Как работать на поворотном столе
Обновлено: 10.05.2024
Для сервоуправления требуется один источник питания 115 В переменного тока. Включение сервоуправления:
Режим работы
При первом включении блока сервоуправления он находится в режиме работы, но серводвигатель выключен. Индикация: Por On. Нажав ЗАПУСК ЦИКЛА, вы можете продолжить работу.
Режим работы используется для выполнения запрограммированных команд. Следящий контур можно включить в этом режиме и удерживать двигатель в заданном положении в режиме холостого хода.
Когда область дисплея мигает, вы находитесь в режиме программирования. Для возврата в режим работы:
Нажмите и отпустите РЕЖИМ/ЗАПУСК ПРОГ., пока дисплей не стабилизируется.
Инициализируйте блок сервоуправления в соответствии с заводскими параметрами по умолчанию
После включения блока сервоуправления может понадобиться инициализировать блок управления в соответствии с моделью вашего поворотного устройства. Для инициализации блока сервоуправления:
- Перейдите в режим параметров. Нажмите РЕЖИМ/ЗАПУСК ПРОГ.
Дисплей мигает.
Проталк
Для толчковой подачи поворотного устройства:
Выберите скорость толчкового перемещения в процентах от максимальной скорости подачи с помощью числовых клавиш на передней панели. Например, нажмите 5, а затем 0, чтобы выбрать 50-процентную скорость толчковой подачи.
Нажмите ТОЛЧК ПОДАЧА + или -, чтобы переместить стол на выбранной вами скорости толчкового перемещения в заданное положение.
Параметры 13 и 14 осуществляют управление максимальными расстояниями хода. Информация об этих параметрах приведена в разделе параметров.
EMERGENCY STOP
Чтобы выключить сервопривод, подайте команду на замедление и остановку шпинделя и отображение АВАР ОСТАНОВКИ:
Нажмите АВАРИЙНАЯ ОСТАНОВКА в системе сервоуправления.
Если последний шаг не был завершен, система управления остается на этом шаге, чтобы не потерять положение поворотного устройства.
Для перезапуска потяните за кнопка АВАРИЙНОЙ ОСТАНОВКИ и нажмите ЗАПУСК ЦИКЛА дважды (один раз, чтобы включить сервопривод и снова, чтобы перезапустить шаг).
Дистанционные команды ЗАПУСК ЦИКЛА и СИГНАЛ ЗАВЕРШЕНИЯ не будут работать, пока вы не потянете кнопку АВАРИЙНОЙ ОСТАНОВКИ и не нажмете ЗАПУСК ЦИКЛА.
4.2 Система координат с двумя осями
Система координат с двумя осями
Иллюстрации в этом разделе показывают компоновку осей A и B в 5-осевой системе управления Haas. Ось A — это вращение вокруг оси X, а ось B — это вращение вокруг оси Y.
Вы можете использовать правило правой руки для определения вращения оси для осей A и B. Поместите большой палец правой руки вдоль положительного направления оси X. Пальцы правой руки смотрят в направлении движения инструмента для команды положительного направления оси A.
Аналогично для оси A при 90°, если вы поместите большой палец правой руки вдоль положительного направления оси Y, пальцы вашей руки смотрят в направлении движения инструмента для команды положительного направления оси В.
Важно помнить, что правило правой руки определяет направление движения инструмента, а не направление движения стола. В правиле правой руки пальцы направлены противоположно движению поворотного стола в положительном направлении. См. эти рисунки.
ПРИМЕЧАНИЕ: Эти иллюстрации представлены только для наглядности. Различные перемещения стола возможны для положительных направлений, в зависимости от оборудования, настроек параметров или программного обеспечения для программирования по пяти осям.
Фрезерование с применением круглого поворотного стола
Фасонные поверхности фрезеруют на круглом поворотном столе, являющемся принадлежностью вертикально-фрезерного станка.
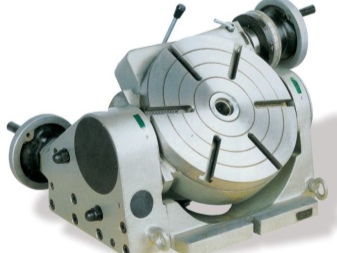
Круглые поворотные столы выпускают с ручным приводом, с ручным и механическим приводом от станка, с приводом от индивидуального электродвигателя. Поворотные столы с ручным приводом нормализованы, имеют общую конструкцию. Диаметры стола 160, 200, 250 и 320 мм. На рис. 139 показан общий вид стола.
Каждый стол состоит из основания (плиты) и поворотной части (планшайбы). Плиту поворотного стола крепят к столу станка с помощью болтов, вставляемых в Т-образные пазы стола. При вращении рукоятки 1 через червячную пару (передаточное отношение червячной пары 1:90) поворачивается поворотная часть стола. После поворота планшайбу жестко закрепляют на плите рукояткой 5. Центральное коническое отверстие с конусом Морзе № 3 или 4 на планшайбе служит для центрирования поворотного стола, а Т-образные пазы — для закрепления приспособлений или заготовок. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Винт 2 служит для фиксации рискоуказателя на круговой шкале стола, а винт 8 — для фиксации лимба на рукоятке 1. Эксцентриковая гильза 7 предназначена для регулировки зазора червячной пары, а также для вывода ее из зацепления в случае, когда нужно быстро повернуть стол на требуемый угол. Стопорят гильзу 7 рукояткой 6. Ограничение угла поворота стола производится передвижным регулируемым ограничителем 4 поворота стола, а освобождают ограничитель поворота стола рукояткой 3.
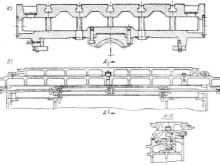
Поворотные столы с ручным и механическим приводом выпускают с диаметрами стола 320, 400, 500 и 630 мм (рис. 140). Эти столы имеют два червяка: один для ручного, другой для механического поворота планшайбы от привода станка. Вручную стол можно вращать маховичком 6.
Для привода круглых столов на фрезерных станках моделей 6Н11, 6М12 и 6М13 в механизме подач стола имеется специальный валик. На других моделях консольно-фрезерных станков передача вращательного движения столу осуществляется от ходового винта продольной подачи стола. В обоих случаях вращение планшайбы производится через вал, расположенный под рабочим столом станка параллельно ходовому винту продольной подачи, зубчатую передачу, заключенную в специальном кронштейне, через шарнир 3 и телескопический вал 4.
Включение вращения от привода производится рукояткой 5. Каждый стол снабжен кулачками 2, ограничивающими участки круговой обработки, передвигаемыми и закрепляемыми в круговом пазу 1, и реверсивным механизмом для изменения направления вращения планшайбы. Эти столы, как и столы с ручным управлением, имеют стопорное устройство, позволяющее жестко закреплять планшайбу в требуемом положении с помощью рукоятки 7.
На поворотном столе обрабатываемые заготовки закрепляют вручную. Для сокращения вспомогательного времени на крепление заготовок применяют поворотные столы со встроенным пневматическим или гидравлическим приводом. На рис. 141 показан общий вид поворотного стола с диафрагменным пневмоприводом для закрепления обрабатываемых заготовок. Крепление заготовок происходит следующим образом. В столе имеется шток с резьбовым отверстием, в которое ввинчивают сменные тяги. С помощью этих тяг производят закрепление обрабатываемых заготовок или освобождениеих поворотом рукоятки распределительного крана 1. Маховиком 2 осуществляется вращение стола.
На рис. 1.42 показаны схемы наладок для закрепления заготовок на столе с диафрагменным пневмоприводом. На таких столах заготовки крепят через сменные тяги различных конструкций, ввинчиваемые в резьбовые
отверстия штока стола.
Столы с индивидуальным электроприводом. Вращение стола от привода станка связано с большой затратой времени на наладку станка (установка кронштейна с зубчатыми колесами, установка промежуточного валика с шарнирами и др.). Поэтому целесообразно применять переносный накладной стол с индивидуальным приводом. Его можно установить на любом вертикально-фрезерном станке. Такие столы имеют необходимый комплект сменных зубчатых колес, позволяющих получить требуемую окружную скорость (круговую подачу) планшайбы.
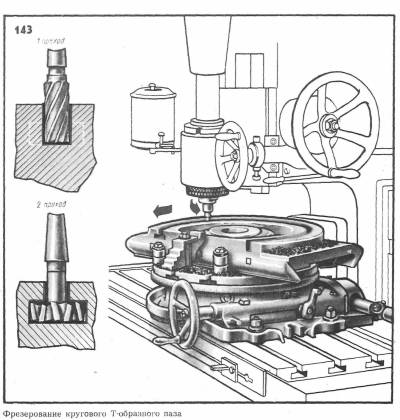
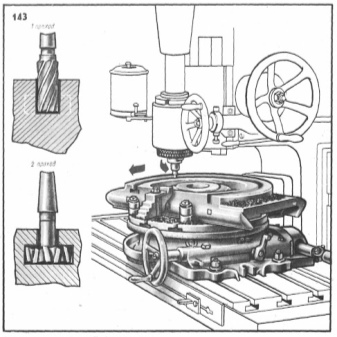
Рассмотрим наладку и настройку стайка на фрезерование кругового Т-образного паза (рис. 143). Материал заготовки — серый чугун (НВ = = 180 кГ/мм2). Размеры Т-образного паза примем такими же, как и в ранее рассмотренном примере обработки прямолинейных Т-образных пазов (см. рис. 128). Как и в предыдущем случае, обработку кругового паза производят за два прохода: сначала фрезеруют прямоугольный паз концевой фрезой, а затем фрезой для Т-образных пазов.
Установка круглого поворотного стола. Перед установкой стола необходимо тщательно протереть основание поворотного стола и поверхность станка, на которой его устанавливают. Ввести в соответствующие пазы стола станка с двух сторон прижимные болты с гайками и шайбами и закрепить поворотный стол. Вставить в центральное коническое отверстие круглого поворотного стола центрирующий штифт. Заготовку устанавливают и закрепляют с помощью центрирующего штифта, прихватов или сменных тяг в случае применения стола с пневмоприводом для закрепления заготовок.
При фрезеровании круговых пазов необходимо совместить центр окружности кругового паза с центром поворотного стола. При вращении кругового поворотного стола вокруг вертикальной оси каждая точка заготовки будет перемещаться по окружности радиусом, равным расстоянию этой точки от центра стола.
Кроме совмещения центра оси стола с центром окружности кругового контура необходимо также совместить ось концевой фрезы с осью симметрии паза, иначе говоря, расстояние между центром поворотного стола и центром концевой фрезы должно быть равно радиусу окружности оси паза.
Таким образом, при обработке круговых пазов очень важно правильно установить заготовку. Правильность установки можно проверить путем легкого касания заготовки вращающейся: фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°.
Поворотный стол. Часть 2
Привет, Хабр! В предыдущей статье я рассказывал о наших продуктах – поворотных столах для круговой фотосъёмки. За прошедшее время нам удалось серьёзно продвинуться вперёд и разработать новые устройства на базе Ардуино с использованием коллекторных и бесколлекторных двигателей.
Поворотный стол не такое уж простое техническое изделие как может показаться на первый взгляд. Например, в автоматическом режиме стол поворачивается на нужный угол, выдерживает паузу для того чтобы предмет съёмки смог успокоиться и стать неподвижным, автоматически делает снимок с фотоаппарата, затем некоторое время ожидает окончания экспозиции и переходит к следующему шагу. Так стол совершает полный оборот, и получается серия снимков предмета со всех сторон. Есть и другие режимы работы.
Мы выпускаем столы разных размеров. Самые ходовые – с диаметром столешницы 400, 600 и 900 миллиметров. Столы способны вращать довольно приличный груз, например, стол 600 выдерживает 150 кг, а стол 900 – 250 кг. Как-то приходилось делать по спецзаказу стол диаметром 2700 миллиметров, выдерживающий груз до 700 кг.
Как говорилось в части 1, стол с промышленным контроллером выходил слишком дорогим, поэтому мы решили переходить на Ардуино. Кроме того, мы хотели заменить шаговый двигатель коллекторным.
Почему мы решили менять двигатель? Шаговый двигатель – отличный вариант для программирования. Не надо заботиться о том, как переместить стол на заданное расстояние, всё уже сделано за нас. Шаговый двигатель оснащён логическим контроллером, просто используй нужные команды и ни о чём не думай.
Но есть один существенный недостаток. Шаговый двигатель сильно шумит. Иногда двигатель попадает в резонанс, и тогда тарахтение стола становится невыносимым.
Новая схема работы стола была простой: есть двигатель с питанием на 24 вольта и встроенным редуктором. Двигатель вращает столешницу и управляется через преобразователь ШИМа, так называемый драйвер двигателя. К вращающейся столешнице подсоединён оптический энкодер, передающий текущее положение в скетч Ардуино, который должен управлять двигателем посредством ШИМ-сигнала. И первой моей задачей было научить скетч перемещать стол из точки A в точку B.
Признаться, начинал я эту работу с некоторой робостью. Придётся ли погружаться в изучение ТАУ-регуляторов? Если да, то, скорее всего, надо будет оперировать значением мгновенной скорости. Позволит ли медленная и ограниченная ардуина проводить необходимые вычисления в реальном времени? К счастью, всё оказалось намного проще.
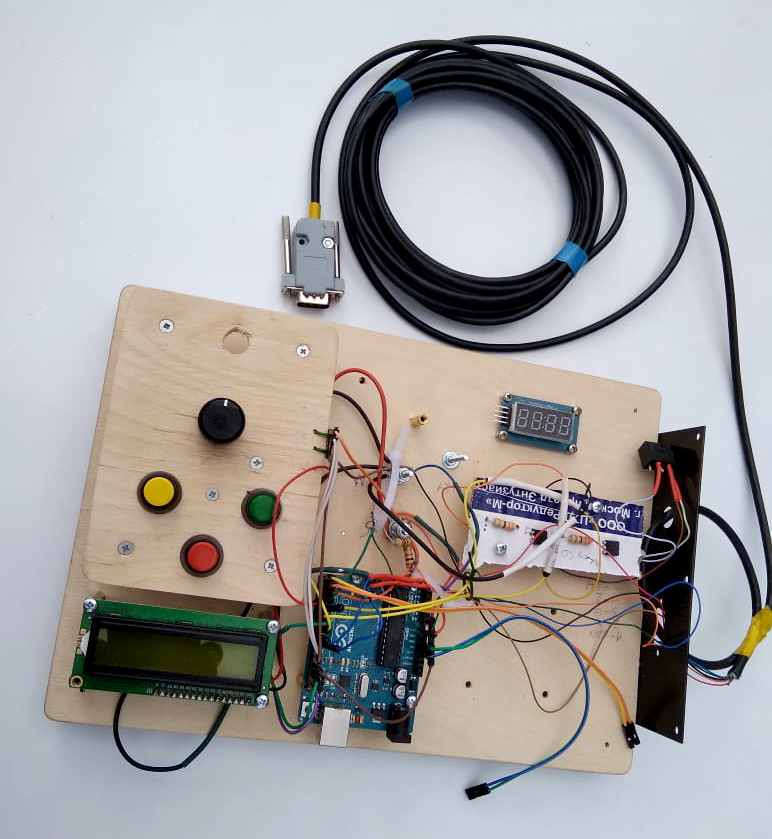
Наш первый макет. Arduino Uno, двустрочный дисплей, кнопки
Итак, скетч должен получать данные от энкодера и управлять двигателем посредством ШИМ-сигнала. Библиотека для энкодера сразу нашлась. Называется, как ни странно, Encoder, легко находится в менеджере библиотек Arduino IDE. Выводы энкодера подсоединяем к пинам 2 и 3, чтобы использовать прерывания – так значения текущего положения стола будут максимально близки к реальности.
Через какое-то время выяснится, что энкодер тем не менее слегка привирает. В чём дело? Плохой энкодер? Библиотека? Несколько отладочных скетчей, измерение импульсов, всё не то… Проблема в том, что мест, где может возникать ошибка энкодера, множество. Да и ошибка плавающая, то она есть, то нет. И вдруг совершенно случайно обнаруживается, что текущая конструкция стола несколько мм… шаткая что-ли. Раньше это было незаметно, ведь обратная связь в системе отсутствовала. А в новом изделии небольшой люфт приводил к большой погрешности в показаниях энкодера, так что потребовалось сделать конструкцию более жёсткой.
Ну что ж, теперь можно приступать к решению главной задачи по перемещению стола на заданное расстояние. Двигатель управляется ШИМ-сигналом. Это значение от единицы до 255, если не использовать большее разрешение. Сразу выяснилось, что двигатель с редуктором начинает вращать стол с некоторого минимального значения ШИМ. На первом макетном столе это значение равнялось 60.
Итак, попробуем реализовать самый простой алгоритм: первую половину пути линейно увеличиваем ШИМ, вторую половину – линейно уменьшаем:

Если значение ШИМ превышает 255, оно будет обрезано:
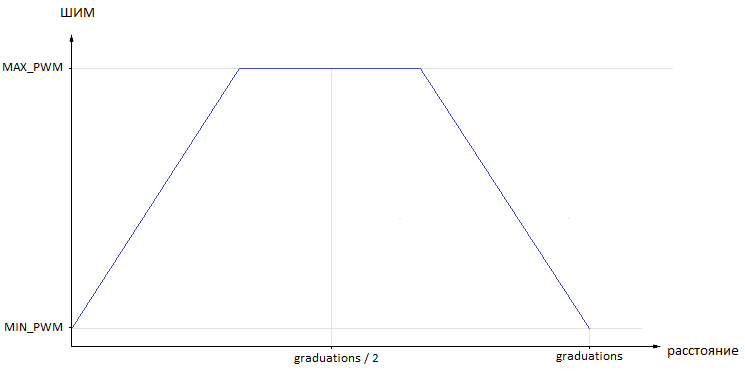
Угол наклонных прямых на графике можно сделать настраиваемым, тогда пользователь сможет регулировать движения и шаги стола: сделать их более резкими и быстрыми, либо плавными и медленными. И оказалось, что этот простейший подход даёт неплохие результаты!
Правда, иногда стол всё-таки слегка перескакивал через заданную точку. На этот случай мы предусмотрели коррекционное перемещение для возврата назад на минимальном ШИМе. Тем не менее, хотелось бы добиться того, чтобы стол совершал минимальное количество таких ошибок.
Если на минимальном ШИМе стол безошибочно переходит в нужную точку, то что надо сделать? Может быть, стоит использовать квадратичное замедление вместо линейного? Тогда стол будет подходить к концу движениях на скоростях, близких к минимальному значению. Можно и так. Но оказалось, что есть более простое решение. Достаточно начинать тормозить чуть раньше, как на картинке:

Большое значение имеет правильный выбор минимального значения ШИМ. Если значение слишком велико, стол будет часто ошибаться и перескакивать через заданную точку. Слишком маленькое значение приведёт к тому, что нагруженный стол не сможет тронуться.
Тут родилась идея о том, что столу с тяжёлым грузом надо помогать начать движение. То есть если стол в течение определённого промежутка времени не сдвигается с места, надо слегка увеличивать минимальный ШИМ. Но нужно также предусмотреть и верхний лимит увеличения, чтобы в случае короткого перемещения стол не перескочил через заданную точку.
В процессе тестирования выяснилась странная вещь: вроде бы стол вовремя останавливается, но затем оказывается, что текущая позиция немного смещена. Особенно это заметно, если на столе стоит тяжёлый и неустойчивый предмет, например, канистра с плещущейся водой. Стало понятно, что это происходит в результате вибрации в конце движения. Чтобы дождаться полного окончания движения стола и принять решение о необходимости коррекции, нужно подождать какое-то время. Я решил задачу так: делю время на короткие интервалы по 10 мс и дожидаюсь, пока в течении десяти последних интервалов стол не меняет своего положения. Это позволяет минимизировать время ожидания. Попробовал трясти стол с грузом в конце движения – и класс! Стол ждёт, пока тряска не закончится!
Итак, задача перемещения стола была решена. И решена, как выяснилось, неплохо: калибровочные скетчи и скетчи, измеряющие время и осуществляющие десятки и даже сотни циклов по перемещению стола на 360°, приводили стол в исходное положение с точностью до долей миллиметра.
Теперь можно было приступать к реализации режимов стола: автоматическому, ручному, безостановочному, режиму видео и вращению на 90°. Тут дело техники. Упомяну только о том, что в шаговых режимах, автоматическом и ручном, была реализована ещё одна стадия отслеживания ошибок перемещения. Если на предыдущем шаге обнаружилась ошибка, её надо учесть и скорректировать количество меток энкодера, на которое надо переместить стол на следующем шаге. Это важно, поскольку стол в процессе работы может быть случайно сдвинут фотографом.
Как мы и предполагали, новый двигатель работал гораздо тише шагового. Тем не менее, во время работы был слышен лёгкий звон. Дело в том, что стандартная частота ШИМ в Ардуино менее 1 кГц, именно она и ощущается при работе мотора. После того, как мы увеличили частоту ШИМ до 15 кГц при помощи библиотеки PWM, звон исчез. Звук работающего двигателя стал приятным и чем-то напоминал звук движений Робокопа из голливудского фильма. После изменения частоты пришлось немного подкорректировать минимальное значение ШИМ в скетче.
Коллекторный двигатель с редуктором, который мы использовали в первом экспериментальном столе Драйвер двигателя – устройство, преобразующее ШИМ в управляющие сигналы
Теперь об управлении. Мы предполагали, что стол будет управляться при помощи проводного пульта. Предыдущий опыт общения с пользователями говорил о том, что длина кабеля должна быть достаточно большой, не менее 5 метров. Когда-то мы пытались использовать беспроводные пульты, но этот опыт был не слишком удачным.
Кроме того, надо было предусмотреть дисплей. Режимов и настроек не так уж и мало, надо информировать пользователя о текущем состоянии. Нашли на Алиэкспресс подходящие коробочки. Вот таким получился пульт, с управляющим энкодером, кнопками и дисплеем:

По ходу дела попался нам на глаза китайский бесщёточный двигатель. Вот такой:

Ему не нужен драйвер, контроллер у него внутри, и ШИМ можно подавать непосредственно на выходы. Кроме того, не нужно менять частоту ШИМ, он работает одинаково тихо на любой частоте. Позже стало ясно, что это тоже важно.
В один прекрасный момент посмотрели мы на наш пульт и подумали, что как-то он не слишком удобен. Надо крутить энкодер, чтобы попасть в нужный пункт меню, жать кнопку, проваливаться в подменю… Да тут ещё и проблема с дисплеем нарисовалась. Подсоединён он у нас был к двум пинам ардуинки и управлялся по протоколу I2C. Оказалось, что если быстро крутить управляющий энкодер и переключать пункты меню на экране, дисплей начинает глючить, пропускать или путать буквы, а через какое-то время и вовсе зависает.
А что, если вообще отказаться от пульта и использовать вместо него смартфон? Мобильное приложение может отображать движения стола в реальном времени и вообще сделает процесс управления очень удобным. Соединяться со столом можно через bluetooth, тут проблем нет. Кроме того, в мобильном приложении можно реализовать такие фишки пользовательского интерфейса, которые трудно сделать на пульте, например, поворот стола на произвольный угол. Так у нас начался второй этап разработки.
Со средой разработки вопросов не было, это должен быть Xamarin. Во-первых, у меня уже был опыт разработки на этой платформе. А во-вторых, нужно приложение и для Android, и для iOS. Многие фотографы – пижоны, и любят пользоваться айфонами.
Xamarin не предоставляет стандартных средств для работы с bluetooth, поэтому пришлось искать библиотеку. Я остановился на Bluetooth LE. Собственно, и выбора-то особого не было, да и где-то на форумах MSDN сотрудник Microsoft рекомендовал эту библиотеку для работы в Xamarin. На первый взгляд, плагин оставлял впечатление какой-то незавершённости, но потом оказалось, что он вполне рабочий.
О железе: вначале я использовал имеющийся у меня bluetooth модуль HC-6. Он не подходил для полноценной работы, поскольку нам был нужен bluetooth не ниже 4 версии, то есть bluetooth low energy – iOS в отличие от Android не работает со старыми версиями. Но я набросал нечто вроде тестового фреймворка для первых экспериментов. Потом мы перешли на модули JDY-34, вот такие:

Пришло время изучать Bluetooth GATT. И вот что я вам скажу: вроде и Интернет у нас есть, и информации море, а найти то, что тебе нужно, с каждым годом всё сложнее и сложнее. В общем виде оно вроде бы понятно: GATT как иерархическая структура, устройство, сервисы, характеристики, но вот детали…
Вспоминаю прекрасные руководства пользователя по операционным системам, программам и библиотекам 30-летней давности. Любая библиотека имела исчерпывающее описание всех методов и возможностей, это было очевидно и даже не обсуждалось. Написаны они были простым английским языком, и там можно было найти всю необходимую информацию. Кроме руководств своевременно выходили объёмные учебники, детально объясняющие все тонкости и проблемы.
Сейчас всё не так. Фреймворки меняют друг друга с калейдоскопической быстротой. Гайды пишутся, скорее, для галочки, а то их и вовсе нет. Массу времени приходится тратить на сбор информации в Интернете по крупицам… Да, судари мои, куда катится этот мир?
Исходя из архитектуры приложения, мне были нужны две возможности – write, чтобы посылать команды, и notify, чтобы получать ответы и уведомления. Но какую GATT-характеристику следует выбрать? В модуле JDY-34 есть несколько подходящих. Где-то в одном из описаний я нашёл UUID сервиса как в моём модуле и решил, что эту характеристику и надо использовать для записи и нотификации.
В этом и заключалась моя ошибка. Сначала вроде бы всё работало, но потом я стал замечать, что иногда ответы от стола приходят в искажённом виде. Вскоре я понял, что проблема заключается в следующем: приложение отправляет команду столу, но в это самое время от стола приходит очередной токен, и данные в общем буфере портятся. Как оказалось, никакой синхронизации на уровне характеристики нет, то есть запись и чтение могут перекрывать друг друга, и другого выхода, кроме использования раздельных характеристик для write и update нет. К счастью, модуль JDY-34 позволяет сделать это.
В итоге, мобильное приложение получилось таким:
И вот пришло время решать вопрос с комплектующими. Платы Nano были ненадёжны, среди модулей JDY-41 попадались бракованные. Предлагать недешёвое изделие с подобной начинкой – это неуважение к покупателю. Хотелось бы найти хорошие надёжные платы со встроенным bluetooth.
Первое, что мы попробовали, – это ESP32, но она нам не зашла. То ли плата была левая, то ли делали мы что-то неправильно, но нам никак не удавалось заставить работать энкодер.
Потом мы стали смотреть в сторону BLE Nano V3.0 Micro с интегрированным чипом Bluetooth TI CC2540 BLE. Тут вообще интересная история случилась: вроде как и характеристики были такие же, как в модуле JDY-34, вплоть до совпадения UUID, но характеристика для записи не работала. То есть нотификация и чтение работает, а запись – нет.
Хорошо, если найти подходящую плату со встроенным bluetooth модулем не получается, надо хотя бы заменить устаревшие китайские Nano на что-то приличное. Вот в Москве есть в продаже фирменная Nano Every, позиционируется как эволюция традиционной Nano. Но – парадокс! библиотека PWM на ней не работает, и, похоже, возможности устанавливать частоту ШИМ для отдельных пинов нет вовсе. Можно, правда, ускорить системное время, тогда и частота увеличится. Не слишком элегантно, но этот подход работает. Надо только увеличить все временные интервалы, использующиеся в скетче, ведь функции millis и micros будут выдавать ускоренное время.
Тем не менее, такой подход довольно стрёмный. Вот, например, функции чтения в классе Serial используют временную задержку. Выходит, надо её переустанавливать при помощи Serial.setTimeout. А сколько ещё подобных подводных камней?
Под конец нам всё-таки удалось найти плату с интегрированным bluetooth модулем. Это Nano 33 IoT. Эта плата позволяет программно сконструировать в скетче bluetooth-устройство со всеми его сервисами и характеристиками, используя библиотеку ArduinoBLE. Библиотека эта реализует полноценный GATT. Это здорово! Программисты меня поймут – я был впечатлён!
И напоследок о моторах. Бесколлекторный двигатель, конечно, предпочтительней. Он не требует драйвера, но самое главное – не нужно менять частоту ШИМ, двигатель не звенит на стандартной частоте. На самом деле, важнейшей характеристикой является передаточное число, чем оно больше – тем лучше. На достаточно большом передаточном числе стол работает очень устойчиво. Кроме того, можно добиться медленного перемещения стола на минимальном ШИМе, а это важно для безостановочного режима.
Наш финальный выбор – бесщёточный двигатель с передаточным числом 131 и плата Nano 33 IoT.

Кабели для соединения разных фотоаппаратов со столом
На всякий случай оставлю ссылки на исходники, вдруг кому-то будет интересно:
Стол поворотный

Стол поворотный – это часть оснастки сверлильного и фрезерного станка предназначенная для расширения функциональных возможностей оборудования. С помощью поворотного стола можно без переустановки производить обработку деталей расположенных по окружности, вращать заготовку в различных координатах и выполнять другие операции.
Сфера применения и преимущества
Поворотные столы широко применяются на станках различного назначения - как на автоматических линиях при серийном производстве деталей, так и на отдельных установках. Это фрезерные, вертикально-сверлильные станки, ковочные молоты, прессы и другое оборудование, где необходимо обеспечить быстрое перемещение обрабатываемой заготовки относительно рабочего органа. Применяются поворотные столы и при сварочных операциях для выполнения рельефной и точечной сварки.
Главным преимуществом поворотного стола является возможность обработки деталей в различных плоскостях. Так, для фрезерных станков помимо перемещения заготовки в трех основных направлениях (продольное, поперечное и вертикальное), поворотный стол может обеспечить вращение детали в вертикальной и горизонтальной плоскостях. Стол обеспечивает перемещение заготовки в различных координатах, фиксировать её под требуемым углом наклона и производить высокоточную обработку.
Применение поворотного стола позволяется значительно уменьшить затраты времени на обработку, повысить производительность труда. При выполнении сварочных операций данный вид оснастки позволяет устанавливать деталь вне зоны работы, тем самым не прерывая производственный цикл. Значительно повышаются и функциональные возможности оборудования.
Виды поворотных столов
Поворотные столы для металлорежущих станков и другого оборудования классифицируются в зависимости от возможного направления движения. Существует пять основных типов столов:
- Поворотно-наклоняемые. Может осуществлять поворот заготовки вокруг собственной оси и её наклон на угол от 0 до 90°.
Поворотные столы выпускаются по стандартным размерам. Основные диаметры: 320, 400, 500 и 630 мм.
Конструкция поворотных столов
На рисунке выше представлен наиболее простой вариант конструкции поворотного стола. В корпус стола (11) запрессована втулка (10). В ней вращается шпиндель (2). На шпинделе установлена планшайба стола (1). Также в корпус запрессована и втулка (7). В неё направлен фиксатор реечного типа (5) который входит под действием пружины (6) во втулку (3).
Для управления фиксатора предусмотрена рукоятка (4). Поворот планшайбы осуществляется с помощью подшипника качения состоящего из обоймы (12), колец (14) и шариков (13). Для регулировки осевого зазора применяется гайка (8) и стопорный винт (9).
ГОСТы
Общие технические условия столов поворотных с ручным и механизированным приводом регулирует ГОСТ 16935-93.
Все о поворотных столах для фрезерных станков
Фрезерный станок является функциональным и практичным аппаратом, который используют как в домашних мастерских, так и на крупных производствах. Подобное оборудование состоит из нескольких основных узлов. В настольных конструкциях может быть предусмотрен поворотный стол.

Что это такое?
Прежде чем знакомиться со всеми особенностями фрезерных столов, сначала есть смысл разобраться в их назначении. Процесс фрезерования определенных заготовок представляет собой работу, при которой обрабатываемая деталь подается на особый резец. Именно таким образом, к примеру, в деревянных деталях выпиливаются нужные пазы и шипы. Для операций задействуют как ручные, так и автоматизированные станки разных модификаций. Благодаря наличию поворотного стола обрабатывать основание как простой, так и сложной конструкции гораздо удобнее и проще, ведь их можно быстро развернуть на необходимую сторону.




Особенности и характеристики
Поворотные столы, которыми оснащаются современные фрезерные станки, отличаются не только высокой функциональностью, но и весьма удобной эксплуатацией. Благодаря подобным деталям в конструкции механизма значительно возрастает производительность труда, а затраты при этом уменьшаются. Именно поворотный стол обеспечивает необходимое перемещение той или иной заготовки, с которой работает оператор, в разных координатах. Деталь удается надежно зафиксировать под желаемым углом наклона, что помогает осуществлять высокоточную обработку.
Современные модели поворотных столов выпускаются для разнообразных фрезерных станков. Это могут быть не только продуманные и дорогие аппараты с ЧПУ, но и самые простые и универсальные устройства, которые часто встречаются в домашних мастерских. Благодаря широкому ассортименту фрезерных столов подобрать подходящий вариант может любой мастер: и новичок, и опытный профессионал.




Поворотный стол для фрезерного станка ощутимо упрощает взаимодействие оператора с данным оборудованием. Рассматриваемый элемент состоит из нескольких основных компонентов. К примеру, в современных ручных устройствах поворотного типа имеются следующие составляющие:
- надежная стационарная опора (могут быть использованы трубы или ножки с возможностью регулировки);
- столешница либо опорная плита разных размеров;
- монтажная плита либо плита установочного типа;
- лифт для резьбовой машины (может быть кулачковым или клиновым);
- панель, отвечающая за отключение и запуск аппарата.


В конструкции могут присутствовать и вспомогательные элементы, с которыми оператору становится гораздо легче и удобнее работать с техникой. К таким элементам можно отнести:
- жесткий вертикальный упор;
- платы и профиль;
- упор гребенчатого типа;
- установочная канавка горизонтального упора;
- пылесборник или окошко отвода пыли;
- ящики, в которых удобно хранить подручные инструменты и средства.
Сегодня существует много вариаций фрезерных столов. Это могут быть детали с разной функциональностью, дизайном и техническим оснащением. Стоимость разных моделей также сильно варьируется.

Описание видов
Каждая разновидность поворотных столов для фрезерных станков имеет свои особенности и отличительные черты. Функционируют разные столы тоже по-разному. Рассмотрим подробно, какими характеристиками обладают различные модели поворотных столов для фрезерных станков.


Поворотно-наклоняемые
Один из самых удобных и практичных подвидов столика для фрезера. Эта модель способна осуществлять необходимый поворот конкретной детали вокруг своей оси. При этом обрабатываемая деталь может быть наклонена на угол от 0 до 80°.
Столики рассматриваемого подвида прекрасно подойдут для обрабатывания элементов, которые не требуют многократных переустановок. Фиксирующий элемент в наклонных моделях изготавливается в форме кривошипного разъединяющего механизма, который снабжен специальными ручками-защелками.

С продольным перемещением
Также очень популярный и широко распространенный вариант. Эта разновидность берется при фрезеровании дырок во внутренней части плоских заготовок, произведенных из стали. В настоящее время можно встретить такие модели с продольным смещением, в которых присутствует еще и дополнительный делительный диск. Этот компонент задействуется с целью разделения имеющейся рабочей зоны на необходимые функциональные части. В эксплуатации рассматриваемая деталь также оказывается очень удобной и практичной.
Горизонтально-вертикальные
Существующие горизонтально-вертикальные столики поворотного типа для фрезеров помогают максимально эффективно обрабатывать заготовки, сориентированные как в горизонтальном, так и вертикальном положении. Это очень полезная функциональная особенность, упрощающая работу оператора. Горизонтально-вертикальная аппаратура очень часто используется в круговом фрезеровании, а также в сложной нарезке канавок винтового типа.

Горизонтальные
Рассматриваемые конструктивные компоненты могут быть горизонтально-вертикальными, а могут быть только горизонтальными. Обычно указанные конструктивные составляющие задействуются именно для фрезерования в форме круга, высверливания нужных отверстий по всему кругу основания и прочих операций подобного рода. Горизонтальный поворотный компонент считается одним из самых простых и универсальных видов, которым пользоваться очень легко.
Горизонтальные разновидности поворотных оснований просты в своем устройстве. Они прекрасно подходят для фрезерных станков универсального вида и техники маленьких габаритов. На правильно подобранный горизонтальный стол возможно установить как координаторный, так и более технологичный аппарат с ЧПУ.
С поперечно-продольным перемещением
Этот подвид поворотного основания признан наиболее высокотехнологичным и продуманным. С ним функции фрезера и производительность заметно возрастают. Техника становится особенно функциональной в тех случаях, когда изначально своей системы поперечно-продольного перемещения столика в ней не предусмотрено. Модификация с поперечно-продольным движением может демонстрировать полноценный поворот по отношению к основанию, за счет чего обработка деталей с усложненной конфигурацией заметно упрощается.
Современные поворотные столы разных типов изготавливаются со стандартными размерными параметрами в соответствии с ГОСТ. Чаще всего диаметр рассматриваемого компонента составляет 320, 400, 500 и 630 мм.

Советы по выбору
Качественный поворотный стол для фрезерного станка нужно подбирать правильно. Сегодня ассортимент этих приспособлений огромен, и малоопытный мастер может в нем потеряться. Чтобы не ошибиться с покупкой и не выбросить деньги на ветер, имеет смысл сосредоточить внимание на определенных параметрах и свойствах поворотного компонента. Ознакомимся с этими особенностями.
- Важно подобрать стол с поворотным механизмом, который будет иметь оптимальные размеры для комфортной дальнейшей работы. Если покупатель подыскивает небольшую модификацию для компактного станка, то целесообразно присмотреть мини-стол (к примеру, с показателем 250 мм.). Тогда готовая аппаратура не будет занимать слишком много места в домашней мастерской.
- Нужно определиться с конкретным типом поворотного стола. Выбор определенного варианта во многом зависит от работ, которыми вы запланировали заниматься на своем оборудовании.
- Поворотный стол должен быть качественным во всех отношениях. Покупателю стоит обратить внимание не только на качество материалов, которые были использованы при изготовлении стола, но и на состояние Т-образных пазов, благодаря которым оснастка будет надежно установлена.
- Покупателю следует выбирать качественный поворотный стол из числа брендовых продуктов. Сегодня на рынке закрепилось очень много крупных и известных производителей, выпускающих высококачественные фрезерные столы, рассчитанные на долгий срок службы и беспроблемную эксплуатацию. Далеко не все фирменные изделия стоят дорого – в ассортименте многих брендов легко найти и относительно недорогие поворотные столы.
- Покупать поворотный стол лучше в специализированном магазине. Настоятельно не рекомендуется искать такую технику на рынке или в сомнительных торговых точках. Только в хорошем магазине вы сможете внимательно осмотреть приглянувшееся оборудование, проверить качество его работы и получить гарантию производителя.
- Перед оплатой осмотрите поворотный стол на предмет любых дефектов и повреждений. Качественная и новая техника с поворотными механизмами не будет иметь никаких недочетов, плохо закрепленных запчастей или следов царапин, сколов. Если какие-то дефекты вы все же заметили, от покупки лучше отказаться, даже если вам предлагают хорошую скидку.
- Если самостоятельно подобрать подходящий поворотный стол у вас не получается, лучше заручиться помощью продавца-консультанта. Объясните специалисту, для каких работ подбираете стол, и с каким фрезерным станком он будет комбинироваться. Продавец поможет вам подыскать оптимальный вариант.



Все о поворотных столах для фрезерных станков смотрите в видео ниже.
Читайте также: