G code калибровка стола
Обновлено: 18.05.2024
Disclaimer/Внимание! Все снимки в данном мануале сделаны в качестве описания общего вида прошивки. Не стоит использовать значения, указанные на снимках, для настройки собственного принтера. Используйте свой собственный мозг, либо обратитесь за консультацией в группу прошивки в мессенджере telegram, где вам несомненно помогут.
Калибровка PID является обязательной операцией после установки прошивки. Эта калибровка категорически рекомендуется, т.к. из-за её отсутствия принтер может аварийно выпадать в синий экран смерти по сигналу от датчиков температуры. Это подтверждается в телеграм-канале автора прошивки людьми, не умеющими (не желающими) читать мануалы.
Внимание! Калибровку PID нагревателей необходимо производить СО ВКЛЮЧЕННЫМИ ВЕНТИЛЯТОРАМИ ОБДУВА МОДЕЛИ! Это ВАЖНО! Иначе потом замучаетесь ловить синие экраны ошибок нагревателей.
Запуск калибровки может выполняться несколькими способами.
1. Запуск на печать файла @pid.gcode - Этот файл запускает калибровку коэффициентов PID нагревателей экструдера и стола. Экструдер и стол калибруются по очереди. В процессе выводятся графики температур. Желательно перед началом "печати" этого файла открыть его текстовым редактором и подстроить в нем ваши рабочие температуры. ВНИМАНИЕ. Этот способ устарел! Рекомендуется вместо него использовать динамическую калибровку PID с помощью таблиц температур.
2. Запуск калибровки из виджета Нагрев раздела Инструменты, для этого в виджете "Нагрев" существует специальная кнопка, на рисунке ниже обведена красным:

Предварительный выбор пресета пластика не требуется. Самостоятельно нагревать сопло и стол тоже не нужно. При нажатии на обведенную кнопку откроется виджет графиков температур, который выглядит вот так:

В этом виджете отображаются графики температуры стола и экструдера, а внизу есть кнопка "PID" - при нажатии на нее прошивка попросит выбрать, какой нагреватель калибровать - экструдера или стола:

Необходимо выбрать нужный нагреватель и начнется калибровка. Нагрев будет происходить автоматически.
Сам процесс калибровки зависит от того, какой тип калибровки используется:
Классическая калибровка PID
Если таблицы динамиеской калибровки PID выключены, то калибровка будет происходить только по одной температуре стола и одной температуре экструдера, которые заданы в прошивке (или файле @pid.gcode). В этом случае остается только дождаться выполнения (это порядка 10-15 минут, иногда - больше). Калибровка может продлиться долго, по окончании прозвучит звуковой сигнал, если он не отключен в настройках. Процесс калибровки выводится на экран:

Здесь две линии на графике. Первая показывает температуру экструдера, вторая, соответственно - стола.
Дождитесь окончания калибровки. Либо звукового сигнала, либо, если он отключен - пока оба графика не упадут вниз. На этом калибровка завершена
Динамическая калибровка PID
Если таблицы динамиеской калибровки PID включены, то калибровка пойдет несколько иным способом.

Здесь B-PID - калибровка стола, 60 - целевая температура, Heating - идет нагревание до целевой температуры. По достижении каждой температуры из таблицы будет проводиться серия из 5 замеров:

Pass [1/5] - текущий замер - 1, всего замеров - 5, при температуре 60. И так далее, по всем заданным температурам в таблице. По окончании калибровки, если всё прошло успешно, коэффициенты будут автоматически сохранены в память, о чем сообщит надпись "Settings Stored":

Теперь при желании можно сходить в настройки нагревателей и посмотреть, какие коэффициенты PID получились для каждой температуры. Динамическая калибровка сопла ничем не отличается от стола, так что повторяться не буду.
Скрипты для помощи в калибровке стола. Изучаем G Code на практике для начинающих и не только выпуск № 1
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Всем привет всем доброго времени суток и приятного чтения.
Давно уже собирался познакомится поближе с G-кодом, но как-то не приходило в голову для чего это мне нужно, а изучение ради изучения не интересовало. Нужна была какая-нибудь практическая задача решение которой облегчает жизнь. Вместе с тем, очень не нравится во время калибровки стола перемещаться по осям вручную. И как-то с утра потребовалось калибровать принтер и тут сложилось одно с другим и тогда решил попробовать написать скрипт для перемещения печатной головы в 4 угла стола. Сначала думал написать один скрипт для всех точек с небольшими задержками по времени в каждой. Однако исходя из личного опыта и способа калибровки решил перемещение в каждую точку сделать отдельным скриптом. Запускаю скрипты с микро-SD карты через меню принтера «печатать с SD карты». Можно конечно отправлять команды с консоли, но у меня это дольше получается, чем через меню принтера, кроме того были проблемы «подружить» компьютер и принтер и этот способ применения сильно выручал.
Знаком с программированием и многие вещи для меня очевидны, поэтому могу упускать какие-то нужные подробности, будут вопросы задавайте в комментариях.
G90 ; переход в абсолютную систему координат, обычно установлена по умолчанию после включения питания принтера. Для полной определенности, лучше добавить команды в свой скрипт.
G28 ; автоматическая парковка всех осей
G1; перемещение имеет аргументы
Переместить печатную голову в координату Х=10 мм со скоростью 600 мм / минуту
Если надо совершить движение по двум осям одновременно, то запишем:
G1 X10 Y20 F600
Движение по оси Z также можно включать в координированное движение, однако движение по оси Z происходит гораздо медленнее, чем по другим осям, поэтому рекомендуется движение по оси Z отдельной командой, например,
G1 Z0.2 F300 ; Переместить печатную голову по оси Z на 0,2мм со скоростью 300мм/мин
Сразу замечу, что после включения питания принтеру необходимо задать через меню принтера команду Home (G28) – парковка по трем осям. Принтер при выполнении этой операции обретает ориентацию в пространстве - определяет координаты печатающей головы. И для исключения нештатных ситуаций стоит вставить код G28 в скрипт для первой точки, хотя поначалу я обходился без него.
В зависимости от состояния стола перед калибровкой, например, вы его для чего-то снимали, может возникнуть ситуация, когда сопло сильно упрется в стол. Если на печатном столе стекло и принтер соплом в него упрется, ничего страшного не должно произойти, а если поверхность мягкая, то такая поверхность может быть повреждена, тогда в каждый скрипт надо добавить подъем головы по оси Z перед началом перемещения, скажем, на 5-10 мм и по окончании перемещения её возврат в нулевое положение. По той же причине сначала калибровку рекомендую проводить при холодном сопле и столе и только после, того как убедились, что сопло нигде не задевает стол и не проплавит поверхность, можно включать нагрев сопла и стола и проводить уже более точную калибровку. Все варианты скриптов и ссылки на готовые файлы смотрите ниже. Кроме вышеуказанного подъем оси Z удобен, что бы не сносить зажимы и прочие выступающие над поверхностью стола предметы.
Для создания первого своего скрипта взял первый попавшийся файл модели, переименовал его в point1_X10_Y10.gcode, открыл его при помощи блокнота из стандартных программ Винды. Выделил всё через Ctrl-A и заменил выделенный диапазон скриптом на G-код:
G1 X10 Y10 F5000.0 ;переползаем в первую точку
Затем этот файл переименовал в point2_X200_Y220.gcode
И написал свой второй cкрипт:
G1 X200 Y220 F5000.0 ;переползаем во вторую точку
Переименовал файл в point3_X200_Y10.gcode
G1 X200 Y10 F5000.0 ; переползаем в третью точку
Так же поступил и для четвертой точки: point4_X10_Y220.gcode
G1 X10 Y220 F5000.0 ;переползаем в четвертую точку
«Продвинутые» варианты скриптов
G28 ; Home для забывчивых
G90 ; включить абсолютную систему координат, на всякий случай
G1 Z10 F300 ; подъем головы на 10 мм над столом
G1 Z0 ; опускаем голову в нулевую координату
З.Ы. Регулярность подобных выпусков не обещаю, буду публикации по мере решения собственных задач.
Подпишитесь на автора
G-CODE по-русски для 3D печати (Мини-справочник)
Банальный пример: установка своих значений для "Температурной башни" или создание стартового и конечного блоков кодов в слайсерах под конкретный принтер.
Надоело искать по разным сайтам, пытаясь найти ПРАВИЛЬНОЕ описание той или иной команды и ее параметров.
Сделал себе такой мини-справочник. Буду рад, если кому еще пригодится.
Старался описать максимальное количество используемых команд, кроме совсем уж специфичных.
(Да-да, особые команды для дельт, например, уж простите, считаю специфичными и мне не нужными)
Однако, большинство команд поддерживаются всеми принтерами и прошивками.
Внимание! Соответствие команд и параметров проверены только для прошивки Marlin.
G0(G1) Xnnn Ynnn Znnn Ennn Fnnn – перемещение.
G0 - быстрое холостое перемещение
G1 – линейное рабочее перемещение
Xnnn, Ynnn, Znnn – координаты.
Еnnn - кол-во выдавливаемого материала в мм(при отрицательных значениях -ретракт).
Fnnn – скорость перемещения в мм/мин.(эта скорость будет использ. до след. изменения).
G0 X12 (переместится на 12 мм по оси X)
G0 F1500 (Установить скорость перемещения равной 1500 мм/мин.)
G1 X90.6 Y13.8 E22.4 (Переместиться на 90.6 мм по оси X и на 13.8 мм по оси Y в тоже время выдавить 22.4 мм материала.)
G4 Pnnn (или Snnn) – ожидание.
Pnnn - Время ожидания, в миллисекундах
Snnn - Время ожидания в секундах.
"G4 S2" и "G4 P2000" – эквивалентны
G10 - Откат пластика (Ретракт)
Откат филамента в соответствии с настройками M207.
G11 - Подача пластика
Подача / восстанавливает положение пластика в соответствии с настройками M208.
G20 - Установка единиц измерения в дюймах
G21 - Установка единиц измерения в миллиметрах
С этого момента отсчет будет вестись в дюймах/миллиметрах.
G28 - Перемещение в начало ("домой") до сработки концевых выключателей
G28 – домой по всем осям.
G28 X Z - Перемещение домой только по осям X и Z
G29 - Создание сетки кривизны стола (MESH_BED_LEVELING)
Команда позволяет создать компенсационную(по высоте Z) сетку и использовать ее в дальнейшем при печати. Сетку можно использовать многократно, даже после выключения принтера.
После использования команды G28 сетка, созданная командой G29 «слетает».
Необходимо сохранять сетку стразу после ее создания! Для вызова сетки из памяти использовать команду М420.
Перед использованием G29 обязательно использовать G28, иначе сетка будет неверной.
Создание Mesh Bed Leveling вручную(через команды):
1. Введите G29 S0 для начала создания сетки.
2. Введите G29 S1 для установки первой точки сетки.
3. Выровняйте сопло по высоте при помощи бумажки(как обычно).
4. Введите G29 S2 для сохранения значения и перехода к новой точке
5. Повторить шаги 3 и 4, пока процедура создания не закончится.
6. Введите M500 чтобы записать полученную сетку в EEPROM.
Создание Mesh Bed Leveling при помощи меню принтера(функция должна быть активна в прошивке):
1. Выберите пункт Prepare, а после Auto home (она же команда G28).
2. Выберите пункт Prepare, а после Level Bed.
3. Ждите начала инструкций на экране. Нажмите «крутилку» на экране, при появлении надписи «Click to Begin». Голова уедет в первую точку сетки.
4. Используя «крутилку», поднимая или опуская сопло, выставите сопло по бумажке. Так же как при выравнивании стола. После того, как вы добились нужного зазора между соплом и бумажкой, нажмите на «крутилку». Голова уедет к новой точке сетки.
5. Повторяйте п.4 пока программа не пройдет все точки.
6. После окончания войдите в меню Control и выберите пункт Store memory для сохранения созданной сетки в EEPROM.
Для использования сохраненной в EEPROM сетки при печати используйте команду
G90 - Установка абсолютных координат
Все координаты являются абсолютными относительно начала координат станка.
G91 - Установка относительных координат
Все координаты с этого момента становятся относительными по отношению к последней позиции. Марлин переводит все оси в относительные координаты, в том числе экструдер.
G92 Xnnn Ynnn Znnn Ennn - Установить позицию
Эта команда может быть использована без каких-либо дополнительных параметров.
G92 - сбросит все координаты осей на ноль.
Xnnn - новая координата X
Ynnn - новая координата Y
Znnn - новая координата Z
Ennn - новая позиция экструдера
Пример: G92 X10 E90
M17 - Включить/Подать питание на все шаговые двигатели
M18 - Убрать ток с двигателей
Двигатели можно вращать руками. Аналог команды M84
M20 - Список файлов на SD карте
M21 - Инициализация SD карты
Если SD карта загружена при включении принтера, то это произойдет по умолчанию. SD карта должна быть проинициализирована для работы других функций SD карты.
M22 - Освобождение SD карты
Указанная SD карта будет освобождена. При будующих (случайных) попытках чтения происходит гарантированная ошибка. Полезно перед извлечением SD карты.
M23 - Выбор файла на SD карте
Пример: M23 filename.gco
M24 - Начало/продолжение печати с SD карты
Принтер будет печатать из файла выбранного с помощью команды M23.
M25 - Пауза печати с SD карты
M28 - Начать запись на SD карту
Пример: M28 filename.gco.
На SD карте создается файл, обозначенный как filename.gco (если файл существует, то он перезаписывается) и все последующие команды на принтер записываются в этот файл.
M29 - Остановить запись на SD карту
Пример: M29 filename.gco
Файл, открытый командой M28 закрывается и все последующие команды исполняются принтером в нормальном режиме.
M30 - Удалить файл с SD карты
Пример: M30 filename.gco. filename.gco будет удален.
M32 - Выбрать файл и начать печать с SD карты
Пример: M32 filename.gco.
Используется для печати с SD карты и работает так же как M23 и M24
M80 - Включить блок питания ATX
Переводит блок питания ATX из спящего режима в рабочий режим. Не работает на электронике без спящего режима.
M81 - Выключить блок питания ATX
M82 - Установить экструдер в абсолютный режим
M83 - Установить экструдер в относительный режим
Позволяет экструдеру производить экструзию в абсолютных/относительных единицах
M84 Snnn X,Y,Z,E – Перевести моторы в режим ожидания
Snnn – время в секундах.
Если тайм-аут задан с помощью Snnn, эта команда просто устанавливает таймаут неактивности шагового двигателя.
Если моторы(X,Y,Z или E) не указаны, эта команда немедленно отключает все.
Если указана одна или несколько осей, эта команда немедленно отключает указанные. Например, "M84 S10" переведет шаговые двигатели в режим ожидания после 10 секунд простоя.
M92 Xnnn Ynnn Znnn Ennn - Установить количество шагов по осям на единицу
Xnnn, Ynnn, Znnn – шаги на единицу по осям.
Еnnn – шаги на единицу для экструдера
Примеры: M92 X87.489 Y87.489 Z87.489 или M92 E420
Позволяет устанавливать количество шагов на единицу (обычно мм) для двигаетелй. Эти значения заменяются на значения из прошивки при включении питания, если не записать их в EEPROM см. M500.
M104 Snnn - Установить температуру экструдера и НЕ ждать
Snnn - Заданная температура
Пример: M104 S190
Устанавливает температуру активного экструдера 190C и сразу же возвращает управление (то есть НЕ ЖДЕТ пока экструдер достигнет заданной температуры). Еще см. М109
M105 - Получить температуру экструдера
Получает температуру активного экструдера и горячего стола в градусах Цельсия. Температура передается на подключенный компьютер. Ответ, переданный на компьютер может выглядеть так: ok T:201 B:117
M106 Snnn - Включить вентилятор обдува детали
Snnn - Скрорость вращения вентилятора от 0 до 255 (значение 127 – 50% скорости)
M107 - Выключить вентилятор
M108 - Отменить нагрев
Обрывает ожидание достижения заданной командами M109 и M190 температуры, продолжает печать.
M109 Snnn - Установить температуру экструдера и ждать
Устанавливает температуру в градусах Цельсия и ожидает ее достижения. Еще см. М104
M110 Nnnn - Установить номер текущей строки
Nnnn - Номер строки
Пример: M110 N123
В этом примере устанавливается номер текущей строки 123. Таким образом ожидается, что следующая строка после этой команды будет 124.
M112 – Экстренная остановка
M114 - Получение текущих позиций
M115 - Получить версию прошивки
M119 - Получить статус концевиков
M140 - Установить температуру стола и НЕ ждать
Пример: M140 S65
Устанавливает температуру стола 65C и сразу же возвращает управление (то есть НЕ ЖДЕТ пока стол достигнет заданной температуры). Еще см. М190
M190 - Установить температуру стола и ждать
Устанавливает температуру в градусах Цельсия и ОЖИДАЕТ ее достижения. см. М140
М200 Dnnn Tnnn – Установить РЕАЛЬНЫЙ диаметр прутка филамента.
Dnnn – диаметр в мм.
Tnnn – номер экструдера. (для одноэкструдерных принтеров можно не указывать)
Пример: М200 D1.65
Используется для вычислений реального выдавливаемого объема.
Для установки номинальных параметров см. М404.
M201 Xnnn Ynnn Znnn Ennn – Установка максимальных ускорений (в мм/сек.в кв)
Xnnn, Ynnn, Znnn – ускорения в мм/сек в кв. для осей.
Ennn – ускорения в мм/сек в кв. для экструдера.
Можно использовать только один/два из параметров.
Пример: M201 X1000 Y1000 Z100 E2000
Для сохранения параметров в EEPROM использовать M500
М202 – Установка максимального ускорения для простого(холостого) перемещения.
!Не используется в Марлин! В мм/сек в кв. Пример: M202 X1000 Y1000
М203 Xnnn Ynnn Znnn Ennn – Установка максимальной скорости (в мм/сек)
Xnnn, Ynnn, Znnn – макс.скорость для осей.
Ennn – макс.скорость для экструдера.
Пример: M203 X6000 Y6000 Z300 E10000
Для сохранения параметров в EEPROM использовать M500.
М204 Pnnn Rnnn Tnnn – Установка ускорений (в мм/сек.в кв)
Pnnn – Ускорения при печати
Rnnn – Ускорение ретракта
Tnnn – Ускорения при холостых перемещениях
Пример: M204 P800 T3000 R9000
М205 Xnnn, Znnn, Ennn – Установка максимальных рывков(jerk) (мм/сек)
Xnnn – рывок по осям Х и Y. (по этим осям рывки одинаковые)
Znnn – рывок по оси Z.
Ennn – рывок для экструдера.
Пример: M205 X30 Z5 – Установить рывок по X/Y = 30, по Z рывок = 5.
Для сохранения параметров в в EEPROM использовать M500.
М206 Xnnn, Ynnn, Znnn – Установка смещений относительно концевиков(ноля)
Подобие команды G92, но эти смещения можно записать в EEPROM см. М500.
Пример: M206 X10.0 Y10.0 Z-0.4
M207 Snnn Fnnn Znnn – Установка параметров ретракта (втягивание прутка)
Snnn – положительное значение ретракта в мм.
Fnnn – скорость подачи мм/сек.
Znnn – лифт(подъем) головы по оси Z в мм при ретракте. (Помогает не задеть модель)
Пример: M207 S4.0 F2400 Z0.075
Используется впоследствии для команд G10 и G11.
M208 Snnn Fnnn – Параметры восстановления подачи прутка после ретракта
Snnn – положительное значение подачи в мм.
M209 Snnn – Вкл/выкл автоматического ретракта
Snnn – значение 1 – вкл, 0- выкл.
Используется, если слайсер не поддерживает команды G10 и G11.
Каждая команда «выдавливания» будет классифицироваться как ретракт, в зависимости от значения (положительное или отрицательное).
M218 Tnnn Xnnn Ynnn – Установка смещения головы
Tnnn - номер головы
Xnnn, Ynnn – координаты по Х,Y.
Пример: M218 T0 X50 Y10.5
M301 Hnnn Pnnn Innn Dnnn — Записать PID параметры хотэнда(!)
Hnnn – номер экструдера. H1 – первый эксрудер(хотэнд).
Pnnn - Коэффициэнт proportional (Kp)
Innn - Коэффициэнт integral (Ki)
Dnnn - Коэффициэнт derivative (Kd)
Пример: M301 H1 P1 I2 D3
Для записи PID стола смотри М304.
M302 Snnn – Разрешить выдавливание при температуре Snnn и выше.
Пример: M302 S170 – разрешить выдавливать(включать мотор экструдера) при температуре сопла 170С и выше. М302 S0 – выдавливать при любой температуре.
M303 Ennn Snnn Cnnn — Запустить процесс PID калибровки для стола/хотэнда
Ennn - E0 хотэнд, E1 стол.
Snnn – температура калибровки.
Cnnn – количество циклов калибровки. Больше циклов – точнее параметры.
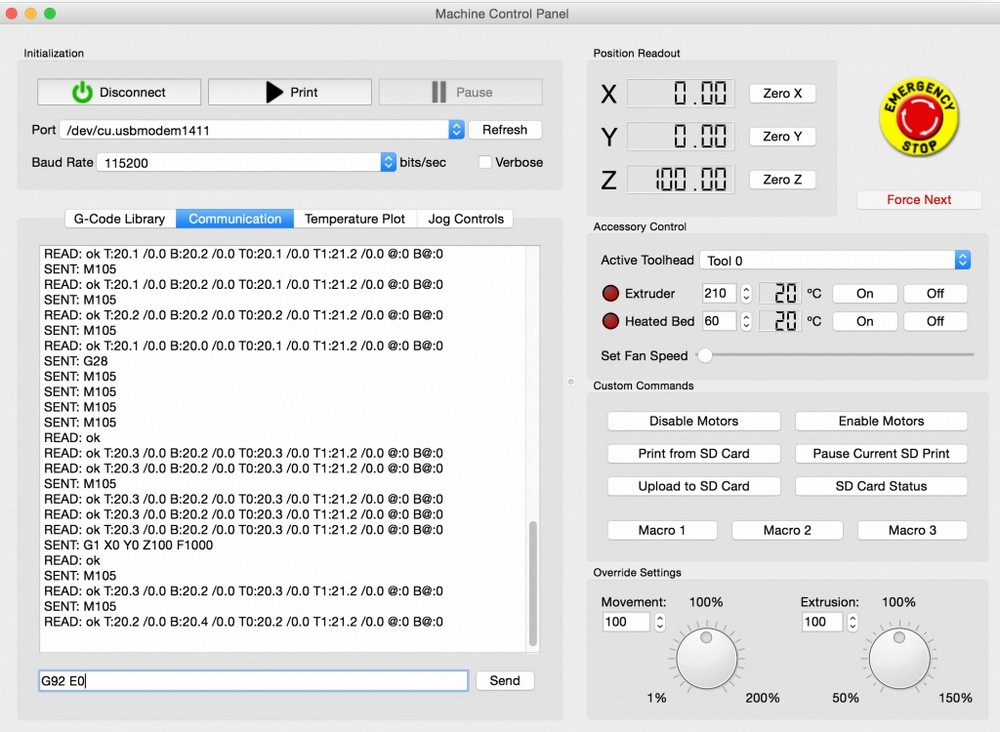
Параметры PID будут выведены строкой, на экран терминала программы работающей в соединении с принтером, например Repetier-Host.
M304 Pnnn Innn Dnnn — Записать PID параметры стола(!)
М301 – без параметров выведет текущие параметры.
Для записи PID экструдера смотри М301.
М404 Wnnn – Установка номинальной толщины филамента 1.75 или 3.
Wnnn – номинальная(теоретическая) толщина филамента в мм.
Пример: M404 W1.75
M404 – без параметров выведет текущее номинальное значение строкой.
Это значение используется для определения процентной разницы при автоматической настройке расхода в ответ на измеренную ширину нити и должно соответствовать значению, используемому для ширины нити в настройках слайсера.
Установка реальной толщины филамента см. М200.
М420 Snnn – Вкл/выкл использования сетки компенсации кривизны стола (MESH_BED_LEVELING)
Snnn – S1 вкл., S0 выкл.
M420 S1 – использовать при печати сетку компенсации кривизны стола загруженной из EEPROM.
См. G29 чтобы получить текущий статус и создать сетку компенсации кривизны стола.
М500 – Сохранение данных в EEPROM
М501 – Чтение данных из EEPROM
М600 – Команда для автоматической смены филамента
Краткая шпаргалка по калибровкам 3Д принтера (Marlin)
Здесь я размещу краткую шпаргалку по необходимым калибровкам 3Д принтера. Это шпаргалка больше для себя, но если еще кому-то пригодится — буду очень рад. Для калибровки понадобится любая программа, способная передавать g-code команды на принтер и отображать ответ, например Repetier-Host, но в некоторых случаях можно обойтись только меню принтера, если там есть соответствующие возможности. Калибровки будут относиться только к прошивкам на базе Marlin. По мотивам постов из этих ваших интернетов и видео с канала Дмитрия Соркина
Калибровка PID
Для калибровки PID экструдера или стола используется команда:
M303 E0 S235 C8 U
где M303 — команда калибровки
E0 — номер экструдера. Нумерация экструдеров начинается с 0. Т.е. 0 — это первый экструдер. E-1 это нагреваемый стол, можно калибровать и стол, если на нем включен PID
S235 — температура калибровки, здесь 235 градусов. Рекомендуется обычная температура печати для того пластика, который чаще всего используете
С8 — количество циклов калибровки. 8 волне достаточно
U — применить настройки сразу. Без этой команды калибровка просто покажет цифры, но не применит их в настройках.
N.B.: Имеет смысл перед калибровкой PID экструдера включить на половину мощности вентилятор обдува модели командой M106 S127 что бы привести ситуацию к более реальным условиям.
Вот пример результата калибровки в программе Repetier-Host (вывод в консоль):
Последние 3 строки — результаты калибровки. Их нужно внести в прошивку или указать в настройках (если в команде M303 не был указан параметр U), после чего записать в энергонезависимую память либо из меню принтера, либо с помощью команды M500.
Калибровка уровня стола для датчика BLTouch
Для калибровки уровня стола на принтере с установленным датчиком уровня BLTouch или 3DTouch, (при первой ли установке, просто так ли, или при любом вмешательстве в экструдер или печатную голову) необходимо выполнить серию команд, например в Repetier Host:
G90 - Переключение принтера на абсолютные координаты
M851 Z0 - Сбросить параметр Z offset, если он установлен в настройках
G28 - Парковка по всем осям
G29 - Запуск автокалибровки стола. Ждем пока закончится.
G1 X110 Y110 F6000 - Переместиться по координатам X=110 Y=110, со скоростью 6000 мм/мин (обычно в центр стола, тут имеется в виду стол 220мм на 220мм)
G1 Z0 F500 - Опустить головку в координату 0 по оси Z со скоростью 500 мм/мин
G91 - Переключение относительные координаты, что бы дальше подгонять зазор относительно текущего 0 по оси Z
M211 Z1 S0 - Отключить программные концевики оси Z, чтобы можно было уходить в минус по Z, если понадобится
Теперь с помощью листа бумаги калибруем зазор между соплом и столом с помощью команды:
G1 Zn - движение по Z, где n - величина перемещения в миллиметрах.
Возможны дробные величины, через точку. Возможны отрицательные величины. даем эту команду несколько раз, подгоняя зазор, что бы чувствовалось, как бумага трется об сопло. Например, зазор большой. Даем G1 Z1. Т.е. опускаем сопло на 1 мм. Если бумага свободно двигается, даем G1 Z1 еще раз. Если бумагу зажало, откатываемся вверх на 1 мм командой G1 Z-1 и начинаем опять опускать, но уже по чуть-чуть: G1 Z0.1 и т.п. Пока не будет нужного зазора.
M114 - После точной найтроки даем эту команду. Она Покажет текущие координаты. Координату по Z вносим в настройки, в параметр Z offset.
G92 - Сбросить все координаты в 0.
После чего сохраняем настройки в энергонезависимую память либо из меню принтера, либо с помощью команды M500.
После калибровки выключаем принтер, включаем снова, проверяем сохранился ли Z offset и пробуем что-либо напечатать и на первом слое подгоняем зазор с помощью babystepping-а. Значение, полученное в babystepping при идеальной толщине выкладки первого слоя добавляем к Z offset (если значение babystepping положительное, то увеличиваем Z offset, если значение babystepping-а отрицательное, то, соответственно, уменьшаем)
Автокалибровка стола в 3D-принтерах

Автокалибровка рабочего стола — это функция, доступная в некоторых FDM 3D-принтерах по-умолчанию, с завода. Кроме того, опытные специалисты могут самостоятельно установить датчик автокалибровки.

Рассказываем в этой статье о том, для чего нужна эта функция, и как её использовать.
Содержание
Зачем нужна калибровка печатного стола
Большинство FDM 3D-принтеров — это устройства, которые требуют активного участия мастера в процессе подготовки к печати. Одной из особенностей аппаратов является необходимость регулярной проверки уровня печатного стола. С течением времени конструкция FDM 3D-принтера может “разболтаться”. И это связано не только с регулировочными винтами стола, но и люфтом абсолютно всех винтовых соединений. Чаще всего это проявляется в вибрациях в процессе печати.
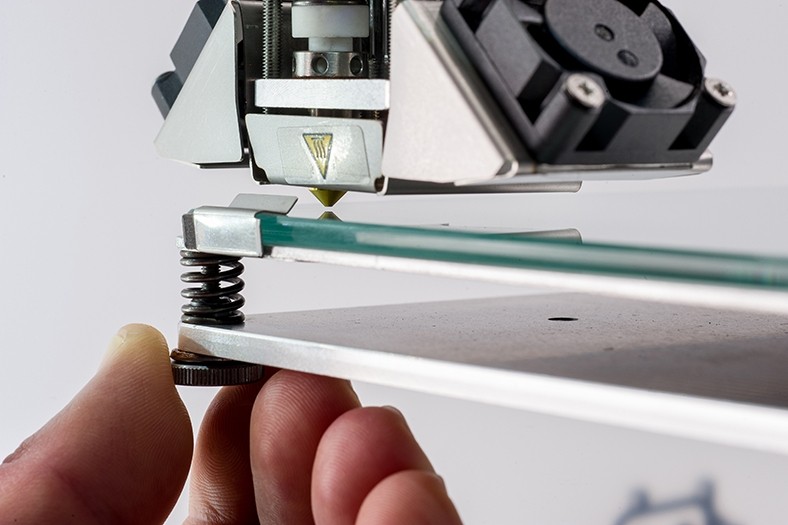
В результате отклонения стола от заданного уровня, расстояние между соплом экструдера и печатным столом меняется, на разное расстояние в разных точках. Это может привести к деформации печатной модели, искажению размеров и пропорций, засорению экструдера (когда сопло вплотную к столу и пластик не может выйти).
Это может быть вызвано отсутствием фиксатора резьбы и плохим качеством винтов регулировки уровня платформы. Также ошибка может быть обусловлена и действиями пользователя, например — если он неравномерно наклеил на печатный стол скотч.
Чтобы избежать проблем, пользователю необходимо проводить регулярную калибровку печатного стола. В бюджетных моделях эта работа выполняется вручную. Для этого стол оснащается регулировочными винтами. Однако на рынке представлены модели 3D-принтеров с автокалибровкой печатного стола, которая значительно упрощает эксплуатацию принтера.
Принцип автокалибровки стола 3D-принтера
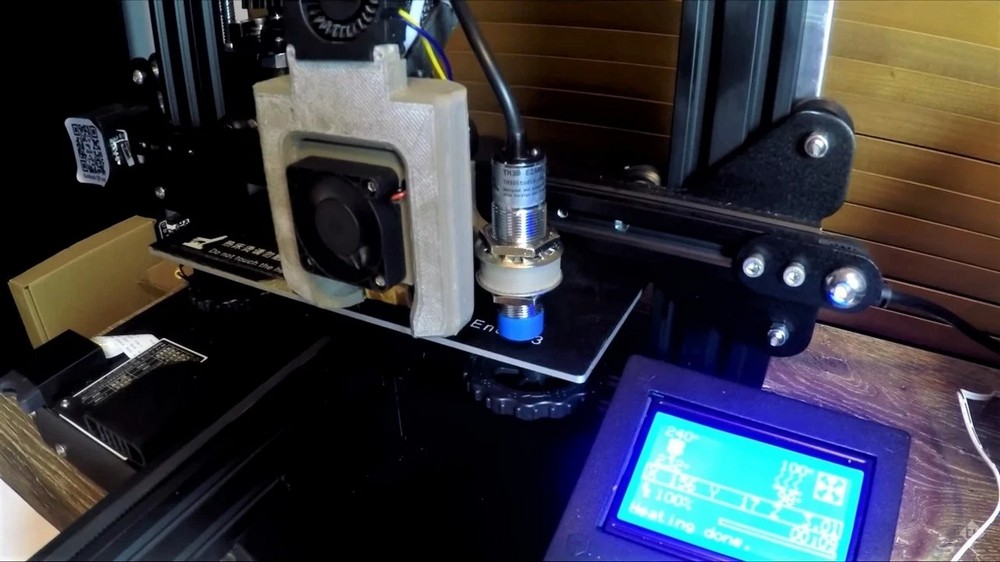
Как следует из определения, автокалибровка стола 3D-принтера — это механизм, который позволяет автоматически отрегулировать устройство. Перед началом печати 3D-принтер определяет положение печатного стола относительно экструдера и, при необходимости, регулирует положение сопла при печати.
Как правило, 3D-принтер с автоматическим выравниванием имеет сенсор приближения или контактный концевой датчик на уровне сопла печатающей головки, который «исследует» определенные точки на платформе при запуске процесса автокалибровки. Иногда, снабженный энкодером обратной связи, таким датчиком служит сам экструдер, а его щупом — сопло.
Одно из преимуществ автокалибровки в том, что она позволяет напечатать качественное изделие, даже если на столе есть визуально незаметные неровности. Такая ситуация может возникнуть при длительной эксплуатации аппарата при высоких температурах нагрева печатного стола.
Поскольку 3D-принтер в автоматическом режиме корректирует положение сопла относительно плоскости, сопло всегда находится на оптимальном расстоянии от печатной модели в процессе работы аппарата. Это, в частности, улучшает адгезию слоёв и качество печати.
При использовании непрофессиональных FDM 3D-принтеров, особенно из категории DIY (самосборных, поставляющихся как набор деталей), существуют обширные возможности для апгрейда, в том числе можно установить необходимый для автокалибровки датчик.
Автокалибровка на примере Simplify3D
Рассмотрим настройку автокалибровки на примере использования одной из самых популярных профессиональных программ для 3D-печати — Simplify3D.
Если 3D-принтер имеет функцию автоматического выравнивания печатного стола, то профиль Simplify3D для аппарата должен быть настроен для автокалибровки в начале каждой печати.
Если принтер используется впервые, можете загрузить стандартный профиль Simplify3D для определенного устройства, выбрав в программе пункт «Справка» > «Помощник по настройке». После загрузки профиля нажать «Изменить параметры процесса», перейти на вкладку «Сценарии» и выбрать сценарий запуска. Этот набор команд определяет действия, которые 3D-принтер будет выполнять в начале каждой печати.
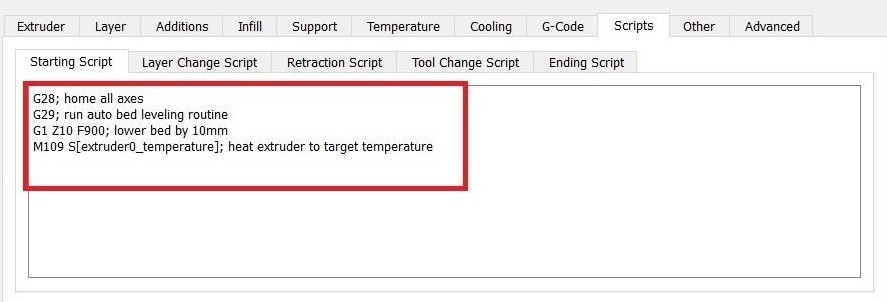
Для выполнения автокалибровки 3D-принтера следует внести правки в G-code сценария. Для этого: в начале файла необходимо добавить команду G29, которая сообщает принтеру, что нужно выполнить процесс автокалибровки стола. При этом 3D-принтер должен выполнить стандартную операцию возврата в исходное положение, прежде чем начнет процесс выравнивания, то есть команду G29 необходимо поместить после команды G28 (команда возврата в исходное положение) в сценарии.
Сценарии запуска могут отличаться в зависимости от модели. Существует несколько различных типов команд G28, таких как обычная «G28» (исходная точка координат по всем осям), «G28 X0 Y0» (только исходные координаты по X и Y) или «G28 Z0» (только исходное положение по оси Z). Чтобы сценарий работал корректно, команда G29 должна стоять после самой последней команды G28.
После внесения этих изменений необходимо сохранить новые настройки принтера. Чтобы проверить, были ли изменения успешными, достаточно начать новую печать на 3D-принтере и убедиться, что процесс автокалибровки стола выполняется в начале печати.
Процесс автоматического выравнивания в основном контролируется прошивкой, поэтому точные места, куда перемещается датчик, уже предварительно определены на аппарате. Пользователю остается добавить команду, указанную выше, а принтер выполнит остальное — настроит автоуровень стола.
Итого
Процесс автокалибровки упрощает 3D-печать, поскольку избавляет от необходимости проводить длительную ручную настройку. 3D-принтер с автокалибровкой гарантирует получение качественного результата при каждой печати.
Оснастить датчиком для автокалибровки можно аппарат, на котором не запланирована установка такого компонента, его использование станет возможным после внесения правок в G-code дефолтного сценария. Опытные пользователи с большим опытом могут сделать это самостоятельно, остальным советуем воспользоваться услугами специалистов. Такой апгрейд достаточно быстр и стоит недорого.
Читайте также: