Фрезеровка на поворотном столе
Обновлено: 05.07.2024
Фасонные поверхности фрезеруют на круглом поворотном столе, являющемся принадлежностью вертикально-фрезерного станка.
Круглые поворотные столы выпускают с ручным приводом, с ручным и механическим приводом от станка, с приводом от индивидуального электродвигателя. Поворотные столы с ручным приводом нормализованы, имеют общую конструкцию. Диаметры стола 160, 200, 250 и 320 мм. На рис. 139 показан общий вид стола.
Каждый стол состоит из основания (плиты) и поворотной части (планшайбы). Плиту поворотного стола крепят к столу станка с помощью болтов, вставляемых в Т-образные пазы стола. При вращении рукоятки 1 через червячную пару (передаточное отношение червячной пары 1:90) поворачивается поворотная часть стола. После поворота планшайбу жестко закрепляют на плите рукояткой 5. Центральное коническое отверстие с конусом Морзе № 3 или 4 на планшайбе служит для центрирования поворотного стола, а Т-образные пазы — для закрепления приспособлений или заготовок. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Винт 2 служит для фиксации рискоуказателя на круговой шкале стола, а винт 8 — для фиксации лимба на рукоятке 1. Эксцентриковая гильза 7 предназначена для регулировки зазора червячной пары, а также для вывода ее из зацепления в случае, когда нужно быстро повернуть стол на требуемый угол. Стопорят гильзу 7 рукояткой 6. Ограничение угла поворота стола производится передвижным регулируемым ограничителем 4 поворота стола, а освобождают ограничитель поворота стола рукояткой 3.
Поворотные столы с ручным и механическим приводом выпускают с диаметрами стола 320, 400, 500 и 630 мм (рис. 140). Эти столы имеют два червяка: один для ручного, другой для механического поворота планшайбы от привода станка. Вручную стол можно вращать маховичком 6.
Для привода круглых столов на фрезерных станках моделей 6Н11, 6М12 и 6М13 в механизме подач стола имеется специальный валик. На других моделях консольно-фрезерных станков передача вращательного движения столу осуществляется от ходового винта продольной подачи стола. В обоих случаях вращение планшайбы производится через вал, расположенный под рабочим столом станка параллельно ходовому винту продольной подачи, зубчатую передачу, заключенную в специальном кронштейне, через шарнир 3 и телескопический вал 4.
Включение вращения от привода производится рукояткой 5. Каждый стол снабжен кулачками 2, ограничивающими участки круговой обработки, передвигаемыми и закрепляемыми в круговом пазу 1, и реверсивным механизмом для изменения направления вращения планшайбы. Эти столы, как и столы с ручным управлением, имеют стопорное устройство, позволяющее жестко закреплять планшайбу в требуемом положении с помощью рукоятки 7.
На поворотном столе обрабатываемые заготовки закрепляют вручную. Для сокращения вспомогательного времени на крепление заготовок применяют поворотные столы со встроенным пневматическим или гидравлическим приводом. На рис. 141 показан общий вид поворотного стола с диафрагменным пневмоприводом для закрепления обрабатываемых заготовок. Крепление заготовок происходит следующим образом. В столе имеется шток с резьбовым отверстием, в которое ввинчивают сменные тяги. С помощью этих тяг производят закрепление обрабатываемых заготовок или освобождениеих поворотом рукоятки распределительного крана 1. Маховиком 2 осуществляется вращение стола.
На рис. 1.42 показаны схемы наладок для закрепления заготовок на столе с диафрагменным пневмоприводом. На таких столах заготовки крепят через сменные тяги различных конструкций, ввинчиваемые в резьбовые
отверстия штока стола.
Столы с индивидуальным электроприводом. Вращение стола от привода станка связано с большой затратой времени на наладку станка (установка кронштейна с зубчатыми колесами, установка промежуточного валика с шарнирами и др.). Поэтому целесообразно применять переносный накладной стол с индивидуальным приводом. Его можно установить на любом вертикально-фрезерном станке. Такие столы имеют необходимый комплект сменных зубчатых колес, позволяющих получить требуемую окружную скорость (круговую подачу) планшайбы.
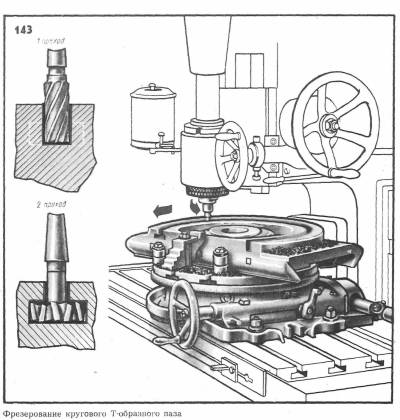
Рассмотрим наладку и настройку стайка на фрезерование кругового Т-образного паза (рис. 143). Материал заготовки — серый чугун (НВ = = 180 кГ/мм2). Размеры Т-образного паза примем такими же, как и в ранее рассмотренном примере обработки прямолинейных Т-образных пазов (см. рис. 128). Как и в предыдущем случае, обработку кругового паза производят за два прохода: сначала фрезеруют прямоугольный паз концевой фрезой, а затем фрезой для Т-образных пазов.
Установка круглого поворотного стола. Перед установкой стола необходимо тщательно протереть основание поворотного стола и поверхность станка, на которой его устанавливают. Ввести в соответствующие пазы стола станка с двух сторон прижимные болты с гайками и шайбами и закрепить поворотный стол. Вставить в центральное коническое отверстие круглого поворотного стола центрирующий штифт. Заготовку устанавливают и закрепляют с помощью центрирующего штифта, прихватов или сменных тяг в случае применения стола с пневмоприводом для закрепления заготовок.
При фрезеровании круговых пазов необходимо совместить центр окружности кругового паза с центром поворотного стола. При вращении кругового поворотного стола вокруг вертикальной оси каждая точка заготовки будет перемещаться по окружности радиусом, равным расстоянию этой точки от центра стола.
Кроме совмещения центра оси стола с центром окружности кругового контура необходимо также совместить ось концевой фрезы с осью симметрии паза, иначе говоря, расстояние между центром поворотного стола и центром концевой фрезы должно быть равно радиусу окружности оси паза.
Таким образом, при обработке круговых пазов очень важно правильно установить заготовку. Правильность установки можно проверить путем легкого касания заготовки вращающейся: фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°.
Фрезеровка на токарном станке и что для этого нужно

Собственно, меня об этом уже предупреждали, так что я был готов морально и материально, однако не все оказалось так просто, как думал. Ценник на такие станки начинался от 50тр, т.е. даже дороже чем на токарные, по весу и размеру они никак не вписывались в интерьер кухни, не говоря уже о моей маленькой комнатке для занятий музыкой, где я частенько точил резцы, чтобы лишний раз, не бесить соседей.
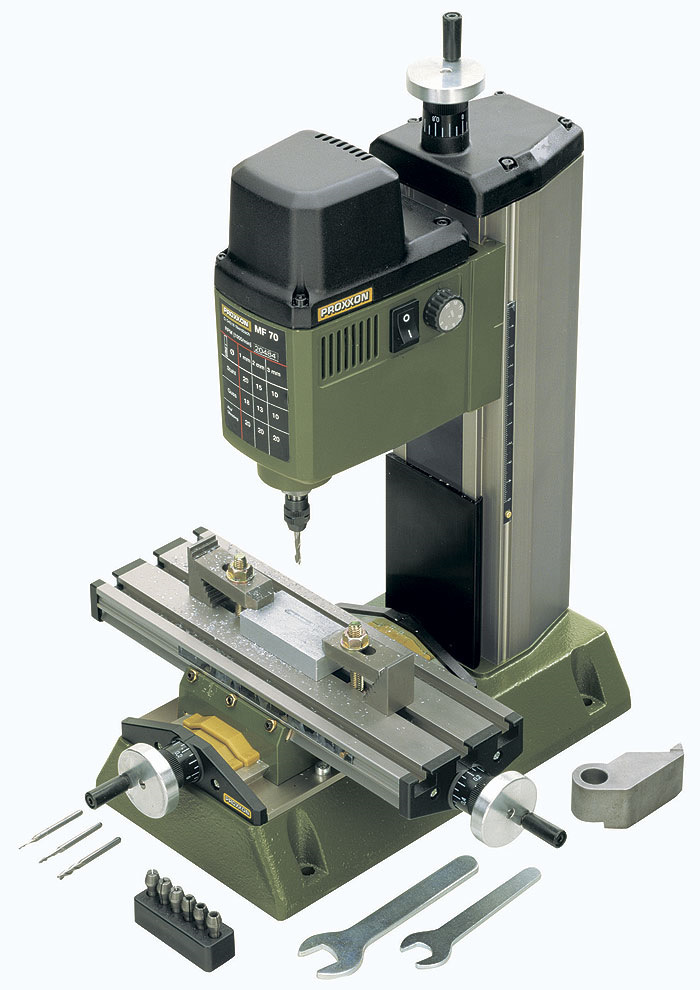
Когда начал копать глубже, смотреть характеристики, то тут все оказалось еще печальнее. Большинство станков имело слабые моторчики и каждый второй из бюджетных, покупатели потом переделывали. Очень понравился мне Proxxon MF-70.
Потом я увидел комбайн от того же проксона.

Не прочитай я про опыт модернизации MF 70, думал бы, что тут все будет хорошо. Но сама идея совмещения токарного и фрезерного станков на одной площади мне понравилась.
Начал искать модули модернизации токарника за счет установки такой вот фрезерной головы. Увидел на модели MML 2550 такой аксессуар, как фрезерная голова MetalMaster BF20 Vario. Аналогичные варианты были и у других поставщиков.

Полез смотреть обзоры и наткнулся на видео, где показывали MML 2550 с фрезерной приставкой в работе. Как только увидел, как раскачивается станок при работе, сразу понял, что с моей кухонной тумбой это не вариант. Будет фрезер долбиться как в колокол, без прикручивания станка к какой-то поверхности.
Тяжело было расставаться с мыслью о фрезерочке, уж больно все красиво выглядело на картинках. Но я снова полез в поиск и нашел такую тему, как фрезерная приставка к токарному станку.

Эта штука ставится вместо резцережателя и позволяет зажимать деталь, двигая ее по вертикали. По сути, это та же самая резцедержка, только с возможностью вертикального перемещения.
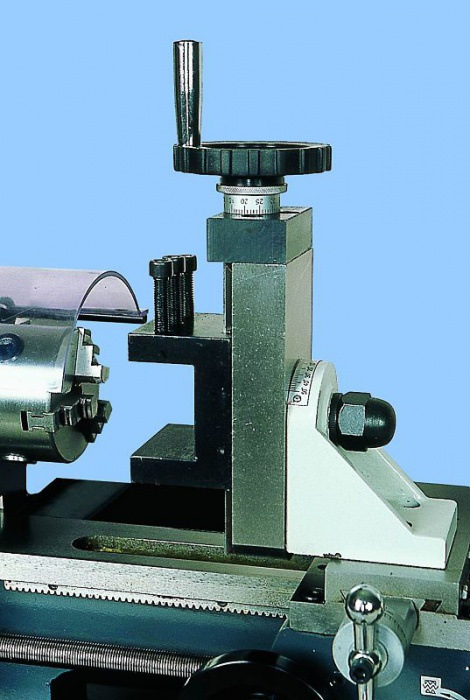
Сзади находится гайка, которая фиксирует приспособление под разными углами. Т.е. можно фрезеровать более сложные поверхности. В качестве компромиссного варианта, вполне приемлемо. Ценник находился в пределах 10тр, меня более чем устраивало. Стал ждать подходящего случая, чтобы купить.
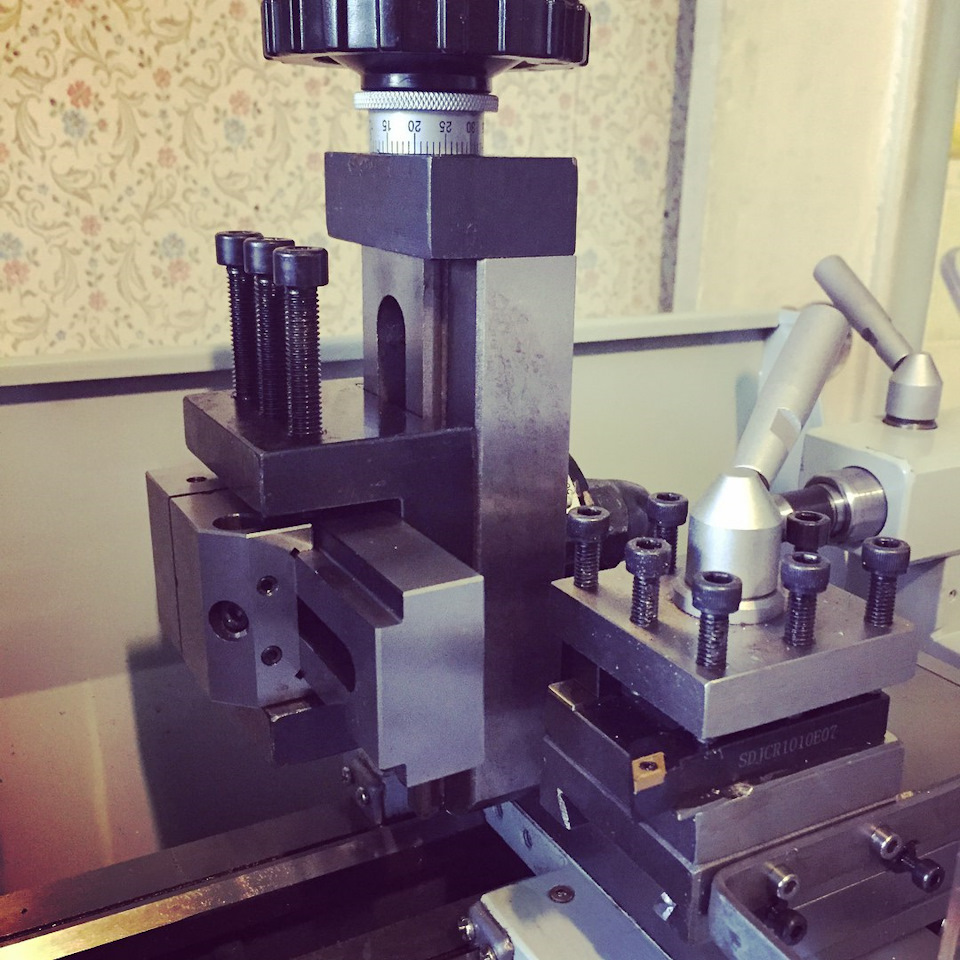
И тут случайно, увидел объявление на авито, где продавалось такое фрезерное приспособление, совершенно новое, в комплекте с тисками, цанговым патроном на 100мм (как на моем станке) и комплектом фрез. Не стал ждать, поехал и купил.

Цанговый патрон интересен тем, что им можно более плотно зажимать фрезы, чем кулачками обычного патрона. Нет рисков порчи кулачков при проворачивании фрезы.

Тисочки удобны для зажимания мелких деталей, потому что не все можно зажать тремя болтами.
Домой это дело тащил в два захода, потому что общий вес оказался примерно 11кг.
Примерил на станок, выяснилось, что нужно сверлить в платформе отверстия под установку, иначе никак.
Сначала думал сделать это обычной дрелью, но потом поехал и купил сверлильный станок Procraft BD-1550

Которым и просверлил 3 отверстия, после чего нарезал в них резьбу М6 и прикрутил туда фрезерное приспособление.
Радость была недолгой, потому что через некоторые время пришло понимание того, что не все фрезерные задачи можно выполнить с помощью данного приспособления. Вот к примеру, проточить клинья у меня не получилось, потому что не знал как зажать их под нужным углом.
В результате, я нашел на авито недорогой фрезерный станок JET JMD-1 и купил.

Вместо того, чтобы купить большой фрезерный станок, я как идиот, купил фрезерное приспособление, чтобы установить которое и просверлить 3 дырки, купил сверлильный станок и после этого, все равно купил маленький хреновенький фрезер. А в сумме, траты были как раз на покупку б.у. фрезерного станка, классом выше.
С другой стороны, я прикинул, что фрезерное приспособление на токарном, может когда и пригодится, ведь в нем 650вт двигатель и вес 60кг, который я не сдвину, купи я фрезер такого размера. А мой маленький фрезерок весом 40кг, я спокойно вынимаю из под стола и потом туда же ставлю. А если мне нужно просто просверлить пару дырок, то Procraft BD-1550 отлично с этой задачей справляется, благо там моторчик достаточно мощный и передачи через ремень.
Так что, я просто сделал себе коктейль из виски с колой и обмыл приобретение.
А после этого, спокойно поехал в отпуск, тратить то, что осталось от зарплаты с отпускными. :-)
З.Ы. В чем глупость происшедшего. Рядом на авито висел станок типа WMD16 от какого-то более менее нормально производителя, который я мог сразу купить за 45тр и сэкономил бы и 18тр и 29тр за которые было куплено приспособление и фрезерный станок, соотвественно. Потом я доводил до ума станок, купил ему длинный фрезерный стол, металлические шестерни и чуть было не поставил новый сервомотор, если бы мозг случайно не включился и я не купил большой фрезерный станок Корвет 414, а все что касалось маленького фрезера, удачно продал кучкой. Токарный я тоже потом поменял на более крупный джет. Вот так закончилась данная история. Только несчастный сверлильный станок все еще одиноко стоит под столом.
Самодельный фрезерный стол

Пост для любителей столярки. У каждого столяра теперь есть такой элетроинструмент как ручной фрезер, сделать им можно если не всё, то очень многое. При этом, одной из возможностей увеличить функионал этого инструмента, является — установка в стол. Но не простой, а специательный — фрезерный. О нём и расскажу.
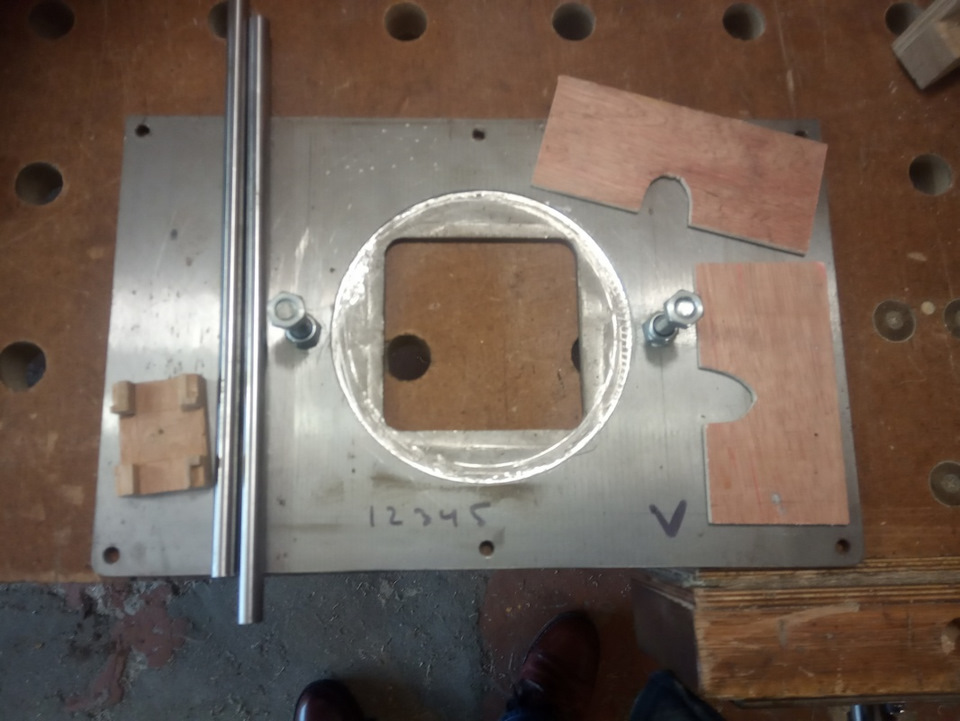
Этот стол у меня уже третий, предыдущий два варианта не устроили. Из покупного здесь направляющие алюминиевые профили, транспортир с ползуном и пластиковый фланец для шланга стружкососа. Станочная обработка — пластина(фрезеровка, шлифовка), и два металлических прутка(токарка). Остальное — самодельное. Столик — мобильный, устанавливается на время работы на верстак.
Столешница сделана из двух кусков ДСП, остались от изготовления кухни, скрепил между собой на саморезы, торцы оклеил рейкой из ясеня.

Далее выпилил окно для фрезера, профрезеровал для пластины четверть, и пазы для направляющих профилей(один длинный для перпендикулярного пора, и два коротких для параллельного).

Далее забил зыбивные гайки, в них вкручиваются винты с плоскими шляпками под шестигранник, для регулировки пластины относительно столешницы.

Все открытые поверхности ДСП после пиления и фрезеровки пропитал несколько раз лаком НЦ, чтобы не разбухала.
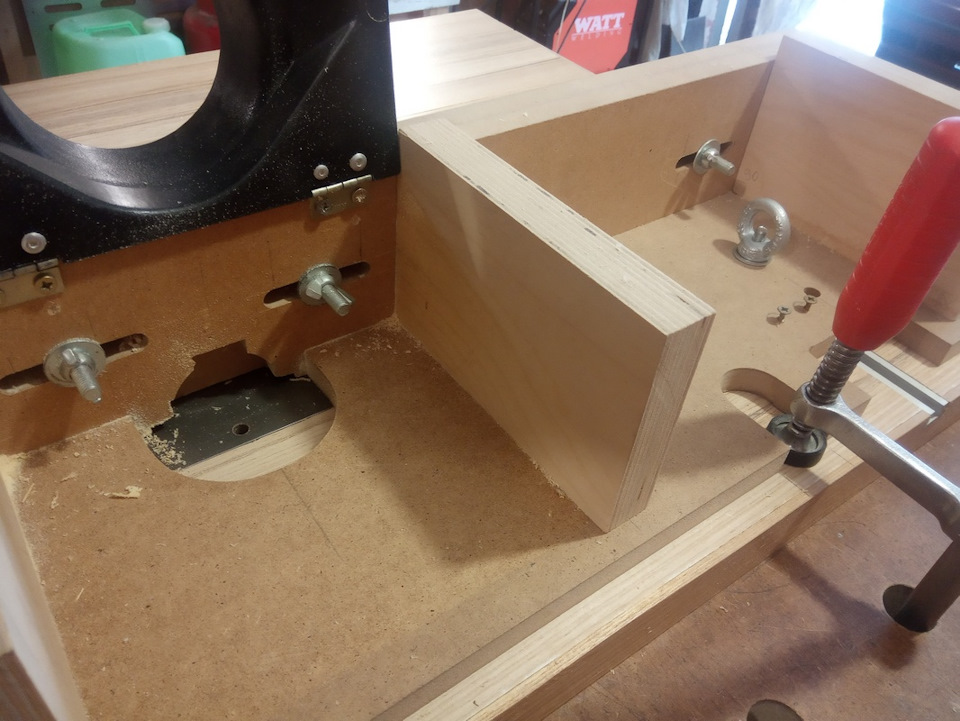
Далее на фото мой фрезерный скарб, справа — лифт для подъёма фрезы, когда фрезер вверх тормашками. Делал ещё для первого столика, временный вариант, да так и живет, и кочует от столика к столику. Устривает, менять не хочется.

В чумадане — фрезы. В основном "энкор корвет", зело рекомендую.

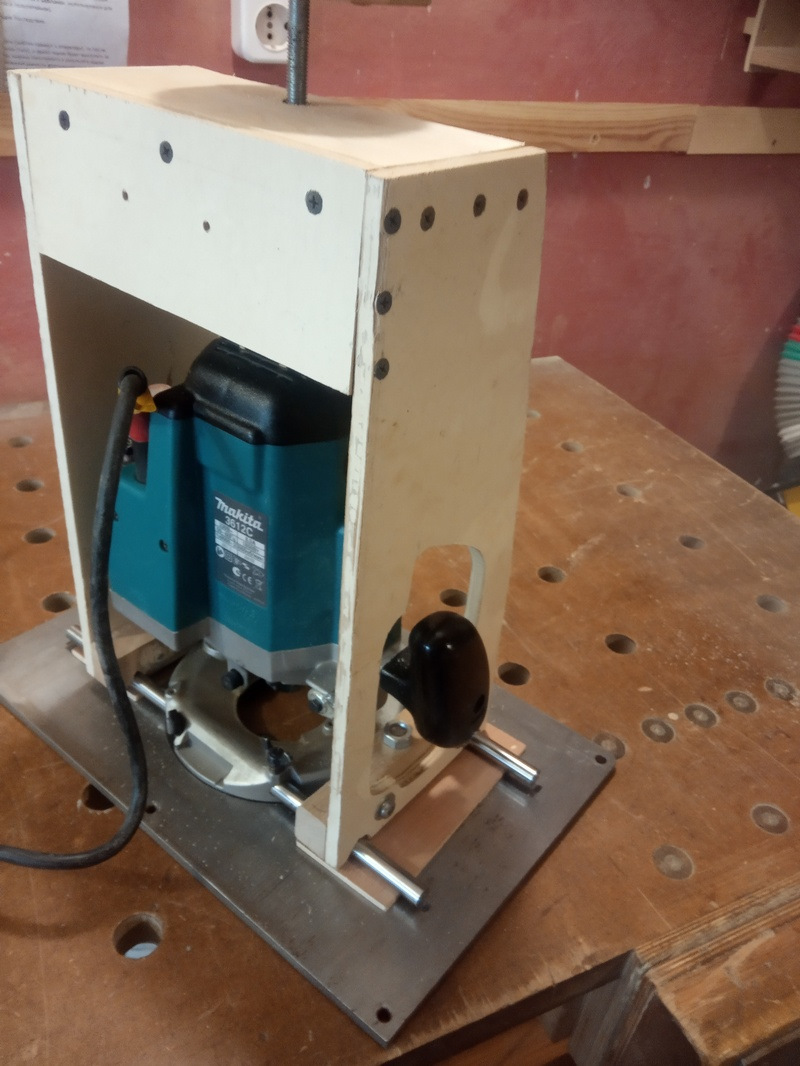
Идем далее. Про крепление фрезера в столе. Многие крепят фрезер винтами в отверстия для крепления пластиковой накладки на подошву. Я считаю что так нельзя, слишком велики могут быть усилия при фрезеровке, а винтики там всего 4 шт по М5 — мало. Я прижимаю фрезер к пластине через два прутка, которые вставляю в отверстия для параллельного упора в подошве, их прижимаю двумя брусками из ясеня на гайки М10. Шпильки для гаек вкручены в пластину и законтрены гайками, плюс эти места закрепил фиксатором резьбы.
Вот эти причиндалы нужны для перевода фрезера из "походного" положения в "боевое".
Без двух фанерных проставок(на пластине лежат справа) усилие прижима такое, что пластину(сталь 8 мм) изгибает дугой. Время перевода "в стол" около 5 минут.

Для уменьшения зазора между рабочей поверхностью и фрезой выпилил из оргстекла(толщина 6 мм) вставок, и просверлил в них отверстия разного диаметра под размеры имеющихся фрез.
Когда фрезер ставится в стол то приходится фиксировать на моем фрезере(Makita 3612C) кнопку. Фиксирую обычно малярным скотчем. Чтобы было удобно включать-выключать сделал(не доделал до товарного вида) выносной пульт включения фрезера, на основе кнопочного пульта и пускателя на 220-вольтовой катушке.

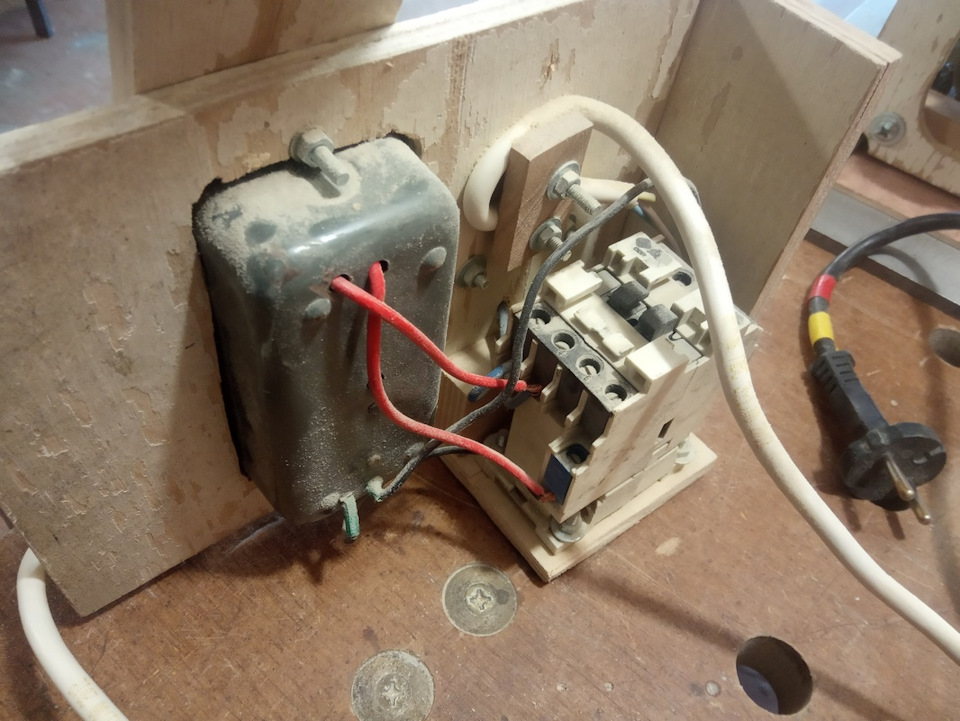
Можно закрепить в любом месте. Но честно говоря как-то работать с ним не очень комфортно, поэтому вот уже второй год включаю фрезер вилкой в розетку.
После смастерил параллельный упор, без него стол не функционален.
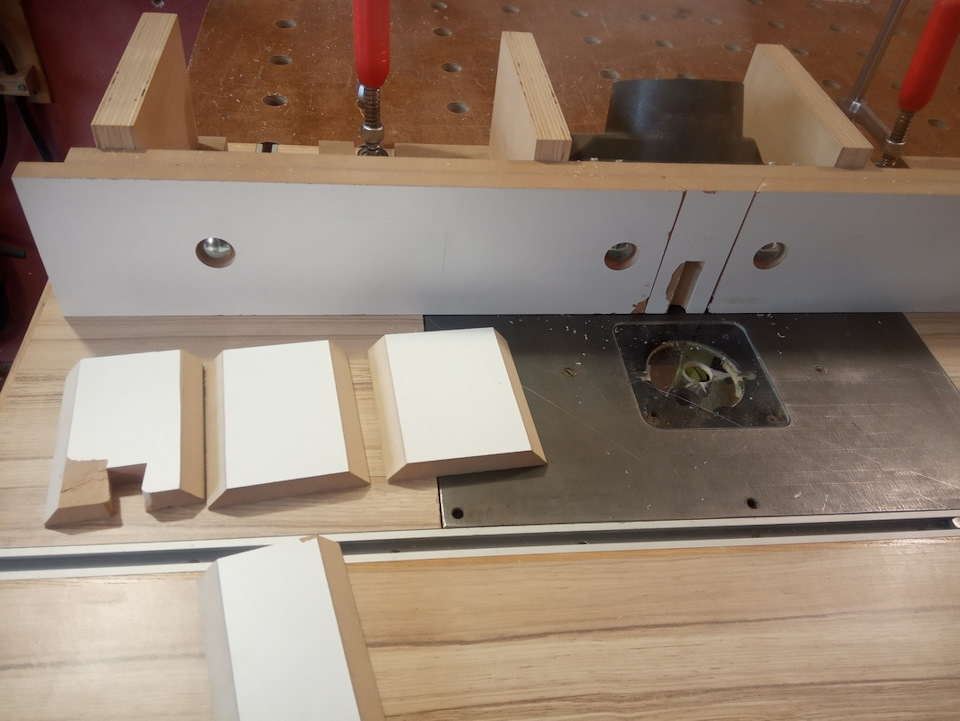
Меняются по мере износа, нужны для уменьшения зазора между упором и ножами фрезы. Помогает от сколов.
Так же сделал микрорегулировку упора.
Еще сделал несколько гребёнчатых прижимов из ясеневой доски. С пазами и без.

Вот такой купленный перпендикулярный упор.
Ну вот и весь рассказ. Столик очень выручает, есть ещё несколько нюансов, которые "вылезли" в процессе эксплуатации:
— удалять стружку и пыль стружкососом не совсем правильно, но фланца для пылесоса у меня нет. Для корректной работы стружкососа надо много воздуха, иначе он не работает, приходится приподнимать фланец для образования щели для подсоса дополнительного воздуха.
— надо придумать защиту для фрез чтобы при случайности какой-либо рука не попала под раздачу, до сих пор работаю без защиты, иногда очень сцыкотно.
— надо сделать вкручиваемый стержень-опору. Нужен для медленной подводки детали с закрепленным шаблоном при фигурном фрезеровании, помогает удержать деталь от рывка фрезой в момент касания. Тоже ТБ.
Из минусов, что не устравает — когда фрезер в столе то не видно установленных оборотов, но это не критично, так как в основном все работы выполняются на максимальных оборотах.
Способы работы с фрезерным столом

Установка фрезера в стол существенно расширяет возможности. Чтобы вы могли эффективно воспользоваться всеми преимуществами, мы покажем пять приемов работы, освоение которых повысит уровень вашего мастерства. Фрезерный стол может сэкономить не только время, но и деньги, заменяя собой несколько других инструментов. У вас еще нет фрезерного стола? Нашем сайте были представлены проекты для самостоятельного изготовления. Его нетрудно сделать, и с ним удобно работать.
Шаблоны при фрезеровании

1. Например, вы хотите сделать для столика четыре ножки с одинаковыми изгибами. Установленный в стол фрезер и шаблон позволят вам изготовить сколько угодно одинаковых деталей. Из 6-миллиметрового оргалита или МДФ сделайте шаблон, придав ему любые очертания. С помощью ленточной пилы или лобзикового станка выпилите по контуру и отшлифуйте до линии разметки. Прикрепите шаблон к заготовке двухсторонним скотчем на тканевой основе, сообразуясь с направлением волокон для максимальной прочности и эффектного внешнего вида будущей детали. Ленточной пилой грубо опилите заготовку по контуру, оставив припуск около 3 мм.
Для дальнейшей обработки на фрезерном столе вы можете выбрать один из двух типов копирующих фрез: с верхним или нижним подшипником. В некоторых случаях могут потребоваться обе.
При использовании фрезы с подшипником, расположенным на конце, заготовка кладется на фрезерный стол шаблоном вверх. Отрегулируйте вылет фрезы так, чтобы подшипник катился по кромке шаблона. Используя фрезу с подшипником, находящимся между лезвиями и хвостовиком, расположите заготовку шаблоном вниз.
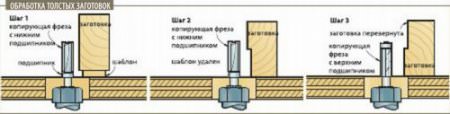
Какую бы фрезу вы ни выбрали, медленно придвиньте к ней заготовку, чтобы кромка шаблона коснулась подшипника, и передвигайте заготовку справа налево, как показано на фото вверху. Если на некоторых участках оставлен припуск более 3 мм, удаляйте его за несколько осторожных проходов. Не останавливайте подачу заготовки, чтобы не возникли прижоги. Внимательно осмотрите обработанные поверхности, прежде чем удалить шаблон. Иногда дополнительный проход позволяет сгладить грубые шероховатости. Вставьте лезвие шпателя между шаблоном и заготовкой, разделите их и удалите скотч. Если толщина заготовки превышает длину лезвий фрезы, используйте фрезы обоих типов в последовательности, показанной на рисунке внизу. Сначала сделайте один проход фрезой с нижним подшипником, положив заготовку шаблоном вниз. Снимите шаблон и сделайте еще один проход, чтобы подшипник катился по уже обработанной поверхности. Наконец, переверните заготовку и установите фрезу с верхним подшипником, который также будет опираться на обработанную поверхность.
Ламельный фрезер

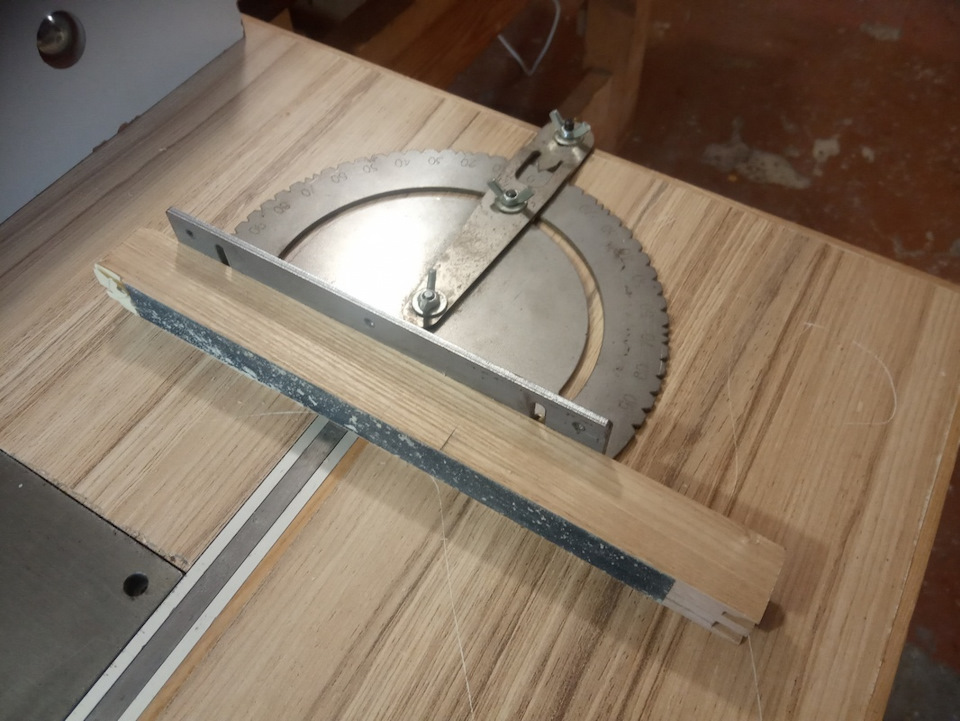
2. Ламельные фрезеры по праву считаются одними из самых удобных электроинструментов, но во многих случаях такие соединения можно делать с помощью фрезерного стола. Для этого потребуются шлицевая фреза толщиной 4 мм (стандартная толщина плоских шкантов-ламелей) и поперечный упор с деревянной накладкой.
Приступая к настройке, поднимите фрезу так, чтобы выровнять ее посередине толщины заготовок, и сделайте несколько пробных соединений, используя обрезки. Чтобы уменьшить вероятность образования ступеньки в готовом соединении, пометьте лицевые стороны заготовок и обрабатывайте их в одинаковом положении. Обычная шлицевая фреза выбирает в заготовке гнездо, длина которого меньше длины стандартных ламелей. Можно удлинить гнездо, передвинув заготовку и еще раз погрузив фрезу в материал. Однако если требуется сделать всего лишь несколько соединений, быстрее и проще укоротить ламели. Чтобы соединить с помощью ламелей детали рамы, пользуясь стальной линейкой, выровняйте переднюю сторону продольного упора с подшипником фрезы.
Приклейте к упору над фрезой полоску малярного скотча. С помощью угольника и карандаша отметьте на скотче осевую линию фрезы. Затем поставьте метки посередине ширины перекладин. Прижмите перекладину к накладке поперечного упора, которая должна почти касаться продольного упора. Совместите обе центральные метки и закрепите на продольном упоре струбциной стопор, упирающийся в заднюю сторону поперечного упора. Теперь, используя накладку поперечного упора в роли продольного упора, подавайте заготовку пол прямым углом на вращающуюся фрезу до тех пор, пока ее торец не коснется подшипника. Разметьте длину ламели с обоих концов, сделав ее немного короче гнезда, и удалите лишнее ленточной пилой. Проверьте, как ламель вставляется в гнездо, и убедитесь, что она входит не больше чем наполовину своей ширины.
Чтобы сделать ответное гнездо в стойке, оставьте поперечный упор и стопор на месте. Осторожно подавайте заготовку на фрезу. Гнездо на другом конце стойки можно сделать с этими же настройками, перевернув заготовку лицевой стороной вниз. Если лезвия фрезы расположены точно посередине толщины заготовок, соединения будут безупречными. Другой способ: измерьте расстояние от центра фрезы до поперечного упора и закрепите стопор на таком же расстоянии слева от фрезы. Сняв поперечный упор и правый стопор, отфрезеруйте гнездо на другом конце стойки, подавая ее, как и прежде, лицевой стороной вверх.
Большие шканты

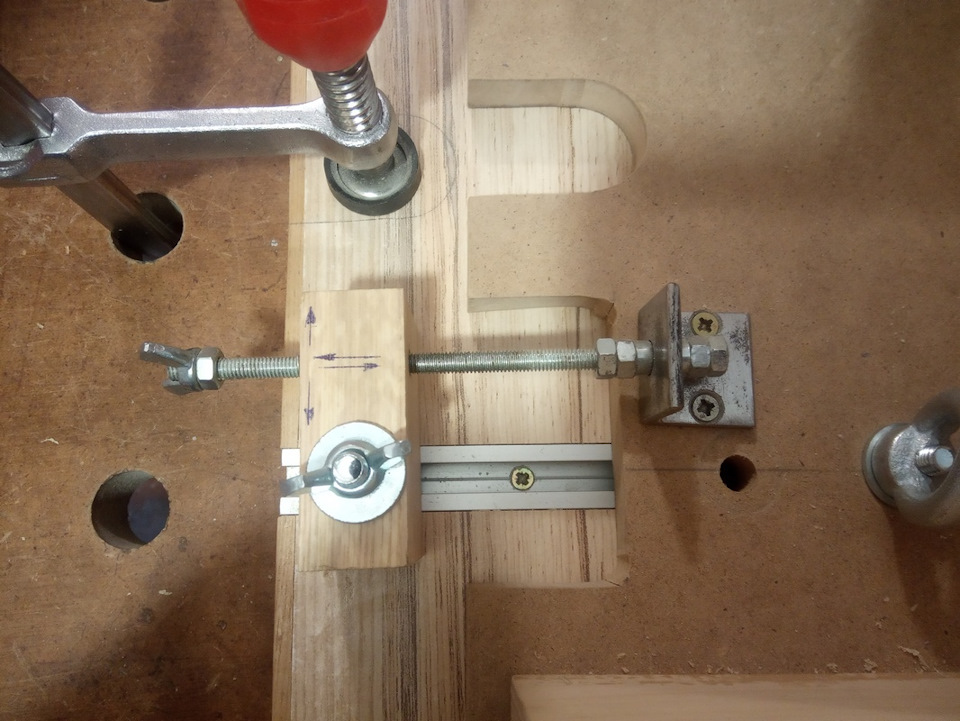
3. Иногда приходится долго и безуспешно разыскивать круглые деревянные стержни, изготовленные из той же породы древесины, что и остальные детали проекта. Но их несложно изготовить на фрезерном столе, и мы предпочитаем этот способ для большинства случаев.
Потребуется фреза для скруглений, радиус которой равен радиусу (половине диаметра) деревянного стержня. Например, мы используем фрезу радиусом 12,7 мм, чтобы сделать шканты диаметром 25,4 мм. Закрепите фрезу в цанге и установите продольный (параллельный) упор вровень с подшипником. Приклейте к продольному упору две полоски малярного скотча (справа и слева от фрезы) и поставьте на них метки на расстоянии 75 мм от оси фрезы.
С помощью пильного станка сделайте заготовки квадратного сечения, соответствующие требуемому диаметру круглого стержня, оставив припуск по длине 150 мм.
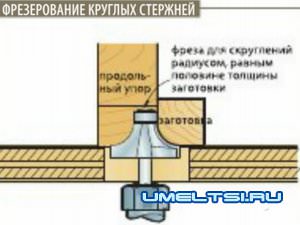
Расположите заготовку, как показано на рисунке. Выровняйте ее левый конец с левой меткой (фото справа), плотно прижимая его к продольному упору, и осторожно придвиньте заготовку к фрезе. Подавайте заготовку до тех пор, пока ее задний конец не сравняется с правой меткой. Повторите операцию на всех четырех ребрах заготовки. Оставленные на концах плоские участки не только не дают заготовке вращаться, но и удерживают ваши пальцы на безопасном расстоянии от фрезы.
Соединения на ус с помощью шпонок

4. Это отличный способ увеличения прочности соединений с заусовкой в шкатулках и других небольших предметах. Вы можете делать пазы для потайных шпонок с помощью прямой фрезы, двух стопоров и простого направляющего приспособления. Закрепите в цанге прямую 3-миллиметровую фрезу и установите ее вылет равным 6 мм. Струбцинами прикрепите к продольному упору деревянную накладку, чтобы заготовка не попадала в вырез упора.
Зафиксируйте упор на расстоянии от оси фрезы, равном или немного превышающем толщину заготовок. На рисунке показаны настройки для фрезерования пазов в заготовках толщиной 12 мм. Опилите скосы на концах заготовок, придавая им окончательную длину. Возьмите две одинаковые заготовки и сложите их лицом к лицу, соединив двухсторонним скотчем.
На толстой доске опилите под углом 45° скос вдоль одной из кромок. Прижмите соединенную пару заготовок к внутреннему углу, образованному поверхностью стола и продольным упором, чтобы с их помощью установить доску со скосом параллельно упору. Зафиксируйте оба конца доски, прижав их струбцинами к столу. Теперь разметьте на заготовке концы будущего паза. Совмещая эти метки с лезвиями фрезы, закрепите на продольном упоре стопоры слева и справа от фрезы.

Включив фрезер, прижмите скос заготовки к упору и опускайте ее на вращающуюся фрезу, как показано на фото. Правый край заготовки должен касаться правого стопора. Осторожно подавайте заготовку до левого стопора, а затем поднимите вертикально, прижимая к упору. Сделав восемь пазов для прямоугольной коробки, выпилите шпонки. Их можно изготовить из твердого оргалита или фанеры, а можно использовать такую же древесину, как и для стенок. В этом случае волокна в шпонках должны быть направлены поперек линии стыка соединения, чтобы избежать проблем, связанных с усушкой и разбуханием древесины.
Вместо строгального станка

5. Для фугования кромок можно оснастить фрезерный стол продольным упором с раздельными передней и задней частями или применить показанный здесь примитивный способ. Мы просто закрепили с помощью струбцин на задней (левой) половине продольного упора тонкую полосу бумажно-слоистого пластика и слегка смягчили шлифовкой ее передний (ближайший к фрезе) край, чтобы торцы заготовок не цеплялись за него. Используя стальную линейку, выровняли пластик с лезвиями установленной в стол прямой фрезы, как показано на фото.
Вылет фрезы должен быть таким, чтобы кромка доски обрабатывалась по всей ширине. Включив фрезер, подавайте заготовку справа налево, удаляя за один проход слой, равный толщине пластика, чтобы получить идеально прямую и перпендикулярную кромку. Повторив операцию со второй доской, вы склеите из двух заготовок щит без малейшего зазора по клеевому шву.
Фрезерование с применением круглого поворотного стола
Поворотный круглый стол с ручной подачей. На рис. 160 показан круглый поворотный стол для работы с ручной подачей. Плита1поворотного стола крепится к столу станка при помощи болтов, вставляемых в пазы стола. При вращении маховичка4, насаженного на валик3, вращается поворотная часть стола2. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Заготовки для обработки закрепляют на поворотном столе любым способом: в тисках, непосредственно при помощи прихватов, в специальных приспособлениях.



Выбор фрезы. Так как обработку наружного контура и внутренних пазов желательно производить без смены фрезы, то выбираем концевую фрезу из быстрорежущей стали Р18 (по ГОСТ 8237—57) диаметром 32мм(соответственно ширине кругового паза) с нормальным зубом (z = 5) и коническим хвостовиком. 1 Поставить круглый стол на ребро, протереть основание и установить на стол станка. При установке ввести в пазы стола станка с обеих сторон прижимные болты с гайками и шайбами и закрепить круглый стол болтами. мм. Настройка станка на режим фрезерования. Для данной операции задана скорость резания υ = 31,5м/мин, что при диаметре фрезыD= 32ммпо лучевой диаграмме (см. рис. 54) соответствует 315об/мин. Подача фрезы задана 0,08мм/зуб, что приn= 315об/мини числе зубьев фрезы z = 5 дает минутную подачу 0,08X5x315= 126мм/мин. об/мини лимб коробки подач на 125мм/мин. Закрепив в шпиндель станка концевую фрезу, включают станок и подводят заготовку к фрезе в том месте, где имеется наименьший припуск (рис. 162, а). 1—2(рис. 161). При ручном вращении круглого стола фрезеруют криволинейный участок2—3. После этого фрезеруют при механической продольной подаче прямолинейный участок3—4и, наконец, опять при ручном вращении круглого стола фрезеруют криволинейный участок4—1. Вращением рукоятки вертикальной, продольной и поперечной подач подводят фрезу (см. рис. 162, б) и вставляют в отверстие5(см. рис. 161). Затем надо поднять стол, застопорить консоль стола и плавно при ручной круговой подаче круглого стола, медленно вращая маховичок, профрезеровать внутренний паз5—6. По окончании прохода опустить стол в исходное положение и вывести фрезу из паза. 7—5. 6надеть маховичок, то можно вращать стол вручную, как у показанного на рис. 160 стола с ручной подачей. Механическое вращение стола получается при соединении ходового винта продольной подачи стола станка через систему шестерен с шарнирным валиком3—4, связанным с червячной передачей, находящейся в корпусе круглого станка. Включение механической подачи стола производится рукояткой 5. Автоматическое выключение механической подачи производится кулачком2, который для установки можно передвигать по пазу1круглого стола и закреплять в нужном положении двумя болтами.

мм/мин. Ее определяют, исходя из развернутой длины окружности обработки и числа оборотов круглого стола в минуту.
об/мин. D= 250мм, следовательно, длина пути фрезы по этой окружности равна πD= 3,14 X 250 = 785,4мм. При одном обороте стола в минуту скорость круговой подачи равна 785,4мм/мин, а при 0,25об/мин, как задано условиями обработки, скорость круговой подачи составит: 785,4-0,25= 197,35мм/мин.
Читайте также: