Как работает поворотный стол
Обновлено: 28.04.2024
Привет, Хабр! В предыдущей статье я рассказывал о наших продуктах – поворотных столах для круговой фотосъёмки. За прошедшее время нам удалось серьёзно продвинуться вперёд и разработать новые устройства на базе Ардуино с использованием коллекторных и бесколлекторных двигателей.
Поворотный стол не такое уж простое техническое изделие как может показаться на первый взгляд. Например, в автоматическом режиме стол поворачивается на нужный угол, выдерживает паузу для того чтобы предмет съёмки смог успокоиться и стать неподвижным, автоматически делает снимок с фотоаппарата, затем некоторое время ожидает окончания экспозиции и переходит к следующему шагу. Так стол совершает полный оборот, и получается серия снимков предмета со всех сторон. Есть и другие режимы работы.
Мы выпускаем столы разных размеров. Самые ходовые – с диаметром столешницы 400, 600 и 900 миллиметров. Столы способны вращать довольно приличный груз, например, стол 600 выдерживает 150 кг, а стол 900 – 250 кг. Как-то приходилось делать по спецзаказу стол диаметром 2700 миллиметров, выдерживающий груз до 700 кг.
Как говорилось в части 1, стол с промышленным контроллером выходил слишком дорогим, поэтому мы решили переходить на Ардуино. Кроме того, мы хотели заменить шаговый двигатель коллекторным.
Почему мы решили менять двигатель? Шаговый двигатель – отличный вариант для программирования. Не надо заботиться о том, как переместить стол на заданное расстояние, всё уже сделано за нас. Шаговый двигатель оснащён логическим контроллером, просто используй нужные команды и ни о чём не думай.
Но есть один существенный недостаток. Шаговый двигатель сильно шумит. Иногда двигатель попадает в резонанс, и тогда тарахтение стола становится невыносимым.
Новая схема работы стола была простой: есть двигатель с питанием на 24 вольта и встроенным редуктором. Двигатель вращает столешницу и управляется через преобразователь ШИМа, так называемый драйвер двигателя. К вращающейся столешнице подсоединён оптический энкодер, передающий текущее положение в скетч Ардуино, который должен управлять двигателем посредством ШИМ-сигнала. И первой моей задачей было научить скетч перемещать стол из точки A в точку B.
Признаться, начинал я эту работу с некоторой робостью. Придётся ли погружаться в изучение ТАУ-регуляторов? Если да, то, скорее всего, надо будет оперировать значением мгновенной скорости. Позволит ли медленная и ограниченная ардуина проводить необходимые вычисления в реальном времени? К счастью, всё оказалось намного проще.
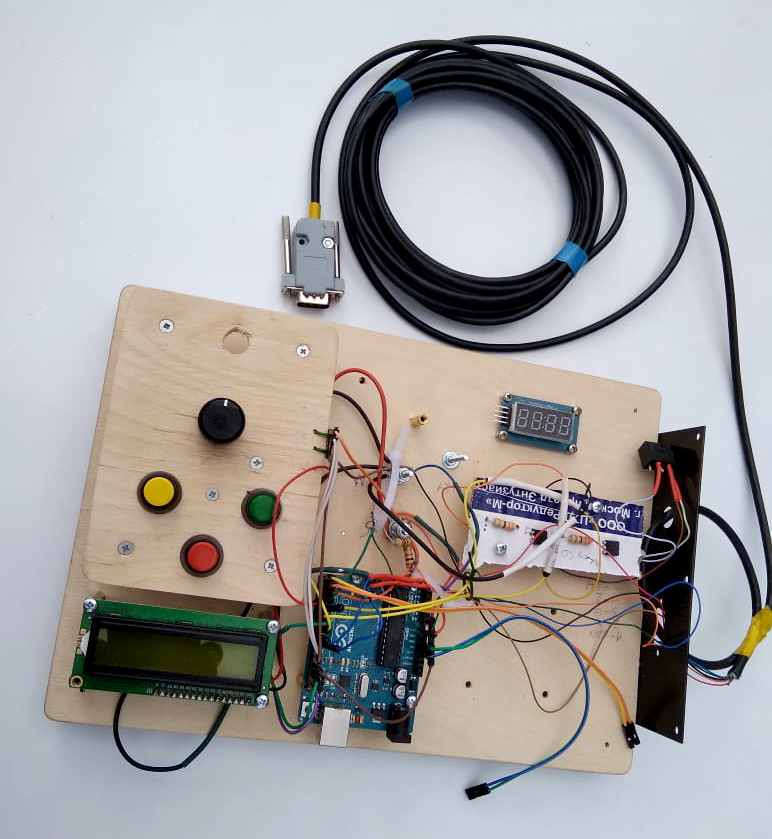
Наш первый макет. Arduino Uno, двустрочный дисплей, кнопки
Итак, скетч должен получать данные от энкодера и управлять двигателем посредством ШИМ-сигнала. Библиотека для энкодера сразу нашлась. Называется, как ни странно, Encoder, легко находится в менеджере библиотек Arduino IDE. Выводы энкодера подсоединяем к пинам 2 и 3, чтобы использовать прерывания – так значения текущего положения стола будут максимально близки к реальности.
Через какое-то время выяснится, что энкодер тем не менее слегка привирает. В чём дело? Плохой энкодер? Библиотека? Несколько отладочных скетчей, измерение импульсов, всё не то… Проблема в том, что мест, где может возникать ошибка энкодера, множество. Да и ошибка плавающая, то она есть, то нет. И вдруг совершенно случайно обнаруживается, что текущая конструкция стола несколько мм… шаткая что-ли. Раньше это было незаметно, ведь обратная связь в системе отсутствовала. А в новом изделии небольшой люфт приводил к большой погрешности в показаниях энкодера, так что потребовалось сделать конструкцию более жёсткой.
Ну что ж, теперь можно приступать к решению главной задачи по перемещению стола на заданное расстояние. Двигатель управляется ШИМ-сигналом. Это значение от единицы до 255, если не использовать большее разрешение. Сразу выяснилось, что двигатель с редуктором начинает вращать стол с некоторого минимального значения ШИМ. На первом макетном столе это значение равнялось 60.
Итак, попробуем реализовать самый простой алгоритм: первую половину пути линейно увеличиваем ШИМ, вторую половину – линейно уменьшаем:

Если значение ШИМ превышает 255, оно будет обрезано:
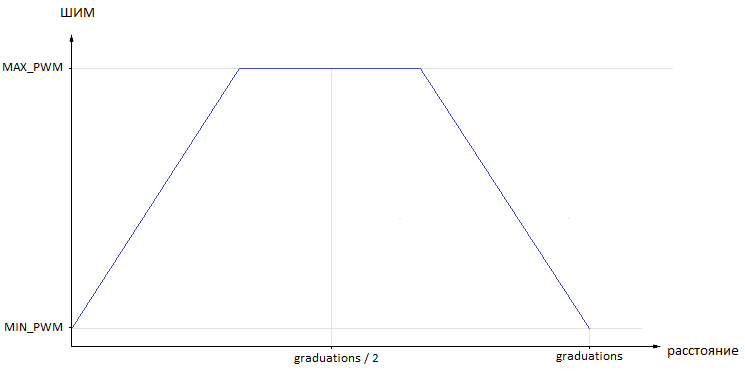
Угол наклонных прямых на графике можно сделать настраиваемым, тогда пользователь сможет регулировать движения и шаги стола: сделать их более резкими и быстрыми, либо плавными и медленными. И оказалось, что этот простейший подход даёт неплохие результаты!
Правда, иногда стол всё-таки слегка перескакивал через заданную точку. На этот случай мы предусмотрели коррекционное перемещение для возврата назад на минимальном ШИМе. Тем не менее, хотелось бы добиться того, чтобы стол совершал минимальное количество таких ошибок.
Если на минимальном ШИМе стол безошибочно переходит в нужную точку, то что надо сделать? Может быть, стоит использовать квадратичное замедление вместо линейного? Тогда стол будет подходить к концу движениях на скоростях, близких к минимальному значению. Можно и так. Но оказалось, что есть более простое решение. Достаточно начинать тормозить чуть раньше, как на картинке:

Большое значение имеет правильный выбор минимального значения ШИМ. Если значение слишком велико, стол будет часто ошибаться и перескакивать через заданную точку. Слишком маленькое значение приведёт к тому, что нагруженный стол не сможет тронуться.
Тут родилась идея о том, что столу с тяжёлым грузом надо помогать начать движение. То есть если стол в течение определённого промежутка времени не сдвигается с места, надо слегка увеличивать минимальный ШИМ. Но нужно также предусмотреть и верхний лимит увеличения, чтобы в случае короткого перемещения стол не перескочил через заданную точку.
В процессе тестирования выяснилась странная вещь: вроде бы стол вовремя останавливается, но затем оказывается, что текущая позиция немного смещена. Особенно это заметно, если на столе стоит тяжёлый и неустойчивый предмет, например, канистра с плещущейся водой. Стало понятно, что это происходит в результате вибрации в конце движения. Чтобы дождаться полного окончания движения стола и принять решение о необходимости коррекции, нужно подождать какое-то время. Я решил задачу так: делю время на короткие интервалы по 10 мс и дожидаюсь, пока в течении десяти последних интервалов стол не меняет своего положения. Это позволяет минимизировать время ожидания. Попробовал трясти стол с грузом в конце движения – и класс! Стол ждёт, пока тряска не закончится!
Итак, задача перемещения стола была решена. И решена, как выяснилось, неплохо: калибровочные скетчи и скетчи, измеряющие время и осуществляющие десятки и даже сотни циклов по перемещению стола на 360°, приводили стол в исходное положение с точностью до долей миллиметра.
Теперь можно было приступать к реализации режимов стола: автоматическому, ручному, безостановочному, режиму видео и вращению на 90°. Тут дело техники. Упомяну только о том, что в шаговых режимах, автоматическом и ручном, была реализована ещё одна стадия отслеживания ошибок перемещения. Если на предыдущем шаге обнаружилась ошибка, её надо учесть и скорректировать количество меток энкодера, на которое надо переместить стол на следующем шаге. Это важно, поскольку стол в процессе работы может быть случайно сдвинут фотографом.
Как мы и предполагали, новый двигатель работал гораздо тише шагового. Тем не менее, во время работы был слышен лёгкий звон. Дело в том, что стандартная частота ШИМ в Ардуино менее 1 кГц, именно она и ощущается при работе мотора. После того, как мы увеличили частоту ШИМ до 15 кГц при помощи библиотеки PWM, звон исчез. Звук работающего двигателя стал приятным и чем-то напоминал звук движений Робокопа из голливудского фильма. После изменения частоты пришлось немного подкорректировать минимальное значение ШИМ в скетче.
Коллекторный двигатель с редуктором, который мы использовали в первом экспериментальном столе Драйвер двигателя – устройство, преобразующее ШИМ в управляющие сигналы
Теперь об управлении. Мы предполагали, что стол будет управляться при помощи проводного пульта. Предыдущий опыт общения с пользователями говорил о том, что длина кабеля должна быть достаточно большой, не менее 5 метров. Когда-то мы пытались использовать беспроводные пульты, но этот опыт был не слишком удачным.
Кроме того, надо было предусмотреть дисплей. Режимов и настроек не так уж и мало, надо информировать пользователя о текущем состоянии. Нашли на Алиэкспресс подходящие коробочки. Вот таким получился пульт, с управляющим энкодером, кнопками и дисплеем:

По ходу дела попался нам на глаза китайский бесщёточный двигатель. Вот такой:

Ему не нужен драйвер, контроллер у него внутри, и ШИМ можно подавать непосредственно на выходы. Кроме того, не нужно менять частоту ШИМ, он работает одинаково тихо на любой частоте. Позже стало ясно, что это тоже важно.
В один прекрасный момент посмотрели мы на наш пульт и подумали, что как-то он не слишком удобен. Надо крутить энкодер, чтобы попасть в нужный пункт меню, жать кнопку, проваливаться в подменю… Да тут ещё и проблема с дисплеем нарисовалась. Подсоединён он у нас был к двум пинам ардуинки и управлялся по протоколу I2C. Оказалось, что если быстро крутить управляющий энкодер и переключать пункты меню на экране, дисплей начинает глючить, пропускать или путать буквы, а через какое-то время и вовсе зависает.
А что, если вообще отказаться от пульта и использовать вместо него смартфон? Мобильное приложение может отображать движения стола в реальном времени и вообще сделает процесс управления очень удобным. Соединяться со столом можно через bluetooth, тут проблем нет. Кроме того, в мобильном приложении можно реализовать такие фишки пользовательского интерфейса, которые трудно сделать на пульте, например, поворот стола на произвольный угол. Так у нас начался второй этап разработки.
Со средой разработки вопросов не было, это должен быть Xamarin. Во-первых, у меня уже был опыт разработки на этой платформе. А во-вторых, нужно приложение и для Android, и для iOS. Многие фотографы – пижоны, и любят пользоваться айфонами.
Xamarin не предоставляет стандартных средств для работы с bluetooth, поэтому пришлось искать библиотеку. Я остановился на Bluetooth LE. Собственно, и выбора-то особого не было, да и где-то на форумах MSDN сотрудник Microsoft рекомендовал эту библиотеку для работы в Xamarin. На первый взгляд, плагин оставлял впечатление какой-то незавершённости, но потом оказалось, что он вполне рабочий.
О железе: вначале я использовал имеющийся у меня bluetooth модуль HC-6. Он не подходил для полноценной работы, поскольку нам был нужен bluetooth не ниже 4 версии, то есть bluetooth low energy – iOS в отличие от Android не работает со старыми версиями. Но я набросал нечто вроде тестового фреймворка для первых экспериментов. Потом мы перешли на модули JDY-34, вот такие:

Пришло время изучать Bluetooth GATT. И вот что я вам скажу: вроде и Интернет у нас есть, и информации море, а найти то, что тебе нужно, с каждым годом всё сложнее и сложнее. В общем виде оно вроде бы понятно: GATT как иерархическая структура, устройство, сервисы, характеристики, но вот детали…
Вспоминаю прекрасные руководства пользователя по операционным системам, программам и библиотекам 30-летней давности. Любая библиотека имела исчерпывающее описание всех методов и возможностей, это было очевидно и даже не обсуждалось. Написаны они были простым английским языком, и там можно было найти всю необходимую информацию. Кроме руководств своевременно выходили объёмные учебники, детально объясняющие все тонкости и проблемы.
Сейчас всё не так. Фреймворки меняют друг друга с калейдоскопической быстротой. Гайды пишутся, скорее, для галочки, а то их и вовсе нет. Массу времени приходится тратить на сбор информации в Интернете по крупицам… Да, судари мои, куда катится этот мир?
Исходя из архитектуры приложения, мне были нужны две возможности – write, чтобы посылать команды, и notify, чтобы получать ответы и уведомления. Но какую GATT-характеристику следует выбрать? В модуле JDY-34 есть несколько подходящих. Где-то в одном из описаний я нашёл UUID сервиса как в моём модуле и решил, что эту характеристику и надо использовать для записи и нотификации.
В этом и заключалась моя ошибка. Сначала вроде бы всё работало, но потом я стал замечать, что иногда ответы от стола приходят в искажённом виде. Вскоре я понял, что проблема заключается в следующем: приложение отправляет команду столу, но в это самое время от стола приходит очередной токен, и данные в общем буфере портятся. Как оказалось, никакой синхронизации на уровне характеристики нет, то есть запись и чтение могут перекрывать друг друга, и другого выхода, кроме использования раздельных характеристик для write и update нет. К счастью, модуль JDY-34 позволяет сделать это.
В итоге, мобильное приложение получилось таким:
И вот пришло время решать вопрос с комплектующими. Платы Nano были ненадёжны, среди модулей JDY-41 попадались бракованные. Предлагать недешёвое изделие с подобной начинкой – это неуважение к покупателю. Хотелось бы найти хорошие надёжные платы со встроенным bluetooth.
Первое, что мы попробовали, – это ESP32, но она нам не зашла. То ли плата была левая, то ли делали мы что-то неправильно, но нам никак не удавалось заставить работать энкодер.
Потом мы стали смотреть в сторону BLE Nano V3.0 Micro с интегрированным чипом Bluetooth TI CC2540 BLE. Тут вообще интересная история случилась: вроде как и характеристики были такие же, как в модуле JDY-34, вплоть до совпадения UUID, но характеристика для записи не работала. То есть нотификация и чтение работает, а запись – нет.
Хорошо, если найти подходящую плату со встроенным bluetooth модулем не получается, надо хотя бы заменить устаревшие китайские Nano на что-то приличное. Вот в Москве есть в продаже фирменная Nano Every, позиционируется как эволюция традиционной Nano. Но – парадокс! библиотека PWM на ней не работает, и, похоже, возможности устанавливать частоту ШИМ для отдельных пинов нет вовсе. Можно, правда, ускорить системное время, тогда и частота увеличится. Не слишком элегантно, но этот подход работает. Надо только увеличить все временные интервалы, использующиеся в скетче, ведь функции millis и micros будут выдавать ускоренное время.
Тем не менее, такой подход довольно стрёмный. Вот, например, функции чтения в классе Serial используют временную задержку. Выходит, надо её переустанавливать при помощи Serial.setTimeout. А сколько ещё подобных подводных камней?
Под конец нам всё-таки удалось найти плату с интегрированным bluetooth модулем. Это Nano 33 IoT. Эта плата позволяет программно сконструировать в скетче bluetooth-устройство со всеми его сервисами и характеристиками, используя библиотеку ArduinoBLE. Библиотека эта реализует полноценный GATT. Это здорово! Программисты меня поймут – я был впечатлён!
И напоследок о моторах. Бесколлекторный двигатель, конечно, предпочтительней. Он не требует драйвера, но самое главное – не нужно менять частоту ШИМ, двигатель не звенит на стандартной частоте. На самом деле, важнейшей характеристикой является передаточное число, чем оно больше – тем лучше. На достаточно большом передаточном числе стол работает очень устойчиво. Кроме того, можно добиться медленного перемещения стола на минимальном ШИМе, а это важно для безостановочного режима.
Наш финальный выбор – бесщёточный двигатель с передаточным числом 131 и плата Nano 33 IoT.

Кабели для соединения разных фотоаппаратов со столом
На всякий случай оставлю ссылки на исходники, вдруг кому-то будет интересно:
Все о поворотных столах для фрезерных станков
Фрезерный станок является функциональным и практичным аппаратом, который используют как в домашних мастерских, так и на крупных производствах. Подобное оборудование состоит из нескольких основных узлов. В настольных конструкциях может быть предусмотрен поворотный стол.

Что это такое?
Прежде чем знакомиться со всеми особенностями фрезерных столов, сначала есть смысл разобраться в их назначении. Процесс фрезерования определенных заготовок представляет собой работу, при которой обрабатываемая деталь подается на особый резец. Именно таким образом, к примеру, в деревянных деталях выпиливаются нужные пазы и шипы. Для операций задействуют как ручные, так и автоматизированные станки разных модификаций. Благодаря наличию поворотного стола обрабатывать основание как простой, так и сложной конструкции гораздо удобнее и проще, ведь их можно быстро развернуть на необходимую сторону.




Особенности и характеристики
Поворотные столы, которыми оснащаются современные фрезерные станки, отличаются не только высокой функциональностью, но и весьма удобной эксплуатацией. Благодаря подобным деталям в конструкции механизма значительно возрастает производительность труда, а затраты при этом уменьшаются. Именно поворотный стол обеспечивает необходимое перемещение той или иной заготовки, с которой работает оператор, в разных координатах. Деталь удается надежно зафиксировать под желаемым углом наклона, что помогает осуществлять высокоточную обработку.
Современные модели поворотных столов выпускаются для разнообразных фрезерных станков. Это могут быть не только продуманные и дорогие аппараты с ЧПУ, но и самые простые и универсальные устройства, которые часто встречаются в домашних мастерских. Благодаря широкому ассортименту фрезерных столов подобрать подходящий вариант может любой мастер: и новичок, и опытный профессионал.




Поворотный стол для фрезерного станка ощутимо упрощает взаимодействие оператора с данным оборудованием. Рассматриваемый элемент состоит из нескольких основных компонентов. К примеру, в современных ручных устройствах поворотного типа имеются следующие составляющие:
- надежная стационарная опора (могут быть использованы трубы или ножки с возможностью регулировки);
- столешница либо опорная плита разных размеров;
- монтажная плита либо плита установочного типа;
- лифт для резьбовой машины (может быть кулачковым или клиновым);
- панель, отвечающая за отключение и запуск аппарата.


В конструкции могут присутствовать и вспомогательные элементы, с которыми оператору становится гораздо легче и удобнее работать с техникой. К таким элементам можно отнести:
- жесткий вертикальный упор;
- платы и профиль;
- упор гребенчатого типа;
- установочная канавка горизонтального упора;
- пылесборник или окошко отвода пыли;
- ящики, в которых удобно хранить подручные инструменты и средства.
Сегодня существует много вариаций фрезерных столов. Это могут быть детали с разной функциональностью, дизайном и техническим оснащением. Стоимость разных моделей также сильно варьируется.

Описание видов
Каждая разновидность поворотных столов для фрезерных станков имеет свои особенности и отличительные черты. Функционируют разные столы тоже по-разному. Рассмотрим подробно, какими характеристиками обладают различные модели поворотных столов для фрезерных станков.


Поворотно-наклоняемые
Один из самых удобных и практичных подвидов столика для фрезера. Эта модель способна осуществлять необходимый поворот конкретной детали вокруг своей оси. При этом обрабатываемая деталь может быть наклонена на угол от 0 до 80°.
Столики рассматриваемого подвида прекрасно подойдут для обрабатывания элементов, которые не требуют многократных переустановок. Фиксирующий элемент в наклонных моделях изготавливается в форме кривошипного разъединяющего механизма, который снабжен специальными ручками-защелками.

С продольным перемещением
Также очень популярный и широко распространенный вариант. Эта разновидность берется при фрезеровании дырок во внутренней части плоских заготовок, произведенных из стали. В настоящее время можно встретить такие модели с продольным смещением, в которых присутствует еще и дополнительный делительный диск. Этот компонент задействуется с целью разделения имеющейся рабочей зоны на необходимые функциональные части. В эксплуатации рассматриваемая деталь также оказывается очень удобной и практичной.
Горизонтально-вертикальные
Существующие горизонтально-вертикальные столики поворотного типа для фрезеров помогают максимально эффективно обрабатывать заготовки, сориентированные как в горизонтальном, так и вертикальном положении. Это очень полезная функциональная особенность, упрощающая работу оператора. Горизонтально-вертикальная аппаратура очень часто используется в круговом фрезеровании, а также в сложной нарезке канавок винтового типа.

Горизонтальные
Рассматриваемые конструктивные компоненты могут быть горизонтально-вертикальными, а могут быть только горизонтальными. Обычно указанные конструктивные составляющие задействуются именно для фрезерования в форме круга, высверливания нужных отверстий по всему кругу основания и прочих операций подобного рода. Горизонтальный поворотный компонент считается одним из самых простых и универсальных видов, которым пользоваться очень легко.
Горизонтальные разновидности поворотных оснований просты в своем устройстве. Они прекрасно подходят для фрезерных станков универсального вида и техники маленьких габаритов. На правильно подобранный горизонтальный стол возможно установить как координаторный, так и более технологичный аппарат с ЧПУ.
С поперечно-продольным перемещением
Этот подвид поворотного основания признан наиболее высокотехнологичным и продуманным. С ним функции фрезера и производительность заметно возрастают. Техника становится особенно функциональной в тех случаях, когда изначально своей системы поперечно-продольного перемещения столика в ней не предусмотрено. Модификация с поперечно-продольным движением может демонстрировать полноценный поворот по отношению к основанию, за счет чего обработка деталей с усложненной конфигурацией заметно упрощается.
Современные поворотные столы разных типов изготавливаются со стандартными размерными параметрами в соответствии с ГОСТ. Чаще всего диаметр рассматриваемого компонента составляет 320, 400, 500 и 630 мм.

Советы по выбору
Качественный поворотный стол для фрезерного станка нужно подбирать правильно. Сегодня ассортимент этих приспособлений огромен, и малоопытный мастер может в нем потеряться. Чтобы не ошибиться с покупкой и не выбросить деньги на ветер, имеет смысл сосредоточить внимание на определенных параметрах и свойствах поворотного компонента. Ознакомимся с этими особенностями.
- Важно подобрать стол с поворотным механизмом, который будет иметь оптимальные размеры для комфортной дальнейшей работы. Если покупатель подыскивает небольшую модификацию для компактного станка, то целесообразно присмотреть мини-стол (к примеру, с показателем 250 мм.). Тогда готовая аппаратура не будет занимать слишком много места в домашней мастерской.
- Нужно определиться с конкретным типом поворотного стола. Выбор определенного варианта во многом зависит от работ, которыми вы запланировали заниматься на своем оборудовании.
- Поворотный стол должен быть качественным во всех отношениях. Покупателю стоит обратить внимание не только на качество материалов, которые были использованы при изготовлении стола, но и на состояние Т-образных пазов, благодаря которым оснастка будет надежно установлена.
- Покупателю следует выбирать качественный поворотный стол из числа брендовых продуктов. Сегодня на рынке закрепилось очень много крупных и известных производителей, выпускающих высококачественные фрезерные столы, рассчитанные на долгий срок службы и беспроблемную эксплуатацию. Далеко не все фирменные изделия стоят дорого – в ассортименте многих брендов легко найти и относительно недорогие поворотные столы.
- Покупать поворотный стол лучше в специализированном магазине. Настоятельно не рекомендуется искать такую технику на рынке или в сомнительных торговых точках. Только в хорошем магазине вы сможете внимательно осмотреть приглянувшееся оборудование, проверить качество его работы и получить гарантию производителя.
- Перед оплатой осмотрите поворотный стол на предмет любых дефектов и повреждений. Качественная и новая техника с поворотными механизмами не будет иметь никаких недочетов, плохо закрепленных запчастей или следов царапин, сколов. Если какие-то дефекты вы все же заметили, от покупки лучше отказаться, даже если вам предлагают хорошую скидку.
- Если самостоятельно подобрать подходящий поворотный стол у вас не получается, лучше заручиться помощью продавца-консультанта. Объясните специалисту, для каких работ подбираете стол, и с каким фрезерным станком он будет комбинироваться. Продавец поможет вам подыскать оптимальный вариант.



Все о поворотных столах для фрезерных станков смотрите в видео ниже.
Поворотный стол для фрезерных, расточных, сверлильных станков
Наличие поворотного стола на фрезерных станках, а также строгальных, сверлильных и расточных существенно расширяет диапазон их применения. Конструкция данного узла определяет жёсткость агрегата, а, следовательно, и точность производимых на нём операций. Если станок оборудован системой ЧПУ, то поворотный стол обеспечивает возможность производства металлорежущих операций на нескольких заготовках одновременно, что увеличивает производительность фрезерования.

Классификация
Рассматриваемый узел представляет собой тщательно отшлифованную поверхность, где имеются так называемые Т-образные пазы, предназначенные для позиционирования обрабатываемой детали. Пазы размещаются либо по дуге окружности, либо в продольном направлении (реже – в поперечном). Соответственно этому различают круглые и прямоугольные поворотные столы.
С наличием такого узла снятие металла (при фрезеровании, строгании и иным подобным операциям) может производиться сразу по трём координатам X, Y, Z, причём с одновременным поворотом заготовки на любой требуемый угол. Функциональность особенно повышается, если горизонтальный поворотный стол установлен на станке, оснащённом системой ЧПУ. В этом случае допустимо высокоточное оформление таких сложных переходов, как получение спиральных канавок, круглых радиусных переходов и других элементов контура повышенной сложности.
Поворотный стол может быть спроектирован и изготовлен в следующих вариантах:
- Круглый: здесь возможна обработка заготовок по дуге окружности или получение винтовых поверхностей. При размещении Т-образных пазов по дуге можно устанавливать несколько исходных заготовок одновременно .
- Вертикально наклоняемый поворотный стол: он допускает фрезерные операции на составных конструкциях, в том числе и располагающихся перпендикулярно друг другу.
- Вертикально наклоняемый с поворотными дисками: при их наличии на станке можно производить фрезерные операции с несколькими заготовками без их переустановки.
- Горизонтальный поворотный стол, который обеспечивает возможность для фрезерных работ с заготовками увеличенных габаритных размеров; такой вариант конструкции подходит для малогабаритного оборудования.
- Поворотный стол, снабжённый вакуумным захватом. При такой конструкции фиксация фрезеруемой заготовки может быть произведена по любой плоскости, в горизонтальном/вертикальном положениях, и под любым углом. Применяется на агрегатах с ЧПУ.
Конструкция
Для выполнения вышеперечисленных функций ручной поворотный стол металлорежущего станка должен состоять из:
- Массивного призматического корпуса.
- Механизма перемещения (чаще — червячной передачи, конструкция которой обеспечивает точную установку заготовки относительно фрезерной головки станка).
- Планшайбы – детали с Т-образными пазами и устройством для точной установки обрабатываемого изделия.
В зависимости от технологического назначения данные узлы могут комплектоваться и иными приспособлениями.
Поворотный стол для металлорежущих станков с ЧПУ дополнительно оснащают сельсинными электродвигателями (иногда – шаговыми), что даёт возможность отрабатывать все перемещения в соответствии с поступающими управляющими командами. Наиболее часто встречаются такие конструкции для выполнения синхронного поворота стола станка с последующим перемещением по одной или нескольким координатам.
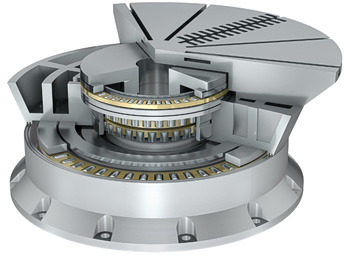
Точность отработки управляющих команд, при минимальных потерях мощности сельсинного привода возможна тогда, когда необходимые перемещения выполняются при помощи радиально-аксиальных подшипников. Они нечувствительны к изгибающим моментам и поперечным силам, возникающим во время обработки массивных деталей.
Следует отметить, что отечественная станкоинструментальная промышленность производит гамму рассматриваемых приспособлений разных размеров, но с импортными приводами (японскими или германскими).
Наклонные узлы имеют подобное строение, но дополнительно оснащаются устройствами ручного либо автоматического поворота планшайбы на фиксированный или плавающий угол (в последнем случае станок должен быть оснащён системой ЧПУ).
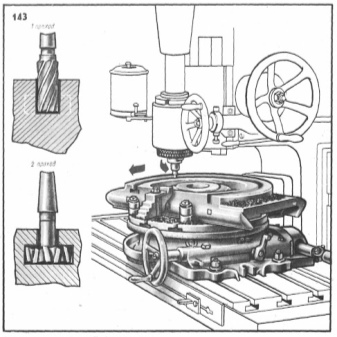
Поворотный наклоняемый стол фрезерного станка: параметры для оптимального выбора
Главной характеристикой таких систем является амплитуда перемещения. В зависимости от этого показателя приспособления могут устанавливаться даже на сверлильные станки. При этом появляется возможность получения отверстий, ось которых размещена вертикально, под углом 90° к основной плоскости детали. Фиксация при повороте производится с помощью кривошипного механизма, оборудованного фиксирующими защёлками. При наличии делительного диска возможно производство металлорежущих операций одновременно с несколькими заготовками. Планшайба подобных узлов фиксируется в определённом положении при помощи задней бабки.

Технологические характеристики приспособлений, которые следует принимать во внимание при выборе их подходящего исполнения:
- Угол поворота, град – до 360°.
- Точность наклона, град – не более 0,08.
- Форма посадочного отверстия для соединения с основным столом станка – конус Морзе.
- Размеры и количество Т-образных пазов (устанавливаются согласно индивидуальному заказу, но обычно составляют 12 мм по ширине, и 6 шт. – по количеству).
- Диаметр (для круглых исполнений) выбирается из размерного ряда 160, 250, 400, 630, 1000, 1250, 1600 и 2500 мм. Более крупные узлы изготавливаются по спецзаказам, и под станки определённых моделей, в том числе – и с ЧПУ.
Относительно вариантов с ручным управлением дополнительно устанавливаются требования к червячному механизму – передаточное отношение, точность градуировки лимба и делительной окружности, а также модуль червяка и расстояние между геометрическим центром опорной плоскости и механизмом управления.
Для вертикальных и универсальных поворотных столов станков с ЧПУ предел вертикальной регулировки их относительного положения должен быть 0…90±5°.
Для обеспечения точности поворота используются специальные ограничивающие винты, которые устанавливаются на вертикальных торцах планшайбы. Перемещение производится включением микромуфты, которая при работающей фрезерной головке блокируется.

Поворотные столы обычно имеют механическую систему отсчёта, с применением измерительных лимбов, однако в современных конструкциях применяется цифровая система контроля, с индикацией координат на дисплейном устройстве (применяется на станках, оснащённых ЧПУ).
Поворотный горизонтально-вертикальный стол для станков фрезерной или строгальной группы: параметры для оптимального выбора
Такие узлы предназначены для обработки изделий, которые не нуждаются в частых переустановках. Конструктивно этот вариант является наиболее бюджетным и доступен для установки на любом фрезерном оборудовании, включая и малогабаритное.
На нем возможно производство следующих переходов:
- кругового фрезерования;
- обработки уступов и площадок с горизонтальными участками;
- угловых элементов.
Особенно эффективна установка подобного типа приспособлений для станков, которые не оснащены устройством продольно-поперечного перемещения фрезеруемых изделий, и не оснащены ЧПУ. Перемещение производится шарико-винтовыми парами или реечными передачами (для более массивных исполнений применяются именно реечные приводы).
Параметрами выбора являются:
- габаритные размеры конструкции в плане (длина×ширина), мм;
- количество Т-образных пазов;
- толщина планшайбы;
- способ присоединения поворотного стола к опорной поверхности станка (конусами Морзе).
При выборе типа привода учитываются плавность его функционирования, точность фиксации при обработке заготовки, возникающие дополнительные нагрузки на привод, требуемый угол наклона, а также скорость фрезерования/строгания.
Самодельные поворотные столы для фрезерных станков дают возможность повысить точность обработки в условиях домашней мастерской. Они небольшие по размеру (диаметр 100 мм), доступны в сборке и просты в эксплуатации. Для самостоятельной сборки понадобятся:
- токарный патрон;
- угловой лимб и два диска для его фиксации;
- круглая шайба с приваренными «ушами» для основания;
- болты.

На столешнице фрезерного станка он крепится с помощью прижимов. Такое устройство поворотного стола упрощает процесс обработки на фрезере небольших деталей.
Имея навыки работы по дереву можно сделать фрезерный стол своими руками. Последовательность действий следующая:
- На основе габаритов обрабатываемых заготовок и наличия свободного места в мастерской определить параметры стола.
- Сделать столешницу (из МДФ или фанеры толщиной 19…25 мм). Высверлить в поверхности необходимые отверстия и вырезы.
- Изготовить основание, достаточное, чтобы разместить фрезер.
- Врезать монтажную пластину.
- Доработать упоры.
Важно предварительно продумать его конструкцию с учетом индивидуальных потребностей, составить чертеж, точно выполнять разметку и вырезать заготовки.
Средства, расширяющие возможности металлообрабатывающего оборудования
Расширить возможности фрезерного оборудования можно применяя дополнительные приспособления.
- Синусный фрезерный стол. Это приспособление требуется для точной настройки на заданный угол при обработке деталей под различным наклоном. Его основное отличие от поворотного стола в том, что деталь устанавливается на необходимый угол. Стол может представлять собой полусферу, посаженную в основание, или плиту, шарнирно соединенную с основанием. В зависимости от конструкции, чтобы настроить синусный стол для фрезерного стола на требуемый угол используются наборы концевых мер, градуированные боковые планки или поворотный механизм.
- Стол для сверлильного станка. Он представляет собой координатный стол, который можно установить на фрезерный станок или станок для сверления. Он дает возможность сделать процесс сверления более точным, ускорить и упростить его. Такой стол можно сделать самостоятельно или приобрести заводскую модель.
- Поворотный круглый магнитный стол для шлифовального или фрезерного станка. Благодаря электромагниту обрабатываемая деталь надежно закрепляется, при этом исключается механическое повреждение поверхности. Его принцип действия основан на том, что деталь фиксируется под воздействием магнитного поля, создаваемого электрокатушками, после того, как через них пропускается электрический ток.
- Обрабатывающий центр. При необходимости выполнения комплексных работ, например, на предприятиях по производству мебели, оконных блоков, сложных изделий, корпусных деталей целесообразно и экономически обоснованно приобретение обрабатывающих центров. Этот многофункциональный станок позволяет выполнять сверлильные, фрезеровочные операции, расточку, зенкерование, нарезание резьб. Его стоимость компенсируется высокой производительностью и функциональными возможностями.

Стоимость поворотного стола
Магазины предлагают большой ассортимент поворотных столов для фрезерных станков. В таблице приведены ориентировочные цены на некоторые типовые поворотные столы, не бывшие в употреблении.
| Тип конструкции | Ориентировочная цена, руб. |
| Круглый фрезерный | 40 000 |
| Синусный | 48 000 |
| Поворотный круглый (привод ручной или механизированный) | 80 000 |
| Вертикальный с механизированным приводом | 75 000 |
| Горизонтально-вертикальный (Польша) | 113 000 |
| С механической системой отсчета (Россия) | 200 000 |
| Глобусный | 313 000 |
Стоимость поворотного стола зависит от его типа, конструкции, наличия дополнительных элементов, необходимости выполнения пуско-наладочных работ и фирмы–изготовителя.
Сертифицированные модели
Наличие сертификата соответствия является гарантией надежности и точности оборудования. Наиболее распространенные сертифицированные модели описаны в таблице.
· возможность оснащения добавочной панелью;
· угол поворота 360 град . ;
· отверстие «Конус Мк II»;
· интервал наклона 0…90 град.;
· габариты 630 х 630 мм;
· локальная обработка деталей;
· использование горизонтально и вертикально;
· конусность отверстия «КМ3»;
· угол наклона 0…90 град;
· наличие специальных уникальных крепежных элементов;
· отверстие типа «Конус МТ2»;
· фрезерование пазов, шлицов, шпоночных канавок;
· угол наклона 110 град., поворота- 360 град.;
· фиксация заготовок в Т-пазах;



Для автоматизированных производств предназначены станки MIKRON HPM. Они обладают таким характеристиками:
- компактность;
- производство высококачественных изделий;
- наличие водоохлаждаемого поворотно-наклоняемого стола с индивидуальным приводом;
- герметичная кабина;
- простота обслуживания благодаря наличию легко открывающихся боковых панелей;
- простое программное обеспечение.
Дополнительным преимуществом, подтверждающим стабильно высокое качество модели, является наличие сертификата соответствия системы управления качеством ИСО 9000.
Таким образом, поворотные столы позволяют облегчить обработку деталей и заготовок различным оборудованием, повысить производительность и точность выполняемых работ.
Стол поворотный

Стол поворотный – это часть оснастки сверлильного и фрезерного станка предназначенная для расширения функциональных возможностей оборудования. С помощью поворотного стола можно без переустановки производить обработку деталей расположенных по окружности, вращать заготовку в различных координатах и выполнять другие операции.
Сфера применения и преимущества
Поворотные столы широко применяются на станках различного назначения - как на автоматических линиях при серийном производстве деталей, так и на отдельных установках. Это фрезерные, вертикально-сверлильные станки, ковочные молоты, прессы и другое оборудование, где необходимо обеспечить быстрое перемещение обрабатываемой заготовки относительно рабочего органа. Применяются поворотные столы и при сварочных операциях для выполнения рельефной и точечной сварки.
Главным преимуществом поворотного стола является возможность обработки деталей в различных плоскостях. Так, для фрезерных станков помимо перемещения заготовки в трех основных направлениях (продольное, поперечное и вертикальное), поворотный стол может обеспечить вращение детали в вертикальной и горизонтальной плоскостях. Стол обеспечивает перемещение заготовки в различных координатах, фиксировать её под требуемым углом наклона и производить высокоточную обработку.
Применение поворотного стола позволяется значительно уменьшить затраты времени на обработку, повысить производительность труда. При выполнении сварочных операций данный вид оснастки позволяет устанавливать деталь вне зоны работы, тем самым не прерывая производственный цикл. Значительно повышаются и функциональные возможности оборудования.
Виды поворотных столов
Поворотные столы для металлорежущих станков и другого оборудования классифицируются в зависимости от возможного направления движения. Существует пять основных типов столов:
- Поворотно-наклоняемые. Может осуществлять поворот заготовки вокруг собственной оси и её наклон на угол от 0 до 90°.
Поворотные столы выпускаются по стандартным размерам. Основные диаметры: 320, 400, 500 и 630 мм.
Конструкция поворотных столов
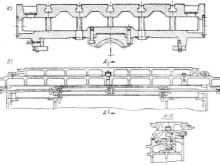
На рисунке выше представлен наиболее простой вариант конструкции поворотного стола. В корпус стола (11) запрессована втулка (10). В ней вращается шпиндель (2). На шпинделе установлена планшайба стола (1). Также в корпус запрессована и втулка (7). В неё направлен фиксатор реечного типа (5) который входит под действием пружины (6) во втулку (3).
Для управления фиксатора предусмотрена рукоятка (4). Поворот планшайбы осуществляется с помощью подшипника качения состоящего из обоймы (12), колец (14) и шариков (13). Для регулировки осевого зазора применяется гайка (8) и стопорный винт (9).
ГОСТы
Общие технические условия столов поворотных с ручным и механизированным приводом регулирует ГОСТ 16935-93.
Поворотный стол для фрезерного станка с ЧПУ
Базовая комплектация любого оборудования предполагает набор обязательных функций, но часто для выполнения некоторых операций этого мало. Дополнительная оснастка расширяет возможности. Одним из видов таких приспособления является поворотный стол для фрезерного станка. Фиксируется он на основу главной конструкции и позволяет обрабатывать сложные фасонные детали. В зависимости от целей выбирается размер и марка поворотного стола. При этом важно учитывать совместимость оборудования. Хотя в большинстве случаев таких проблем не возникает, поскольку отраслевые стандарты максимально унифицированы и позволяют легко использовать изделия сторонних производителей.
Устройство поворотного стола
Не зависимо от класса и сложности изделия принципиальная схема работы у всех одинаковая. К базовым элементам устройства относятся:
- Основание. Аналог станины станка. Обязательно предусмотрена система крепления к станку.
- Планшайба. Поворотная часть устройства. В центре детали отверстие (прямое, но чаще конус Морзе). На рабочей плоскости Т-образные пазы для фиксации обрабатываемой заготовки или зажимного механизма. В современных моделях может использоваться оригинальная система закрепления детали. После установки заготовки планшайба обязательно надежно фиксируется в нужном положении.
- Управление. Планшайба может вращаться вокруг центральной оси с помощью механической рукоятки либо электродвигателем. Станки с ЧПУ и поворотные столы специальной конструкции в современном исполнении программируются.
Принцип работы оснастки
Главной задачей поворотного стола является обработка деталей такими способами, которые невозможны на обычном фрезерном или токарном станке. Устройство позволяет реализовать достоинства вышеперечисленного оборудования. На токарном станке изготавливают детали в виде тела вращения. Невозможно оставить необработанной, часть заготовки выходящий за периметр резания, а необходимость такая есть. На фрезерном станке неподвижная деталь обрабатывается координатным векторам. Установив поворотный стол можно делать незаконченные тела вращения и растачивать отверстия, которые невозможно установить в токарный станок.
На видео показано, как работает автоматическай поворотный стол для 5ти координатного ЧПУ станка.
Достигается такой результат тем, что обрабатываемая деталь закреплена не на станине фрезерного станка, а в устройстве, которое дает возможность заготовке иметь ось вращения. Это и стало основным принципом работы поворотного стола. Программируемое оборудование позволяет изготавливать сложные по форме детали не на дорогих обрабатывающих центрах, а используя обычный фрезерный станок, но с этим замечательным приспособлением.
Классификация оборудования
Принято разделять поворотные столы по нескольким параметрам. Во-первых, по рабочему положению. Оснастка может быть горизонтальной, вертикальной и универсальной, то есть работать ей можно в двух плоскостях.
Во-вторых, по габаритам. В расчет принимают размер планшайбы. Он может варьировать от ∅ 110 мм до ∅ 630 мм. Возможны столы других размеров, но это специальные изделия, выполненные под заказ или для определенных операций.
В-третьих, по способу регулировки и настройки. Оснастка может быть оснащена простой механической ручкой, приводом от главного станка и оборудована собственным электродвигателем.
И наконец, в-четвертых, поворотный стол с расширенным функционалом. Например, он может иметь не одну ось вращения, а две, вертикальную и горизонтальную.
Эксплуатационные характеристики
Разнообразие моделей различных производителей открывает широкие возможности выбора конкретного изделия для решения четко поставленных целей. Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
- Угол поворота — 1 сек;
- Прямолинейность рабочей поверхности — 3,0 мкм;
- Торцевое биение планшайбы — 1,5 мкм;
Однако такие поворотные столы не дешевы и на практике нет необходимости использовать их в обычном производстве. Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
- Угол поворота — 1 мин;
- Прямолинейность рабочей поверхности — 10-20 мкм;
- Торцевое биение планшайбы — 12-20 мкм;
Центральное отверстие, как правило, выполнено в виде конуса Морзе №3 либо №4. Универсальный способ эффективно центровать заготовку. Подобным образом используются конуса Морзе практически во всех металлообрабатывающих станках.
Для каких работ используется поворотный стол

Область применения в металлообработке чрезвычайно обширна. Изготовление сложных деталей, таких как фланцы с креплениями, элементы корпусов механизмов. Эффективная обработка отверстий в деталях, которые невозможно правильно ориентировать в патроне токарного станка. Заготовки, с определенными угловыми расстояниями. Фрезерование пазов, уступов. Сверление отверстий, на одинаковом расстоянии от центра детали с точно заданным углом относительно друг друга. Очень разумно применять оснастку при мелко- и среднесерийном производстве.
Станки с ЧПУ и программируемые поворотные столы выполняют практически ту же работу, что и координатно-расточное оборудование и обрабатывающие центры.
Ограничения в обработке могут быть вызваны лишь размерами обрабатываемой детали. Вылет относительно точки фиксации регламентирован нормами и правилами работы. Чем крупнее деталь, тем больше должен быть диаметр планшайбы поворотного стола. Превышение рекомендованных значений недопустимо.
Установка оснастки на станок
Трудностей при фиксации на опорной плите фрезерного станка не должно возникнуть. Свободно перемещаемые крепежные болты в Т-образных пазах подводиться к ответным отверстиям или пазам и закручиваются гайки. Операция проста, но немалый вес устройства требует осторожность при транспортировке. Ставиться поворотный стол на полностью очищенную от стружки мусора поверхность. Прилегание должно быть полным. Следующим этапом работы будет настройка оснастки. Операция требует знаний, опыта и квалификации.
Есть несколько способов правильно позиционировать поворотный стол. Несложная работа, где нет необходимости соблюдать точность до микрона допускает настройку без специального инструмента. На пробной заготовке делается касание фрезой, затем поворачивают стол на 180° и повторяют работу режущего инструмента да аналогичного значения. Замеряют допуски и отклонения и на необходимую величину корректируют. Гораздо сложнее настроить оборудование для высокоточной работы. Качественно ее сделать могут лишь квалифицированные мастера с помощью специального инструмента. Ставятся упоры и концевики. Тестируется пробный образец и если требования по точности соблюдены, то начинают работу. В техническом задании указано количество необходимых замеров. Ответственные детали проверяются все. При выпуске партии изделий, замерять можно не каждую, а через рекомендуемое количество штук.
Преимущества и недостатки
Неудовлетворительная работа оснастки может быть обусловлена неправильным выбором модели, либо недостаточной квалификацией работника. Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.
Достоинств же у поворотного стола предостаточно. Имея в арсенале такую оснастку можно освоить дополнительные виды работ или наладить выпуск новых изделий. Некоторые операции можно оптимизировать. Одним из вариантов применения поворотного стола является обработка сложных сварных конструкций. Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Окупаемость оснастки зависит от объемов производства и может варьировать в значительных пределах, но то, что предприятие выиграет в качестве выпускаемых изделий, сомнению не подлежит.
Читайте также: