Фрезеровка стола фрезерного станка
Обновлено: 19.04.2024
Видел у ребят из рекламной фирмы Жертвенный стол из пенополистирола (форекса), клеят двухсторонним скотчем.
Поделитесь, как лучше приклеить?
Просто фанера 12мм в некоторых местах прикрученная к столу. Уже два раза ровнял. Скоро выброшу и другой лист прикручу.
Если ты не можешь решить проблему, значит это не твоя проблема!
Мой канал на YouTube: YouTube
ЧПУ "Бобр" 600x500 мм
Стол изначально разбит на сетку с резьбовыми отверстиями. Прикинул, где крепить и самим станком потай сделал. К столу прикрутил. Потом 22мм фрезой выровнял в ноль. Файл сохранил. Второй такой же вырезать и прикрутить - делов на 5 минут.
Да конечно, извиняйте
Уже нарезал полоски для последующей клейки к столу. Как только закончу, обязательно выложу фото.
Но у меня смутные сомнения насчет приклейки к столу. Есть 2 варианта:
1 - приклеить на скотч двухсторонний
2 - на клей ПВА
но хотелось бы, чтобы в случае замены жертвенного стола, старый можно было без проблем удалить.
kimochi писал(а): Предлагаю выкладывать информацию касающуюся Жертвенных столов (из чего, толщина, крепление, фрезеровка и тп)
kimochi писал(а): Уже нарезал полоски для последующей клейки к столу. Как только закончу, обязательно выложу фото.
Не понравилось. Со временем начинают плясать полосы. Где-то скотч отошел или еще что-то. Можно фрезой сдвинуть. В общем фанера на скотче живет своей жизнью. Приклеивать намертво тоже не вариант. Остановился на вышеописанном. В планах поменять фанеру на какой-нибудь лист ПВХ.
У меня Ncstudio и Mach3 в одном компе спрятались. Но ровнял из Ncstudio. Проще. Пользуюсь именно таким способом. А сохранял сетку резьбовых отверстий с координатами отверстий и тех отверстий, которые впотай растачивал. Т.е. креплю на старый стол лист. Ноль по левому нижнему углу. Кидаю файл с сеткой и пуск. Сверлит сетку напротив отверстий в столе, где надо растачивает. Останавливаю. Перекидываю крепеж внутрь. Потом обрезка по макс. периметру. Готово! Старый вон, новый на место.
Материал стола на мой взгляд должен резаться не хуже, чем материал, который вы обрабатываете.
Почему-то хочется попробовать какой-нибудь вспененных ПВХ (под Д16Т), но не могу найти маленьких кусочков.
Пришел к тому же выводу. Клеил МДФ, со временем он начинает отходить в некоторых местах, особенно там куда попадает влага. Поэтому теперь полоски МДФ у меня прикручены к столу саморезами через каждые 6 см
Вчера половину поклеил на скотч двухсторонний тонкий, а вторую половину на клей ПВА-М (столярный). Думаю придется опытным путем узнавать, что будет лучше.
kimochi писал(а): Вчера половину поклеил на скотч двухсторонний тонкий, а вторую половину на клей ПВА-М (столярный). Думаю придется опытным путем узнавать, что будет лучше.
двухсторонний отвалится .
я сейчас все клеюна космофен и не парюсь . сохнет 5 минут и работай
пробывал клеить на многое . но результаты были одни итеже со временем . последнираз пробывал на жидкие гвозди . держалось долго .
ну еще из практики . .смотря что на что клеить. а в идиале практика показала что пвх 10мм луччше всех . не пухнет от изменения влажности . клеится за секунды (на космофен к примеру СА-500.200)
ни разу не отпало пока сам неотломаю . неоторву а именно отломаю,
так как только ломать приходится. ну и это не теория . а практика .
Фрезерный станок по металлу своими руками: чертежи, видео, фото
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам. Серийные модели такого оборудования давно и хорошо известны, они активно используются на большинстве производственных предприятий, работающих в различных отраслях промышленности. Отличает такие станки широкий функционал, позволяющий обрабатывать с их помощью заготовки из металла, древесины и ряда других материалов.

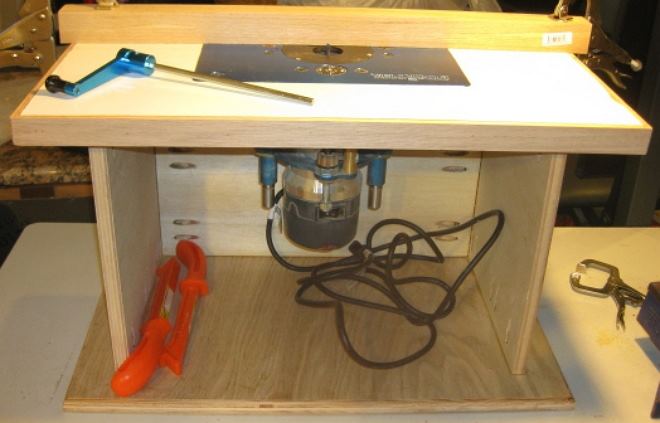
Пример фрезерного станка, сделанного своими руками
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как сделать фрезерный станок, используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.
Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Часто фрезерным станком называют фрезерный стол. Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.

Компактный фрезерный мини-станок, сделанный в домашних условиях
Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих. Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Прежде чем своими руками делать фрезерный станок, следует изучить принцип работы серийного оборудования, посмотреть видео его функционирования, составить чертеж, подготовить обязательные комплектующие и инструменты, которые понадобятся для сборки вашего домашнего станка.
Самодельный фрезерный станок: вариант №1

Самодельный станок и этапы его изготовления на фото ниже
Основание Детали стойки и держатель шпинделя Вертикальная направляющая (салазки резцедержателя токарного станка) Вертикальная направляющая (вид сзади)
Соединение основания со стойкой Соединение основания со стойкой (вид сзади) Крепим вертикальную направляющую к стойке Координатный стол G5757 «Прома» установлен на основании
Ходовой винт координатного стола Площадка для крепления шпинделя (выбрана фрезером) Основание со стойкой, направляющей и столиком Пара гирь от рычажных весов обеспечила вылет шпинделя
Тиски Крепление двигателя Крепление двигателя (вид сбоку) Приводной ремень
Самодельный фрезерный станок: вариант №2
Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.

Неплохой функционал и довольно простая конструкция
Автор объясняет процесс изготовления стойки для дрели, которая впоследствии станет фрезерным станком.
Разбор создания системы подачи фрезы, а также крепления фрезера (или дрели) к стойке станка с возможностью смены инструмента.
Разбор привода координатного стола для обеспечения возможности перемещения заготовки относительно фрезы.
Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.

Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.

Крупный станок с мощным электродвигателем
При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.

Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования. Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги. Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность. Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.
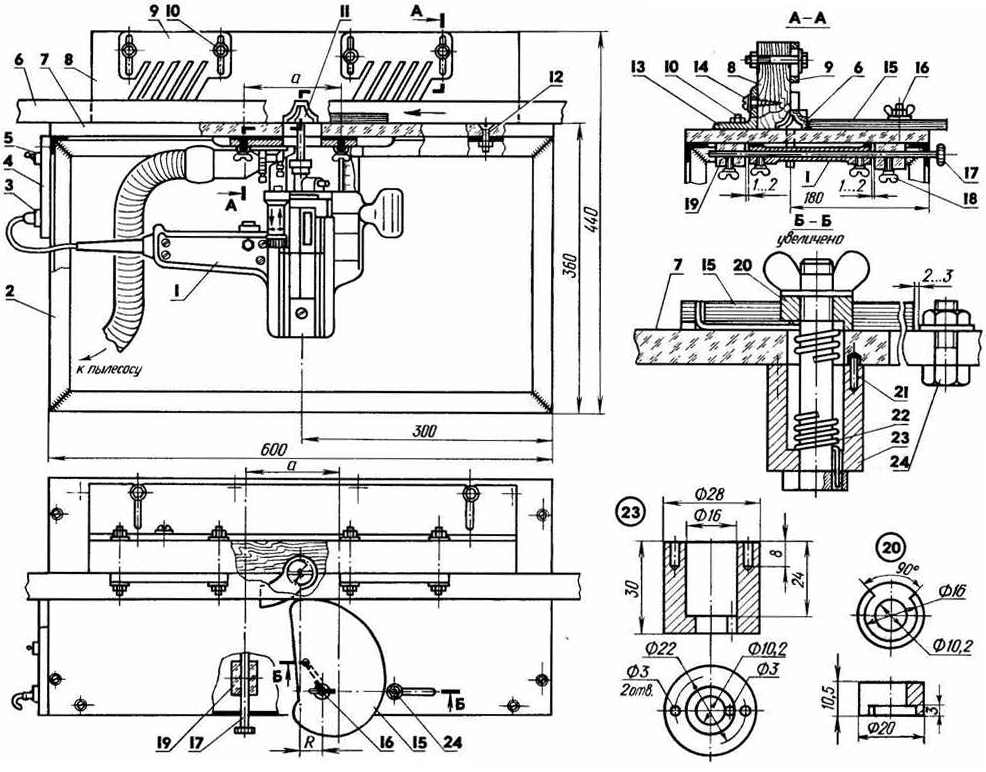
Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
- Первым этапом сборки самодельного станка является изготовление крышки. В качестве материала для нее можно использовать фанеру. Несложный процесс изготовления данного элемента выглядит следующим образом: из фанеры вырезаются заготовки определенных размеров, затем они соединяются между собой.
- Следующий этап сборки домашнего мини-станка — это монтаж крепежных элементов, установка фрезера и остальных конструктивных частей. Поскольку вы занимаетесь изготовлением фрезерного оборудования, то все работы следует выполнять с повышенной аккуратностью и точностью.
- После сборки рабочего стола на него необходимо установить монтажную пластину. С этой целью в поверхности рабочего стола делается углубление, контуры которого полностью повторяют форму монтажной пластины. В таком углублении монтажная пластина фиксируется при помощи двухстороннего скотча. Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин.
- Сам рабочий орган станка — копировальный фрезер — устанавливается в подшипниковые узлы, сборке которых следует уделить особое внимание.
- Все технологические отверстия, необходимые на поверхности рабочего стола, можно получить при помощи обычной ручной дрели.
- В вашем настольном мини-станке будет ряд деревянных поверхностей, которые необходимо тщательно отшлифовать при помощи наждачной бумаги.
- Следующий этап изготовления самодельного станка — это сборка основания, которую необходимо осуществлять в строгом соответствии с предварительно подготовленным чертежом.
- Особое внимание при сборке станка следует уделить процессу монтажа упора и прижимной гребенки.
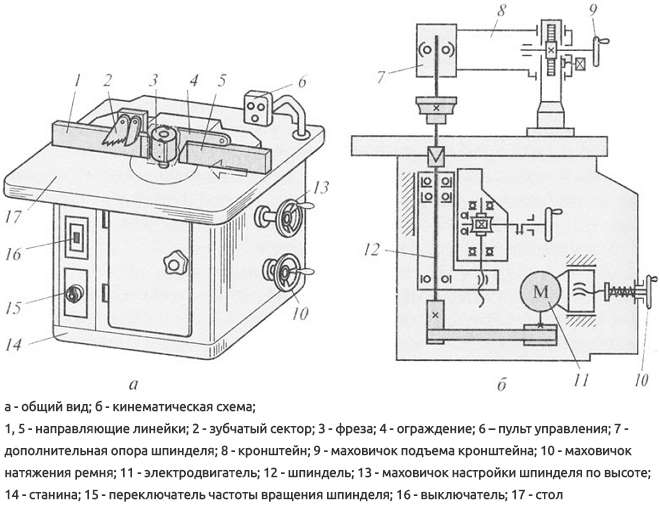
Общий вид и кинематическая схема фрезерного стола
Все конструктивные элементы самодельного фрезерного оборудования, о которых говорилось выше, оказывают большое влияние на работоспособность, точность и надежность станка, поэтому к вопросам их изготовления и установки следует подойти очень ответственно и аккуратно.
Чтобы ваш фрезерный станок, сделанный своими руками, был надежным, долговечным, точным и выглядел презентабельно, необходимо выполнить ряд завершающих процедур по его сборке.
- Все деревянные поверхности станка следует не только тщательно отшлифовать, но и обработать специальной масляной пропиткой, которая защитит их от негативного воздействия внешней среды.
- Органы управления фрезерным станком, а также все выключатели, необходимые для его полноценной работы, нужно разместить в доступном и удобном месте.
- Немаловажной деталью станка является специальный патрубок, к которому присоединяется шланг пылесоса, отвечающий за удаление мелких стружек из зоны обработки.
При изготовлении домашнего фрезерного станка надо действовать в строгом соответствии с чертежом и с алгоритмом сборки. При выполнении этих условий, а также при соблюдении аккуратности и точности сборочных работ можно рассчитывать на то, что ваше мини-оборудование будет долго радовать вас своей функциональностью, производительностью, точностью и надежностью.
Превратить обычный фрезерный станок в многофункциональное оборудование позволит наклонно-поворотный стол
Поворотный стол для фрезерного станка дает детали дополнительные степени свободы. Заготовка вращается вокруг оси, подставляя фрезе разные плоскости для обработки.
Наклоняется, чтобы в ней сделали косые и радиальные выборки. Приспособления используются на многих видах оборудования с поступательным движением рабочего стола.

Сфера применения и преимущества
Кроме фрезерного оборудования, поворотный стол устанавливается на сверлильные, расточные и другие станки, стол которых вместе с деталью перемещается только в горизонтальной или вертикальной плоскости относительно шпинделя с режущим инструментом.
Поворотный стол позволяет обрабатывать заготовки на фрезерном станке по контуру, создавая сложную конфигурацию, спиральные канавки, пазы и отверстия. В зависимости от типа поворотного стола, на станке можно вырезать в детали пазы под любым углом к базовой поверхности, сверлить и растачивать отверстия без переустановки детали с точностью до десятых, и даже сотых долей градуса.
Использование поворотного стола на фрезерном станке дает преимущества:
- фрезеровка верхней и боковых поверхностей;
- создание многогранников с одной установки;
- сверловка по периметру и под углом к поверхности стола;
- расточка по всем поверхностям прямая и под любым углом;
- создание спиральных канавок на поверхности детали;
- вырезка пазов любой конфигурации.
Поворотный стол позволяет делать обработку сложных деталей на фрезерном станке с одной установки.
При автоматическом вращении стола фрезеровкой делаются тела вращения, типа колец, цилиндров – высокопроизводительная черновая обработка.
Классификация
Поворотные столы классифицируются по разным параметрам:
- расположению пазов радиальное и параллельное;
- количество осей поворота одна или две перпендикулярные;
- габаритам – стандартизированные размеры;
- привод вращения планшайбы ручной и автоматический.
Для массового производства применяются приспособления с расширенным функционалом, совмещенные с делительной головкой и сложные конструкции для станков с ЧПУ.
Круглый
Самая простая конструкция поворотного стола. Заготовка вращается вокруг оси, расположенной вертикально.

Приспособление позволяет обрабатывать боковые поверхности, создавать многогранники, снимать фаски и делать пазы и расточку.
Справка! Самая простая конструкция поворотного стола. Можно сделать своими руками в домашних условиях.
Вертикально-наклоняемый
Стол вращается вокруг своей оси и наклоняется на 45⁰ в перпендикулярной плоскости. Используется для фрезеровки сложных рельефов, сверловки и расточки отверстий под углом к основанию. Устройство обеспечивает высокую точность пространственного расположения отверстий.

Вертикально-наклоняемый с поворотными дисками
Поворотные диски в комплекте поворотного стола используются как делительная головка. Обычно их 3 шт. с разным соотношением отверстий. Они механически проворачивают заготовку на определенный угол в соответствии с количеством зубьев. Использование приспособлений позволяет нарезать шестерни и зубчатые колеса с прямым и косым зубом.
Горизонтальный
Поверхность планшайбы расположена в плоскости оси Z. Устройство позволяет выполнять круговое фрезерование, обработку уступов, пазов, сверление расточку.

С вакуумным захватом (для агрегатов с ЧПУ)
На станках с ЧПУ для быстрой фиксации и центровки детали применяется пневматика. Крепление затягивается вакуумом при откачке воздуха. Компрессор включается автоматически, согласно программе. При необходимости заготовка быстро меняет свое положение, зажимаясь в патрон шпинделя и наоборот.
На вакуумном столе для фрезерного хорошо крепить заготовки из тонкого листа, алюминия, цветных мягких сплавов, которые деформируются при затягивании болтов.

Средства, расширяющие возможности металлообрабатывающего оборудования
Рабочий стол фрезерного станка движется линейно в 2 или 3 направлениях. Поворотный стол вращает заготовку, поворачивая ее к шпинделю с режущим инструментом, разными гранями и наклоняя под углом. Это позволяет производить несколько операций с одной установки, более точно выдерживать межцентровые размеры, расстояние от выступов и пазов.
Синусный
Синусный стол отличается высокой точностью. Поворачивается с точностью до одной секунды. Устанавливается зубчатых косозубых колес, спиральных канавок благодаря синхронному вращению планшайбы и ее наклона на угол. Для ручного управления имеется грубая и тонкая настройка, по 2 лимба на каждое перемещение.
Для сверлильного станка
Накладные поворотные столы устанавливаются на стол сверлильного станка при радиальном расположении отверстий. Равномерное вращение детали позволяет сверлу делать отверстия на равном расстоянии от центра вращения, исключая постоянные перестановки. Стол с наклоном до 45 градусов предназначен для сверловки под углом к поверхности детали.

Круглый, магнитный
Магнитные электрические катушки возбуждаются при подаче на них тока в несколько раз быстрее обычного механического крепления. Деталь, лежащая на рабочей поверхности, мгновенно притягивается или отпускается. Станочнику не надо крутить винты или ждать, когда они затянутся механически. При этом исключается перетягивание болтов.
Преимущества магнитного стола в быстром закреплении детали без вмятин и деформаций. Минус установки в ограниченном количестве материалов – только углеродистые и легированные стали намагничиваются.

Конструкция
Поворотный стол состоит:
- планшайба с пазами, на которой крепится деталь;
- диск зубчатый;
- червячный вал с лимбом и ручкой;
- корпус;
- основание.
Червячный вал образует зубчатое зацепление с диском и вращение с одной плоскости передается в другую. Все детали установлены в корпусе, планшайба сверху. В основании имеются пазы для крепления к рабочей поверхности оборудования.
ГОСТы
Основной документ, определяющий соответствие приспособления, ГОСТ 16935-93 Столы поворотные круглые с ручным и механизированным приводом. Он включает в себя требования к качеству материала корпуса: ГОСТ 1412, и ГОСТ 977. Конус изготавливается в соответствии с ГОСТ 2848. Приемка производится по ГОСТ 25889.2.
Сертифицированные модели
Наличие сертификата говорит о соответствии изделия всем стандартам и требованиям безопасности. Только после проверки по перечню характеристик, выдается сертификат качества. К таким моделям относятся следующие.
PROMA OS-250 250001
Применяется для фрезерных работ, сверления, нарезания резьбы.
- устанавливается вертикально и горизонтально;
- угол поворота 360⁰;
- пазы Т-образные 6 шт.
Устанавливается на небольшие фрезерные станки для изготовления единичных деталей и небольших партий.
Homge HUT-300 универсальный
Угол наклона 90 градусов. Установка заготовки упрощается за счет наличия 2 блокирующих болтов.

TSK 200 стол поворотный наклоняемый
Применяют для кругового фрезерования, расточки, создания углов и сложных конфигураций.
- стол поворотный с наклоном до 45⁰;
- управление механическое;
- высокая точность обработки.
Кроме этих приспособлений, сертифицированы модели Vertex, Энкор Корвет, изделия компании Purelogic R&D и многие другие.

Примерная стоимость
Цена зависит от конструкции и места продажи. В среднем круглый фрезерный стол продается в пределах 40 000 руб. За поворотный круглый с ручным и механическим перемещением просят 75 000 руб. Горизонтально- вертикальное устройство обойдется в среднем 113 000 руб.
Самодельный наклонно-поворотный для станков по металлу и дереву
В домашней мастерской, где стоит фрезерный станок, хорошо иметь в числе приспособлений поворотный стол. Они продаются в магазине, если надо изготавливать много деталей. Любители могут сделать приспособление сами.
Необходимые инструменты и материалы
Самостоятельно изготовить приспособление проще всего из токарного патрона. Для этого потребуются инструменты:
- отвертка;
- болгарка;
- ключи шестигранные и торцевые;
- сварочный аппарат.
Поворотный стол состоит из деталей:
- токарный патрон;
- основание с 2 ушами;
- лимб от кульмана; ;
- болты;
- 2 диска.
К основанию привариваются ушки с отверстиями под болты для крепления к рабочей поверхности станка. Лимб устанавливается между 2 шайбами выше основания. В теле патрона вырезается смотровое окно, чтобы видеть деления. Деталь зажимается в кулачки и проворачивается вручную.
Чертежи и расчет: При самостоятельном изготовлении приспособления из подручных материалов делается расчет хода червячного вала и количества зубьев на диске через его радиус. Затем подбирается метчик с нужным шагом для нарезки диска.
Пошаговая инструкция
Диск закрепляется на верстаке, одевается на ось. Устанавливаются фиксаторы. Вкручивается возле кромки винт, в который упирается метчик, вставленный в электродрель. Боком он упирается в поверхность диска. При вращении нарезает зуб. Червяк устанавливается в корпус в зацепление с нарезанными зубьями на диске. На его конец одевается лимб с ручкой. Все крепится к основанию.
Техника безопасности
При изготовлении приспособления необходимо проверить состояние инструмента и проводов электродрели и сварочного аппарата, заземление оборудования и розеток. Даже в домашней мастерской следует одевать спецовку с длинными рукавами и защитные очки. Рабочее место, должно быть очищено от лишних предметов и хорошо освещено.
Стол поворотный для фрезерного станка увеличивает функциональность оборудования, позволяет делать более сложные детали с меньшими затратами времени. Для домашнего использования приспособление можно сделать самостоятельно.
Фрезеровка стола фрезерного станка



Фрезерное дело. С.В.Аврутин
Содержание материала
- Фрезерное дело. С.В.Аврутин
- § 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
- § 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
- § 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- § 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- § 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
- § 6. УХОД ЗА СТАНКОМ
- § 7. ЭЛЕМЕНТЫ ФРЕЗЫ
- § 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
- § 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- § 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
- § 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
- § 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
- § 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
- § 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
- § 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
- § 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
- § 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
- § 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
- § 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
- § 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
- § 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
- § 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
- § 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
- § 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
- § 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
- § 30. ОТРЕЗНЫЕ РАБОТЫ
- § 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
- § 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
- § 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
- § 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
- Все страницы
§ 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
Плоскую поверхность, расположенную под углом к горизонтали, называют наклонной плоскостью. Короткую наклонную плоскость на детали обычно называют скосом.
Фрезеровании наклонных плоскостей и скосов можно производить:
а) с поворотом заготовки на требуемый угол;
б) с поворотом шпинделя станка на требуемый угол;
в) с применением угловой фрезы.
Рассмотрим отдельно каждый способ фрезерования.
Фрезерование с поворотом заготовки
Установка в универсальных тисках . Для установки детали (рис. 105, а) под углом можно использовать универсальные тиски (см. рис. 68, б). Закрепление детали в универсальных тисках производят, как в обычных машинных тисках. При установке универсальных тисков на нужный угол следует иметь в виду, что подлежащая обработке наклонная плоскость должна быть расположена горизонтально, т. е. параллельно поверхности стола (рис. 105, б).
Установка на универсальной плите . На рис. 106 показана заготовка, установленная на универсальной плите (см. рис. 62, в) для фрезерования наклонной плоскости. Заготовку крепят к столу универсальной плиты прихватами или болтами, как при закреплении на столе фрезерного станка.
Универсальные тиски и универсальные плиты применяют обычно в инструментальных и ремонтно-механических цехах при обработке единичных деталей и в механических цехах при изготовлении небольших партий изделий.
В инструментальных цехах для обработки наклонных поверхностей и скосов в деталях приспособлений и в штампах находят применение широкоуниверсальные фрезерные станки с наклоняемым столом (мод. 675 и 679). Наклон стола станка на требуемый угол обеспечивает надлежащее положение обрабатываемой поверхности, как при обработке в универсальных тисках и на универсальной плите.
Установка в специальных приспособлениях . При обработке наклонных плоскостей в большой партии одинаковых заготовок обычно применяют специальные приспособления.
На рис. 107, а показано приспособление для фрезерования скосов у слесарных молотков. Опорная плоскость приспособления обеспечивает быструю установку заготовки без разметки под нужным углом. На рис. 107, б показано приспособление для фрезерования наклонной плоскости клина. В этом приспособлении имеется два скоса. Две заготовки устанавливают в приспособление с двух сторон и фрезеруют одновременно одной цилиндрической фрезой.
Фрезерование наклонных плоскостей с поворотом заготовок на требуемый угол производят цилиндрическими или торцовыми фрезами аналогично фрезерованию горизонтальных плоскостей.
Фрезерование с поворотом шпинделя станка
Вместо поворота заготовки при фрезеровании наклонных плоскостей и скосов можно использовать поворот шпинделя. Это возможно на вертикально-фрезерных станках, у которых фрезерная бабка со шпинделем поворачивается вокруг горизонтальной оси в вертикальной плоскости (см. рис. 9).
Очень удобны для этой цели широкоуниверсальные фрезерные станки типа 6М82Ш (см. рис. 11), у которых вертикальная головка имеет поворот в вертикальной и горизонтальной плоскостях.
Этим же способом можно фрезеровать наклонные плоскости и на горизонтально-фрезерном станке, если станок имеет накладную вертикальную головку.
Накладная вертикальнаяголовка является специальной принадлежностью горизонтально-фрезерного станка. Наличие накладной вертикальной головки позволяет выполнять на горизонтально-фрезерном станке различные работы, обычно выполняемые на вертикально-фрезерном станке. На рис. 108, а показана одна из конструкций накладной вертикальной головки. Корпус 2 накладной вертикальной головки устанавливается на вертикальных направляющих станины станка и закрепляется болтами 1. Шпиндель 5 вращается в поворотной части 6 головки. Освободив болты, соединяющие поворотную часть 6 головки с ее корпусом, шпиндель можно повернуть в вертикальной плоскости и поставить под любым углом по шкале 4. Кольцо 3 служит для съема головки. Вращение от шпинделя станка к шпинделю головки передается при помощи пары цилиндрических зубчатых колес 7 и 8. Колесо 8 при помощи конуса насаживается на шпиндель горизонтально-фрезерного станка и передает вращение от шпинделя станка колесу 7, а затем через пару конических колес шпинделю 5 накладной вертикальной головки. В гнездо шпинделя 5 устанавливается фреза.
Благодаря наличию пары конических зубчатых колес шпиндель накладной головки можно повернуть вокруг шпинделя фрезерного станка на 360°, т. е. на полный оборот. Такое устройство накладной вертикальной головки позволяет устанавливать фрезу не только вертикально, но и под любым углом (рис. 108, б). Наличие накладной вертикальной головки значительно расширяет возможность применения горизонтально-фрезерных станков.
На рис. 109, а показана концевая фреза, установленная под углом 60° к вертикали для фрезерования скоса. Нужный угол наклона устанавливают поворотом вертикальной головки до совмещения рисок 0 и 60° на шкале. На рис. 109, б показана торцовая фреза, установленная под углом 30° к вертикали для фрезерования скоса, угол устанавливают поворотам вертикальной головки до совмещения рисок О и 30° на шкале.
Фрезерование наклонных плоскостей угловыми фрезами
Небольшие наклонные плоскости и скосы можно фрезеровать угловыми фрезами. В этом случае нет необходимости в повороте детали или шпинделя, угол наклона плоскости фрезеруемой детали обеспечивается формой самой фрезы.
Угловые фрезы . На рис. 110, а показана одноугловая фреза, предназначенная для обработки плоскости, наклонной к оси фрезы под определенным углом. Различают одноугловые фрезы с углом Θ, равным 55, 60, 65, 70, 85 и 90°.
Двухугловой называют фрезу, у которой вторая режущая грань фрезерует также наклонную плоскость. Различают
фрезы Двухугловые симметричные (рис. 110, б) и несимметричные(рис. 110, в). Угол наклона δ второй грани несимметричной двухугловой фрезы обычно равен 15, 20 и 25°. Угловые фрезы изготовляют с остроконечными зубьями.
Фрезерование угловыми фрезами производят на горизонтально-фрезерных станках. Угловые фрезы устанавливают и закрепляют на оправках таким же образом, как цилиндрические.
Режимы резания . При работе угловыми фрезами скорости резания и подачи на зуб назначают меньшими, чем при работе цилиндрическими фрезами, так как условия работы этих фрез значительно труднее.
Пример обработки . Рассмотрим фрезерование двух сопряженных наклонных плоскостей. На рис. 111, а дан чертеж призмы, а на рис. 111, б — эскиз обработки угловой выемки. Для фрезерования необходима двухугловая симметричная фреза с углом наклона граней 45°. Диаметр фрезы примем равным 75 мм. Такая фреза имеет 22 зуба. Режимы резания: глубина фрезерования t=12 мм, подача 0,03 мм/зуб, скорость резания 11,8 м/мин, что соответствует 50 об/мин.
Выбираем имеющееся на станке 6М82Г число оборотов шпинделя, равное 50-об/мин. Минутная подача при этом должна составлять 0,03X22X50 = 33 мм/мин. Выбираем имеющуюся на станке подачу 31,5 мм/мин. Настраиваем станок на выбранные скорость резания и подачу, производим фрезерование подобно фрезерованию горизонтальных плоскостей. Обработанную плоскость проверяют шаблоном.
Возможный брак при фрезеровании наклонных плоскостей и скосов
При фрезеровании наклонных плоюкостей и скосов цилиндрическими, торцовыми и угловыми фрезами, кроме дефектов по чистоте поверхности и брака по размерам, возможен брак вследствие несоблюдения заданного угла наклона обработанной плоскости.
Причинами такого брака могут быть неверная разметка, неверная установка заготовки, плохая очистка стола станка и тисков от стружки, слабое крепление тисков или поворотного стола под углом и биение фрезы.
§ 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ

Обработка плоскостей цилиндрической фрезой является простейшей операцией, но она требует от фрезеровщика внимания и аккуратности. На рис. 84 показан стальной брусок, у которого надо профрезеровать одну плоскость, причем на обработку дан припуск 3 мм. Чистота поверхности, заданная по чертежу, соответствует третьему классу ( мм.
Фрезерование будем производить в один черновой проход цилиндрической фрезой с крупными зубьями. Фрезу выбираем с винтовыми зубьями для более спокойной работы. Заготовку закрепляем в тисках.
Подготовка к работе

Установка и закрепление фрезы . Выбираем цилиндрическую фрезу с винтовыми зубьями диаметром 80 мм, шириной 80 мм, с отверстием диаметром 32 мм и числом зубьев 10. Материал фрезы — быстрорежущая сталь марки Р18.
Цилиндрическая фреза выбрана по ГОСТ 3752—59. Если в кладовой имеются фрезы по старым ГОСТам, отличающиеся диаметром и шириной от рассмотренной в данном примере, следует подобрать фрезу с подходящими размерами, например диаметром 75 мм, шириной 75 мм и с числом зубьев 8.
Для установки и закрепления фрезы следует:
1. Поставить поворотом крестообразной рукоятки хобот станка в крайнее переднее положение, отвернув предварительно винты (рис. 85, а).
2. Снять серьгу, отвернув предварительно крепящий винт (рис. 85, б).
3. Протереть насухо конус фрезерной оправки и коническое гнездо шпинделя станка (рис. 86).
Настройка станка на режим фрезерования
Как уже известно, режим фрезерования состоит из следующих элементов: ширины фрезерования, глубины резания, подачи и скорости резания.
Ширина фрезерования задана условиями обработки и составляет 60 мм. Ширину фрезы берут несколько больше ширины фрезеруемой поверхности. В данном случае ширина фрезы 80 мм.
Так как фрезерование будем производить за один проход, то глубина резания в нашем примере задана условиями обработки и равна 3 мм.
Подачу на зуб назначают в зависимости от требуемой чистоты фрезеруемой поверхности: чем выше класс чистоты, тем меньшую назначают подачу. Фрезеруемая плоскость бруска согласно рис. 84 должна иметь чистоту по 3-му классу. Для достижения такой чистоты задана подача sзуб =0,08 мм/зуб.
На скорость резания влияют следующие условия: качество материала обрабатываемой заготовки, режущие способности материала фрезы, ширина и глубина фрезерования, подача на зуб, наличие охлаждения, отсутствие вибрации станка. Для облегчения выбора скорости резания имеются специальные таблицы, в которых учитываются эти условия. Пусть задана по этим таблицам скорость резания υ = 27 м/мин. Надо определить число оборотов шпинделя станка.
По лучевой диаграмме (см. рис. 54) скорости резания υ = 27 м/мин при диаметре фрезы 80 мм соответствует число оборотов между n6=100 и n7=125. Выбираем меньшую ступень оборотов шпинделя п6= 100 об/мин и настраиваем коробку скоростей на эту ступень. Здесь и в дальнейших примерах принято, что работа ведется или на горизонтально-фрезерном станке 6М82Г, или на универсально-фрезерном станке 6М82. В случае работы на станке другой модели числа оборотов шпинделя и подачи стола могут не совпадать с указанными в примерах.
При этом скорость резания по формуле (1) об/мин, число зубьев фрезы z=10 и заданной подаче sзуб =0,08 мм/зубминутная подача s определится по формуле (4): мм/мин и настраиваем коробку подач на эту ступень.
Таким образом, фрезерование будем производить цилиндрической фрезой 80X80X32 мм с винтовыми зубьями (материал фрезы — быстрорежущая сталь Р18) при глубине резания 3 мм, ширине фрезерования 60 мм, продольной подаче 80 мм/мин, или 0,08 мм/зуб, и скорости резания 25,1 м/мин. Фрезеровать надо с охлаждением.
На производстве режимы резания для фрезерования заданной заготовки обычно дают фрезеровщику в виде операционной карты, и в его задачу входит настройка станка на заданный режим. Однако квалифицированный фрезеровщик должен уметь самостоятельно выбирать режимы резания по соответствующим таблицам, исходя из условий обработки.
Приёмы фрезерования плоскости бруска
Автоматизация выключения подачи
Для своевременного выключения подачи по окончании рабочего хода фрезерные станки имеют соответствующее устройство, позволяющее автоматически, т. е. без непосредственного участия фрезеровщика, останавливать перемещение стола.
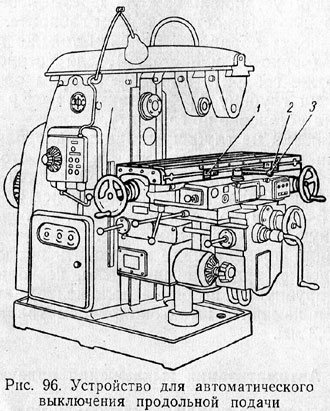
На рис. 96 показано устройство для автоматического выключения продольной подачи горизонтально-фрезерного станка 6М82Г. Упорные кулачки 1 и 2 устанавливают и закрепляют в боковом продольном пазе стола в положения, соответствующие началу и окончанию рабочего хода при фрезеровании. После включения вправо рычагом 3 механической подачи стол получает перемещение и движется с закрепленной заготовкой слева направо до тех пор, пока кулачок 1 не упрется в выступ на рычаге 3и не поставит его в среднее положение, выключив тем самым механическую подачу. Если работают с подачей справа налево, после включения влево рычагом 3 механической подачи стол движется до тех пор, пока кулачок 2 не упрется в выступ на рычаге 3 и не поставит его в среднее положение, выключив механическую подачу.
Подобные устройства имеются в фрезерных станках для автоматического выключения поперечной и вертикальной подач (см. рис. 26 и 27).
Если по условиям работы не требуется автоматическое выключение подачи стола, то кулачки устанавливают и закрепляют в крайних рабочих положениях стола, чтобы в случае небрежности или рассеянности фрезеровщика не произошло поломки механизма подачи.
Возможный брак при фрезеровании плоскостей
Читайте также: