Как повернуть стол на 45 градусов на фрезерном станке 6м82
Обновлено: 19.05.2024
6М82 – современный высокотехнологичный фрезерный станок. Его технические характеристики, особенности, габариты, параметры.
- Сведения о производителе консольно-фрезерного станка 6М82
- Назначение и область применения
- Технические характеристики
- Основные показатели
- Параметры вращения стола
- Габариты
- Пределы использования станков по мощности и силовым нагрузкам
- Лимиты для работы в тяжелом режиме
- Присоединительные базы фрезерного станка 6М82. Хобот, серьги и шпиндель.
- Хобот
- Серьга
- Шпиндель
- Расположение составных частей
- Станина
- Консоль
- Салазки
- Стол
- Расположение и перечень органов управления консольно-фрезерным станком 6М82
- Кинематическая схема
- Схема электрическая
- Описание электрооборудования станка 6М82
- Установочный чертеж фрезерного станка 6М82
6М82 – достойный продукт отечественного станкостроения. Ключевое преимущество фрезерного станка 6М82 – универсальность. Он может выполнять большой спектр фрезерных работ. Стол вращается вокруг оси, благодаря чему агрегат способен производить спиральные изделия.
Станок настраивается на несколько автоматических и полуавтоматических режимов. Поэтому его применяют не только в частной работе, но и на потоках в серийных промышленных операциях.
Агрегат способен фрезеровать детали из твердых сплавов.
Сведения о производителе консольно-фрезерного станка 6М82
6М82 разработан и произведен на Горьковском заводе фрезерных станков. Дата открытия самого завода – 1931 год.

Серия фрезерного оборудования 6Н, вышедшая в свет в 1951 году, уже в 1956 завоевала главный приз на брюссельской международной выставке.
В 1960 году производитель запускает новую серию 6М, и в ее ряду – станок 6М82.
6М отличается от предшествующего ряда тем, что производитель увеличил следующие технические параметры:
- частоту оборотов шпинделя;
- скорость перемещений и подач стола.
Кроме того, маховик переместили на переднюю часть установки, так что положение стола стало проще регулировать вручную.
Позднее на предприятии были разработаны такие серии, как 6Р, 6Т- 1 и 6Т. Горьковский завод и на сегодняшний день стоит в ряду ведущих предприятий российского станкостроения.

Назначение и область применения
Задача данной модели – фрезеровать детали разной конфигурации, работая универсально. Этот станок серии «М» эффективно обрабатывает чугун, низко – и высоколегированную сталь, цветные металлы. С его помощью фрезеруют зубчатые круги, винтовые отверстия, рамки, узкие отверстия.
Если Вам нужны счетчики воды в Астане, советуем обратиться к профессионалам своего дела, которые находятся на рынке уже не первый год.
Будь то наружная или внутренняя обработка, плоская или фасонная поверхность, этот аппарат безотказно справляется с задачей.
Повышенные технические возможности и показатель жесткости дают возможность применять потенциал всевозможных твердосплавных фрез и инструмента быстрой резки.
Этот мощный агрегат, кроме всего прочего, автоматизирован. Благодаря применению автоматики, станок успешно справляется с мелко – и крупносерийным производством деталей без привлечения высококвалифицированного персонала.
Технические характеристики
Станок 6М82 по техническим характеристикам не уступает зарубежным аналогам. Оператору одинаково удобно как с деталями, установленными горизонтально, так и с вертикальной поверхностью.
Основные показатели
Габариты рабочей плоскости – 320 х 1250мм. Предельный промежуток от оси шпинделя до рабочей поверхности 30 – 410. Максимальный отступ между торцом шпинделя и поддерживающим подшипником 700мм.
Мощность электродвигателя – 7кВт. Частота вращения главного двигателя – 1440об/мин, горизонтального шпинделя – 31,5 … 1600.
Точность работы агрегат приравнивается к классу Н.
Параметры вращения стола
Рабочая поверхность может передвигаться:
- Продольно (на 700мм вручную и с механикой);
- Поперечно (на 260мм рукой и на 240 механически);
- По вертикали (на 380 мм обоими методами).
Максимальный угол вращения установлен в +/-45 градусов.

Габариты
Длина станка 6М82 2260мм, ширина – 1745мм, а высота – 1660мм.
Общая масса установки – 2800кг.
Пределы использования станков по мощности и силовым нагрузкам
Основные ограничения для аппаратов с большой и средней частотой вращения связаны с предельной скоростью режущего инструмента и мощностью двигателя, обеспечивающего движение.
Высокая скорость резания предусматривает применение скоростных режимов работы. Таким образом, достигается повышение производительности станка и устойчивость к вибрациям.
Когда используется цилиндрический быстрорежущий инструмент, допускается усиление подачи до 1500кг.
Лимиты для работы в тяжелом режиме
Тяжелый режим фрезерования, в первую очередь, требует высокой прочности и устойчивости фрезы. Специалисты рекомендуют придерживаться в такой работе следующих условий (Таблица):
| Показатель | Торцовые фрезы по стали | Цилиндрические фрезы по чугуну | Торцовые фрезы по чугуну |
| Максимальный диаметр фрезы (мм) | 150 | 90 | 200 |
| Количество зубцов | 14 | 8 | 16 |
| Частота вращения – до (об/мин) | 40 | 50 | 63 |
| Предельная скорость резки – (м/мин) | 19 | 14 | 40 |
| Ширина фрезеровки не более (мм) | 100 | 109 | 100 |
| Глубина фрезеровки не более (мм) | 4-5 | 10-12 | 9 |
| Максимальная подача (мм/мин) | 160 | 160 | 315 |
| Подача на зуб (мм/мин) | 0,28 | 0,4 | 0,31 |
| Лимит мощности (кВт) | 6 | 6 | 7 |
Идеальный баланс в работе на данном станке:
- Полная мощность + средние обороты;
- Не более 75% мощности + низкие обороты.

Присоединительные базы фрезерного станка 6М82. Хобот, серьги и шпиндель.
Присоединительную базу составляют: хобот, серьги и шпиндель.
Хобот
Хобот служит для того, чтобы поддерживать свободный конец фрезерной оправки. Для этого он снабжен специальными подвесками. Другой конец оправки крепится в конусе шпинделя при помощи болта. Хобот прикреплен к направляющим профилям и может перемещаться по ним, благодаря зубчатой рейке.
Хобот крепится к станине спереди и сзади двумя зажимами. Оба зажима должны быть затянуты до конца. Передний выступ хобота обычно оснащен двумя серьгами, стянутыми гайкой (реже – одной).
Внимание! Недопустимо переставлять серьги с одного агрегата на другой и «подгонять» их!
Серьга
У каждой серьги имеется подшипник в виде втулки из бронзы. Такая втулка помогает контролировать зазор в подшипнике скольжения. Очень важно следить за уровнем масла во внутренней выемке серьги.
Иногда, чтобы придать хоботу дополнительную жесткость, его оснащают опорными стойками, которые крепятся к консоли. Но в этом случае не допускается вертикальная подача и теряется удобство работы.
![Хобот и серьга станка 6м82]()
Шпиндель

Шпиндель – это жесткий, полый внутри вал, на который крепятся фрезы. В конусное отверстие фрезы вставляются с применением втулок и оправок. Основной двигатель станка обеспечивает вращение горизонтального шпинделя. Он имеет 18 скоростей (до 1600об/мин), которые обеспечивает коробка скоростей.
Вертикальный шпиндель работает от электродвигателя в 2,8кВт, размещенного на хоботе. Его число скоростей – 9, максимальное значение – 1400об/мин. Число вращений вертикального вала регулируется перемещением зубчатых блоков.

Стандартная комплектация этого агрегата состоит из следующих элементов:
По индивидуальному заказу завод оснащает установку дополнительными функциональными частями.
Расположение составных частей
Станина
Основой консольно-фрезерной установки служит станина. Она снабжена вертикальными и горизонтальными направляющими профилями. По первым движутся консоли, а по вторым – хобот. Коробку скоростей разместили во внутренней части корпуса.
В боковых стенках имеются закрытые углубления с электрооборудованием. Справа расположен переключатель с тремя режимами:
- Автоматический режим (для множества одинаковых операций)
- Подача от рукоятки (стандартная работа)
- Круглый стол (для фрезерования с вращением платформы без перерыва)

Консоль
Задача консоли – менять положения стола по вертикали. За ускоренные перемещения и подачи отвечает встроенный в консоль двигатель. Скорость регулируется передней рукояткой.
Салазки
Этот элемент можно двигать с поворотной плитой или с рабочей поверхностью. Так обеспечивается поперечная подача. По направляющим профилям стол может перемещаться продольно.
На стол монтируются детали, подлежащие фрезеровке. Причем их можно перемещать вдоль поверхности. Крепится изделие болтами, вкрученными в пазы стола. Спереди находится также паз для кулачков, которые переключают продольное передвижение платформы автоматически.

Расположение и перечень органов управления консольно-фрезерным станком 6М82
Управление установкой осуществляется с помощью переключателей. На единой панели есть три переключателя:
- Для вращения шпинделя.
- Для насоса охлаждения.
- Для ввода.
В левый бок станины инсталлирован отдельный узел для регулировки скоростей. Величина, показанная на лимбе, означает вращения шпинделя. Рядом расположено плато с кнопками. Три из них регулируют работу шпинделя («пуск», «стоп» и «толчок»). Четвертая носит название «Быстрый стоп», пятая – включатель местного освещения.
Под лимбом установлена рукоятка, которая переключает скорости. Последовательность действий такова:
Система управления коробки подач (слева от консоли) включает лимб с показателями подач стола, а также переключающий грибок.
На станке предусмотрены рукоятки и маховик для передвижений стола и консоли вручную. Есть также механическое управление подачей вдоль и поперек рабочей платформы. Быстрый поворот стола возможен после того, как включилась механическая подача, и нажата кнопка «быстро стоп».


Кинематическая схема
В консоли вмонтирован электрический двигатель, который производит привод передач. Зубчатые колеса в коробке подач настраивают рабочие подачи. Это механизм из двух блоков с тремя венцами и одного мобильного зубчатого колеса, оснащенного кулачковой муфтой. Чтобы механизм не перегружался, один из валов снабжен пружинной шариковой муфтой с регулировкой.

Этапы произведения подач:
- Коробка передач заставляет двигаться консоль.
- Когда кулачковая муфта включается, обороты передаются на винты хода через колесики.
Каждый из трех ходовых винтов отвечает за определенное направление подачи (вертикальное, поперечное и продольное).
За ускоренное перемещение салазок, консоли и стола отвечают промежуточные колеса, которые переносят обороты на зубчатое колесо фрикциона ускоренной работы. Размещен фрикцион на одном из валов коробки подач.
Схема электрическая

Описание электрооборудования станка 6М82
В электроприборах стандартного станка 6М82 предусмотрено трехфазное питание, напряжение 380V и частота 50Гц.
Все электроприборы представлены в виде четырех панелей и укрыты в углублениях станины.
Электрика подключается к сети при помощи рукоятки на левой стенке станины. Шпиндель запускается кнопкой, а направление его работы регулируется переключателем.
Установка имеет два командоаппарата. Первый (1КА) отвечает за продольную подачу стола (лево-право), второй (2КА) – за вертикальную и поперечную подачи в пяти режимах.

Смена рабочих режимов происходит при смещении позиции рукоятки. Система предусматривает автономное управление помпой для охлаждения и локальным освещением установки. Охлаждающая жидкость подается электронасосом мощностью 0,125кВт и частотой вращения 2800об/мин.
Привод муфты быстрого хода производится встроенным электромагнитом. Как только запускается быстрый ход, этот магнит останавливает кулачковую муфту.
Электросхема станка показывает, что имеющиеся электродвигатели обеспечены нулевой защитой, предохранены от коротких замыканий и перегрузки. Также система содержит ряд блокирующих элементов, которые защищают электрооборудование от некорректной эксплуатации, а как следствие – поломки.
Установочный чертеж фрезерного станка 6М82

Эта консольно-фрезерная установка имеет целый ряд конструкционных преимуществ:
- Большой выбор подач рабочей платформы.
- Механизмы смазываются автоматически.
- Быстрая смена фрез.
- Положение стола можно менять сразу в нескольких направлениях.
- Подача замедляется и в ручном, и в автоматическом режиме.
- Винт поперечной подачи, установленный по оси фрезы, обеспечивает повышенную точность.
- Использование бесконтактных электромагнитных муфт.
Конструкция аппарата 6М82 устроена так, что его несложно модернизировать.
Современные операторы по индивидуальному заказу наделяют эту машину системой оперативного контроля и даже компьютерной индикацией производимых операций.
Как повернуть стол на 45 градусов на фрезерном станке 6м82
Как следует из раздела «Коробка подач», для получения быстрого хода необходимо выключить кулачковую муфту и сжать диски фрикционной муфты. Это сжатие производится при помощи ролика 12, который вращается на оси 18, запрессованной в рычаг 1.

Разрезы по механизму включения электромагнита
Рычаг 1 посажен на ось 2 и связан с ней штифтом; ось находится под давлением пружины, отжимающей ее по направлению к зеркалу станины. На оси 2 предусмотрены две пары гаек, при этом правые гайки предназначены для регулирования усилия пружины, левые же, упираясь в торец втулки 8, закрепленной в стенке консоли, служат для ограничения и регулирования длины хода оси, что необходимо для облегчения ввода ролика в паз кулачковой муфты во время монтажа коробки подач на консоли, а также для устранения осевых ударных нагрузок на подшипник вала при включении кулачковой муфты.
Рычаг 1 на задней стенке имеет фрезерованный уступ, в который упирается шип фланца втулки 5, благодаря чему при повороте втулки 5 и оси 6 перемещается рычаг 1, сжимающий пружину 4. Ось 6 на втором конце имеет мелкий зуб, с помощью которого можно под необходимым углом монтировать рычаг, соединяющий ее с тягой электромагнита. В нише с правой стороны консоли под рычагом 7, на крышке, установлен электромагнит постоянного тока с тяговым усилием в начале хода 15 кГ и величиной используемого хода 30 мм. Электромагнит через тягу и шарниры скреплен с вилкой 16, от которой через гайку 14 и пружину 15 усилие передается на рычаг 7. Таким образом, независимо от усилия, развиваемого электромагнитом, усилие, развиваемое на рычаге 7, определяется степенью затяжки пружины 15.
Цепь включения быстрого хода от электромагнита до фрикционных дисков должна удовлетворять трем обязательным условиям:
Усилие сжатия дисков не зависит от величины зазора в дисках; оно определяется величиной натяга пружины 15, поэтому категорически запрещается регулировать зазор в дисках в тех случаях, когда полагают, что это регулирование увеличивает силу нажатия на диски.
Если быстрый ход не идет, необходимо проверить, не отвернулась ли гайка 14 (не выпал ли шплинт) или не ослабла ли пружина 15.
Большие усилия электромагнита при включении, передаваемые через рычаги, приводят к расшатыванию системы; поэтому при ремонтах станка необходимо проверять сохранность шплинтов, крепление гайки 14, посадку шпонок и крепление самого электромагнита на крышке, привернутой к консоли.
Электромагнит для смягчения удара при втягивании сердечника монтируется на резиновой прокладке.
Износ ролика 12 сильно увеличивается, если усилие прижима его не ограничивается гайками, находящимися на оси 2.
Проскальзывание фрикциона быстрого хода характеризуется чаще всего наличием лишних сопротивлений, что является результатом неправильности регулирования, отсутствия смазки или наличия ржавчины на клине и направляющих.
Включение электромагнита происходит на кнопочных станциях от двух кнопок быстрого хода: с передней стороны салазок и с левой стороны станка.
Насос централизованной смазки помещен снизу консоли слева, при этом корпус фильтра 8 прифланцован к обработанной плоскости низа консоли и закрывает насос.
На поршень насоса 11 снизу действует пружина 9, выталкивающая его вверх, а сверху, через пробку 10,— эксцетрик, сидящий на валу Ⅲ коробки подач.
Нижний всасывающий и верхний нагнетательный клапаны подают за один ход около 5 г масла при общей производительности насоса около 1 л/мин.
В электрической схеме станка предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением З6 в, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.

Принципиальная электросхема станков моделей 6М82 и 6М82Г
| Условное обозначение | Наименование и назначение аппаратов |
|---|---|
| ТУ | Трансформатор для цепей управления, торможения и освещения |
| ПШ | Пускатель магнитный электродвигателя шпинделя |
| ПТ | Пускатель магнитный для торможения электродвигателя шпинделя |
| ПП, ПЛ | Пускатель магнитный реверсивный электродвигателя подач |
| ЭБ | Электромагнит постоянного тока для включения быстрого хода |
| ПБ | Пускатель магнитный электромагнита быстрого хода |
| РТ-Ш | Реле тепловое электродвигателя шпинделя |
| РТ-П | Реле тепловое электродвигателя подач |
| РТ-О | Реле тепловое электродвигателя насоса СОЖ |
| 1П | Предохранители электродвигателя шпинделя |
| 2П | Предохранители электродвигателя подач |
| 3П | Предохранитель цепи постоянного тока |
| 4П, 5П, 6П | Предохранители цепей управления и освещения |
| ПР | Переключатель реверсивный электродвигателя шпинделя |
| ПУ | Переключатель управления |
| РП | Реле промежуточное |
| РН | Реле напряжения |
| ВВ | Выключатель вводной |
| ВО | Выключатель насоса СОЖ |
| ВМО | Выключатель местного освещения |
| ВС | Выпрямитель селеновый |
| ЛМО | Лампа местного освещения |
| 1КА | Командоаппарат из двух конечных выключателей для продольной подачи |
| 2КА | Командоаппарат из двух конечных выключателей для поперечной и вертикальной подачи |
| 3КА | Командоаппарат для автоматического переключения подачи на быстрый ход |
| 4КА | Командоаппарат для переключения на автоматические циклы |
| КВ | Конечный выключатель для включения электродвигателя подач при переключениях |
| 1КУ, 2КУ | Кнопка "Пуск шпинделя" |
| 3КУ, 4КУ | Кнопки "Стоп" |
| 5КУ | Кнопки "Толчёк" |
| 6КУ,7КУ | Кнопки "Быстро" |

Принципиальная электросхема станков 6М82ГБ
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему.

Монтажная электросхема станков моделей 6М82 и 6М82Г

Монтажная электросхема станка модели 6М82ГБ
Для подключения электрооборудования к сети и его отключения имеется вводной выключатель, рукоятка которого расположена нa дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА стоит из двух конечных выключателем: для включения правого и левого хода стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ-7 на три положения рукоятки. При первом положении- «автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «подача от рукояток» — производится нормальная работа станка и при третьем положении — «круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя В0.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока служит для привода фрикционной муфты быстрого хода.

Электромагнит быстрого хода
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрамителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения незагруженных цепеи, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа схемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «включено». При этом будет подано напряжение сети на клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается и двигатель шпинделя начинает вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо или назад, включается пускатель ПП, при левом ходе или ходе вперед, вверх работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном так и при отключенном двигателе шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при пожатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2KA) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ) и двигатель останавливается.
Работа схемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно вьшолнить следующие автоматические циклы:
При маятниковом цикле рабочая подача автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «ручное управление» в положение «автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей ПП для двигателя подачи и ПБ для электромагнита.
Для переключения движения стола в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка: кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево и кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об\мин 3 — 5 сек.
В скоростных модификациях станков с наибольшей скоростью шпинделя 3150 об\мин торможение при высшей скорости длится до 7 сек.
Блокировки
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования.

Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Кинематическая схема

Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис. 4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения.Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка

Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
— выдвигается гильза шпинделя;
— демонтируется фланец 6;
— с правой стороны корпуса головки вывертывается резьбовая пробка;
— через отверстие отвертыванием винта 2 расконтривается гайка 1;
— стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
— замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
— полукольца устанавливаются на место и закрепляются;
— привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей

Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей


Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения .9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач

Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль

Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач

Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты —конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки

Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
6Н82 станок горизонтальный консольно-фрезерный с поворотным столом - универсальный
схемы, описание, характеристики

Сведения о производителе консольно-фрезерного станка 6Н82
Производитель серии консольных фрезерных станков 6Н82 Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Продукция Горьковского завода фрезерных станков ГЗФС
6Н82 Станок горизонтальный консольный фрезерный с поворотным столом - универсальный. Схемы, описание, характеристики
Серийный консольно-фрезерный станок 6Н82 производился с 1951 года. В 1960 году был заменен на более совершенную модель 6М82.
Консольные фрезерные станки серии Н (6Н12, 6Н13, 6Н82, 6Н83) выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1951 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии К.
Универсальный консольно-фрезерный станок модели 6Н82 отличается от горизонтального консольно-фрезерного станка модели 6Н82Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6М82Г — неповоротный.
Станки модели 6Н83 (6Н83Г) отличаются от станков 6Н82 (6Н82Г) увеличенными размерами рабочего стола и более мощным двигателем главного движения.
Универсальный консольно-фрезерный станок 6Н82 предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Универсальным фрезерный станок 6Н82 называется потому, что рабочий стол может быть повернут относительно вертикальной оси на ±45 градусов.
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания, в том числе и фрезерования винтовых канавок с использованием универсальной делительной головки.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок 6Н82 может применяться в единичном мелкосерийном и серийном производстве.
Станок имеет следующие технические характеристики:
- Расстояние от оси шпинделя до стола – 450 мм
- Расстояние от оси шпинделя до хобота – 155 мм
- Размер рабочей поверхности стола - 320×1250 мм
- Наибольшее перемещение стола: продольное – 700 мм; поперечное – 250 мм; вертикальное – 450 мм
- Число скоростей шпинделя – 18
- Число подач стола – 18
- Мощность электродвигателя главного привода – 7 кВт
- Частота вращения – 1440 мин-1
- Мощность электродвигателя привода подачи – 1,7 кВт
- Частота вращения – 1440 мин-1
- Поворот стола – 45°
Режущий инструмент (цилиндрические, дисковые, фасонные фрезы), устанавливаются на оправку шпинделя. Оправка одним концом опирается на опору подшипника, а другим закреплена на шпинделе посредством торцевой шпонки. Опора подшипника имеет возможность перемещаться вдоль оправки по направляющим хобота.
Шпиндель получает вращение от коробки скоростей; для уменьшения вибраций, возникающих вследствие прерывистости процесса резания, на выходном валу коробки скоростей установлен маховик. Коробка скоростей размещена в полости станины. На станине также расположены вертикальные направляющие, по которым перемещается консоль с коробкой подач; салазки и стол с фрезеруемой заготовкой. Салазки совершают поперечные перемещения относительно консоли, а стол, в свою очередь – продольные перемещения относительно салазок. Таким образом, заготовка, установленная на столе имеет возможность поступательного перемещения относительно трех координатных осей. Станина станка крепиться к фундаментной плите, на которой также располагается опора винта вертикальной подачи.
Движения в станке
- Движение резания — вращение шпинделя с фрезой
- Движения подач — продольное, поперечное и вертикальное поступательные перемещения стола
- Вспомогательные движения — все указанные перемещения стола, выполняемые на быстром ходу или вручную
Принцип работы
Обрабатываемые детали закрепляются непосредственно на столе, в машинных тисках или специальных приспособлениях, устанавливаемых на столе станка. При необходимости делить заготовку на несколько равных частей применяют универсальную делительную головку.
Насадные фрезы закрепляют на консольных или опорных оправках. Для поддержания шпиндельных оправок применяют хобот с центральной и концевой подвесками (серьгами). Хвостовые фрезы закрепляют непосредственно в конусе шпинделя или цанговом патроне. Торцовые фрезерные головки устанавливают и закрепляют на торце шпинделя.
Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится за счет быстрых механических или ручных перемещений стола, поперечных салазок и консоли. При нарезании винтовых канавок поворачивают стол в соответствии с углом наклона фрезеруемой винтовой канавки. При работе на тяжелых режимах для повышения жесткости узла консоли устанавливают дополнительную связь между столом и хоботом.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Аналоги консольно-фрезерного станка 6Н82
FU315E - 1250 х 315 станок универсальный консольно-фрезерный - производитель Гомельский станкостроительный завод
X6130A, X6130A/L - 1150 х 300 станок универсальный консольно-фрезерный - производитель Fujian Sanming Machine Tool Co.,LTD Китай
X6132, X6135 - 1320 х 320 станок универсальный консольно-фрезерный - производитель Fujian Sanming Machine Tool Co.,LTD Китай
XW6032B - 1320 х 320 станок универсальный консольно-фрезерный - производитель Shandong Weida Heavy Industries Co.,Ltd. Китай
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
Присоединительные базы фрезерного станка 6Н82. Хобот и серьги

Присоединительные базы фрезерного станка 6Н82. Хобот и серьги
Присоединительные базы фрезерного станка 6Н82. Шпиндель

Присоединительные базы фрезерного станка 6Н82. Шпиндель
Общий вид фрезерного станка 6Н82

Фото фрезерного станка 6Н82

Расположение составных частей горизонтального консольно-фрезерного станка 6Н82

Расположение составных частей фрезерного станка 6Н82
Составные части горизонтального консольно-фрезерного станка 6Н82
- Фундаментная плита
- Коробка подач
- Станина
- Переключатель поперечной и вертикальной подач стола
- Переключение скоростей шпинделя
- фланцевый электродвигатель
- Лимб величин подач
- Коробка скоростей
- Хобот
- Шпиндель
- Включение продольной подачи стола
- Люнет
- Стол
- Поддерживающие стойки
- Поворотная часть стола
- Поперечные салазки
- Направляющие для перемещения консоли
- Переключение подач стола
- Лимб
Конструктивные особенности станка 6Н82
На фундаментной плите 1 установлена станина 3. Плита выполнена в виде корыта для сбора охлаждающей жидкости.
Станина 3 выполнена коробчатой формы. С передней стороны на боковой части имеются направляющие для перемещения консоли 17.
На верху станины перемещается хобот 9, а внутри нее смонтирована коробка скоростей 8 с приводом от фланцевого электродвигателя 6.
Консоль 17 служит для монтажа поперечных салазок 16, поворотной части 15, стола 13 и коробки подач 2. Поперечные салазки 16 перемещаются по направляющим консоли в поперечном направлении вместе с поворотной частью 15. Рабочий стол 13 монтируется в направляющих поворотной части 15 и перемещается по ним. Он может быть повернут по круговым направляющим нижней половины поворотной части. На верхней поверхности стола выполнены три Т-образных паза. Два из них служат для закрепления приспособлений и делительной головки, а средний паз — для выверки их на параллельность оси стола. Для увеличения жесткости хобот 9 соединяется с консолью с помощью поддерживающих стоек 14. Оправки с инструментами вставляются одним концом в коническое отверстие шпинделя 10, а другим — в отверстие люнета 12. Используя перемещения консоли, поперечных салазок и стола, заготовка может перемещаться в вертикальном, поперечном и в продольном направлениях.
Шпиндель 10 станка вращается на трех опорах, из них две опоры — конические роликовые подшипники, третья задняя — радиальный шариковый подшипник. У третьей опоры на шпинделе сидит маховик Ø 170 мм, позволяющий значительно снизить частоту собственных колебаний 2-го порядка. Влияние его на процесс фрезерования чрезвычайно велико. Все остальные валы в коробке скоростей вращаются также в подшипниках качения. Часть валов коробки подач вращается в подшипниках скольжения.
Для управления движениями станка применяются рукоятки: 5 — переключения скоростей шпинделя; 11 — включения продольной подачи стола; 18 — переключения подач стола; 4 — включения поперечной и вертикальной подачи стола.
На станке для установки чисел оборотов шпинделя и подач стола имеются два лимба 7 и 19. Автоматическое выключение подачи стола производится при помощи конечных выключателей, установленных на столе и на консоли.
Структурная схема горизонтально-фрезерного станка 6Н82

Структурная схема горизонтально-фрезерного станка 6Н82
Кинематическая схема горизонтально-фрезерного станка 6Н82
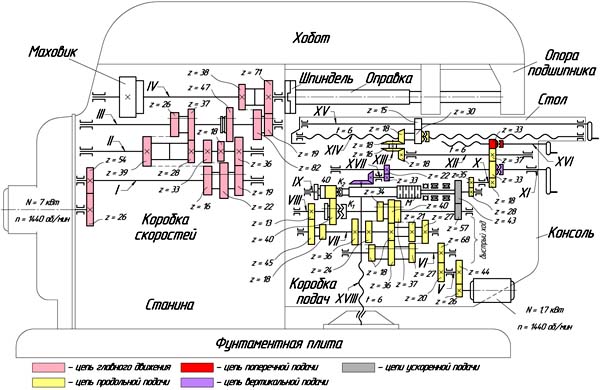
Кинематическая схема фрезерного станка 6Н82
Кинематическая схема станка. Основные кинематические цепи станка: вращение шпинделя и рабочее перемещение стола в одном из трех направлений (продольном, поперечном и вертикальном) и цели ускоренных движений стола.
Главное движение — вращение шпинделя осуществляется от главного электродвигателя через валы I, II, III, IV и V.
Узлы консольно-фрезерного станка 6Н82
Коробка скоростей универсально-фрезерного станка 6Н82

Коробка скоростей фрезерного станка 6Н82 в разрезе
- Маховик
- Шпиндель
- Конические роликоподшипники
- Зубчатые колеса
- Электродвигатель
- Шлицевые валы
- Шарикоподшипники
- Станина

Возможные положения блоков зубчатых колес коробки скоростей, соответствующие 18 ступеням чисел оборотов шпинделя.
Механизм переключения подач станка 6Н82

Схема механизма переключения подач фрезерного станка 6Н82
- Лимб механизма переключения подач
- Рукоятка переключения
- Фиксатор положения диска
- Диски переключения
- Рейки зубчатые
- А, В, С — передвижные блоки
Переключение блоков А, В, С производится с помощью вилок, закрепленных на соответствующих рейках. Рейки 5 получают перемещение от двойного диска 4 с отверстиями, закрепленными на одной оси с рукояткой переключения 2.

Возможные положения блоков зубчатых колес коробки подач, соответствующие 18 ступеням чисел оборотов шпинделя.
Цепь подач. Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещения стола сообщаются 18 различных подач в пределах от 23,5 до 1180 мм/мин, а винту вертикального перемещения стола - 18 различных подач в пределах от 8 до 390 мм/мин.
Вал I коробки подач приводится во вращение непосредственно электродвигателем, от него вращение передается валу II зубчатой парой 26:44, валу III зубчатой парой 24:64, валу IV зубчатыми парами 18:36, или 27:27, или 36:18, валу V зубчатыми парами 18:40, или 21:37, или 24:34 и далее валу VI через перебор 13:45; 18:40 или непосредственно зубчатой передачей 40:40.
С вала VI движение передается:
- винту продольной подачи стола по цепи 28:35; 18:33; 33:37; 18:16 и 18:18
- винту поперечной подачи стола по цепи 28:35; 18:33 и 33:37; 37:33
- винту вертикальной подачи стола по цепи 28:35; 18:33; 22:33 и 22:44
В табл. 10 приведены возможные включения зубчатых колес для осуществления 18 различных продольных подач. Поперечные подачи имеют те же значения, вертикальные подачи в три раза меньше.
При ускоренном (быстром) перемещении стола коробка подач отключается и движение передается от электродвигателя по цепи 26:44; 44:57; 57:43 к валу VI и далее изложенным выше способом передачи движения. Скорость быстрых продольного и поперечного перемещений составляет 2300 мм/мин, вертикального перемещения - 770 мм/мин.
Для лучшего понимания кинематической схемы цепи подач на рис. 116 приводится разрез коробки подач. Коробка подач является самостоятельным узлом, монтируемым с левой стороны консоли. Она одинакова для всей гаммы станков 6Н82, 6Н82Г и 6Н12.
На рис. 116 дана развертка коробки подач, причем обозначения валов и зубчатых колес соответствуют схеме на рис. 111. От электродвигателя (на рис. 116, а не показан) через зубчатое колесо 2 = 26 вращение передается на вал II при помощи зубчатого колеса 2=44, а от него через зубчатые колеса 24:64 на вал III, затем при помощи трех блоков зубчатых колес на валы IV, V и VI. Вал VI, называемый фрикционным, обозначен на рис 116, а цифрой 14. Эти передачи служат для осуществления рабочих подач стола, салазок и консоли.
Для быстрых перемещений вращение от электродвигателя (на рис. 116, а не показан) передается через зубчатое колесо 2=26, промежуточные зубчатые колеса 2=44 и 2=57, минуя коробку подач, на зубчатое колесо 16 (2=43), получающее постоянное число оборотов (870) в минуту.
Фрикционный вал 14 передает вращение, полученное им от зубчатых колес 2=40 или 2=57, на вал VII (см. рис. 111) при помощи зубчатых колес 2=28 и 2=35 для осуществления либо рабочих подач, либо быстрых перемещений.
На фрикционном валу 14 (см. рис. 116, а) расположены две муфты - кулачковая 6 и фрикционная многодисковая 13. Для 1 Разверткой называется условное изображение узла или механизма, при котором находящиеся в разных плоскостях детали развертывают на одной плоскости чертежа.
Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12—24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты Мо автоматически расцепляется с корпусом червячной шестерни 36.
Читайте также: