протекать везде, где на нем что-то не лежит.
Точно так же, как МДФ, для распространения вакуума, может использоваться ваша деталь, если она сделана из чего-либо проницаемого (пенопласт, МДФ и тому подобное) или если вы сделаете в ней слишком много сквозных отверстий во время обработки.
Последнее, что необходимо знать, это то, что две силы стараются сместить деталь на вакуумном столе. Одна — направлена в бок, другая — вверх. Боковое усилие — это сила трения между деталью и тем, на чем она лежит. Убедитесь, что поверхность вакуумного стола не очень скользкая, дабы выдержать эту силу. В большинстве случаев показатель трения будет таким, что для перемещения детали в сторону должно быть как минимум вдвое большее усилие, нежели для ее подъема.
Поднимающая сила, необходимая для преодоления удерживающей силы вакуумного стола, является просто параметром веса детали плюс прижимной силы вакуума. Если деталь приподнята даже немного, возможно, даже вы можете не видеть этого, вакуум протечет, и, если ваш вакуумный насос не будет обладать достаточной производительностью, деталь просто выскочит, когда давление упадет. Если подъемной силы достаточно, деталь может даже запустить через стол.
Вакуумные столы для фрезерных станков с ЧПУ своими руками
Создать вакуумный стол для вашего фрезерного станка с ЧПУ довольно просто. В этой статье мы рассмотрим множество идей, советов и ссылок на ресурсы, которые помогут вам в короткие сроки создать свой собственный проект вакуумного стола.
Необходимо ли мне покупать или я могу взять и собрать вакуумный стол на свой фрезерный станок с ЧПУ?
Нет времени собрать вакуумный стол с нуля? Не беспокойтесь, многие из них можно просто купить. Вот лишь несколько примеров на пробу:


Проектирование вакуумного стола своими руками
Если вы собираетесь установить вакуумный стол поверх существующего стола фрезерного станка с ЧПУ, то в первую очередь следует учитывать зазор по оси Z. Если у вас слишком много хода по оси Z, то вакуумный стол съест его часть. Обязательно подумайте о том, как минимизировать эту потерю. Вот где применение встроенного вакуумного стола, при покупке фрезерного стола с ЧПУ возможно имеет преимущество.
Еще одно важное замечание заключается в том, собираетесь ли вы создать какую-то конструкцию камеры статического давления или планируете фактически обрабатывать свой вакуумный стол. Обработанные столы могут быть более точными — более плоскими и квадратными. Они, безусловно, более прочные. Но стол типа пленума может быть дешевле в производстве и менее ограничен в отношении вакуумных проходов.
Имеется ключевой нюанс, который следует учитывать. Это способность стола удерживать вашу деталь в зависимости от площади ее поверхности, доступной для вакуума. Если деталь лежит на поверхности, непроницаемой для воздуха, то ее держат только проходы, создающие вакуум. На механически обработанном дюралевом вакуумном столе вы получаете низкий вакуум только на поверхности решетки, но не на всей площади поверхности, на которую опирается деталь. Если вы попытаетесь создать полость под деталью для распространения большего вакуума, вы рискуете подвергнуть деталь напряжению, и она будет изогнута в неподдерживаемых областях.
Привлекательность того, что ваша верхняя поверхность сделана из чего то вроде МДФ, заключается в том, что она проницаема, и вакуум может проникать на всю поверхность нижней части детали. Впрочем МДФ, является менее точной опорой, нежели алюминий, и ему понадобится источник вакуума, который может откачивать больше воздуха в минуту, потому что существует значительно большая область, которая пропускает воздух.
Предполагая, что у вас нет гигантского вакуумного насоса с неограниченной производительностью, Существует способ, который действительно помогает. Это возможность зонировать области вакуума, дабы области, которые протекают (возможно, потому что деталь не находится на этих областях), могли быть отключены. от вакуума. Вот вакуумный стол с системой зонирования, которую очень удобно менять, элементарно открывая или закрывая отдельные клапаны:

Вакуумный стол с областью зонирования
Идеи по созданию вакуумных столов своими руками
Вот список фотографий и ссылок на различные проекты вакуумных столов своими руками. Это поможет вам в разработке собственного проекта вакуумного стола.

Типичный вакуумный стол из МДФ имеет монтажную панель с канавками и дренажную панель, которая позволяет вакууму просачиваться через его пористую структуру.
Насосы для вакуумных столов

Сердце любого вакуумного стола с ЧПУ — это вакуумный насос с ЧПУ. Доступно несколько видов насосов.
«Регенеративная воздуходувка» обычно представляет собой центробежный тип крыльчатки:

Типичный регенеративный вентилятор для использования в качестве вакуумного насоса фрезерного станка с ЧПУ
Регенеративные воздуходувки(Вихревые насосы) способны перемещать большое количество воздуха, но они не создают такой сильный вакуум. Сила вакуума измеряется в мм ртутного столба. На уровне моря давление воздуха составляет 2 кг на квадратный см. Типичный регенеративный вентилятор может генерировать, скажем, от 500 до 800 грамм на квадратный см. Это достаточно низкий показатель по сравнению с другими типами насосов, которые может генерировать около 2 кг на квадратный см при той же мощности. Другие типы вакуумных насосов могут значительно облегчить работу. Или, если посмотреть с другой стороны, они могут дать ту же прижимную силу силу к гораздо меньшим деталям.
Одна из причин использования регенеративных насосов — это из производительность. Величина вакуума определяет, насколько сильно деталь удерживается, в то время как производительность используется для устранения утечек. Вам нужно достаточно производительности чтобы компенсировать все утечки, либо нужно потратить больше времени на герметизацию. Поэтому если вы в основном обрабатывает плоские детали из материалов низкой плотности, то лучшим, и пожалуй самым экономичным насосом будет именно регенеративный.
К другим типам вакуумных насосов относятся роторно-пластинчатые и жидкостно-кольцевые насосы, которые могут создавать более сильный вакуум, но получение большого объема воздуха будет стоить дороже:

Пластинчато-роторный безмасляный вакуумный насос

Вакуумный насос с жидкостным кольцом
Сила вакуума определяет, какое давление воздуха необходимо, чтобы удерживать ваши заготовки. Меньший вакуум означает меньшее давление. Вакуумные столы должны иметь среднее значение между количеством вакуума, которое они могут создать с помощью своего вакуумного насоса, утечкой (которая работает на уменьшения вакуума) и площадью поверхности детали, на которую может воздействовать вакуум. Для больших плоских деталей не требуется столько вакуума, как для мелких деталей. Чем менее мощный вакуумный насос, тем больше времени вы потратите на то, чтобы избежать утечек, для того чтобы оставалось достаточно вакуума для удержания детали. Чем меньше площадь поверхности деталей, тем больше вакуума требуется, чтобы они прочно удерживались на месте.
Насколько большой вакуумный насос мне нужен для стола фрезерного станка с ЧПУ?
Чем больше стол, тем выше накачка. На один квадратный сантиметр должно приходится не менее 100 милилитров производительности насоса. Это практическое правило оставляет в стороне вопрос о том, сколько вакуума может создать насос. Регенеративный вентилятор в этом диапазоне намного дешевле, чем роторно-лопастной. Есть ли столы с насосами более низкого давления? Конечно! Но чем ниже производительность, тем больше у вас проблем с утечками и мелкими деталями. На столе размером 1 квадратный метр 12 литров в секунду — это минимум для хорошего прижима детали.
Дело в том, что слишком маленький вакуумный насос означает дополнительную работу каждый раз, когда вы запускаете фрезерный станок с ЧПУ. Чтобы своевременно устранять утечки, устранять выходящие из строя детали и, возможно, следует применят и другие решения для крепления заготовок. На вакуумном насосе не стоит экономить!
Насос будет оцениваться по двум параметрам: сколько вакуума он может создать (т.е. насколько низкое давление) и сколько воздуха он может переместить, чтобы компенсировать утечки. Для негерметичной вакуумной системы с плитами из МДФ размером 1 квадратный метр требуется 6 квадратных метров в минуту или более только для компенсации утечек. Чем больше вы сможете герметизировать утечки, тем ниже вам нужна производительность насоса.
Может ли вакуумный насос быть слишком большим? Что насчет нескольких насосов?
Если вы используете больше вакуума, чем нужно, вы тратите впустую много энергии. В таких ситуациях имеет смысл использовать два насоса меньшей производительности. Один, когда детали достаточно большие, им не нужен максимальный вакуум для прижима — помните, прижимная сила пропорциональна площади поверхности, и более крупные детали удерживаются более надежно. Включите второй насос для мелких деталей.
Предположим, вы не можете позволить себе большой дорогой вакуумный насос, вам просто не повезло? Нисколько! См. Ниже, как вы можете использовать наше программное обеспечение G-Wizard, чтобы предотвратить выпадение деталей даже в этом случае.
DIY вакуумные насосы
Высокомощные профессиональные вакуумные насосы могут быть довольно дорогими, поэтому вот некоторые мысли для тех, кто пытается сэкономить:
— Посмотрите на бывшие в употреблении насосы. Коммерческий насос хорошего качества можно стоить на много меньше, чем новый. Следите за предложениями на eBay и AliExpress.
— Используйте строительный пылесос для небольших систем. Если, вы собираетесь создать перепад давления всего 2-2,0 килограмма на квадратный см.
— Возможно использование нескольких вакуумных насосов меньшей производительности в сочетании с зонированной камерой статического давления. Когда в каждой зоне есть отдельный насос.
— Посмотрите на вакуумные моторы. Эти устройства используются для питания пылеудаляющих аппаратов, центральных вакуумных систем и других подобных устройств. Они могут быть идеальными для проектов создания вакуумных столов своими руками. Как и у пылесоса, их производительность будет небольшой, но с несколькими двигателями вы можете покрыть большую площадь стола.
Читайте также: