Фрезерование на фрезерном столе
Обновлено: 17.05.2024
Фасонные поверхности фрезеруют на круглом поворотном столе, являющемся принадлежностью вертикально-фрезерного станка.
Круглые поворотные столы выпускают с ручным приводом, с ручным и механическим приводом от станка, с приводом от индивидуального электродвигателя. Поворотные столы с ручным приводом нормализованы, имеют общую конструкцию. Диаметры стола 160, 200, 250 и 320 мм. На рис. 139 показан общий вид стола.
Каждый стол состоит из основания (плиты) и поворотной части (планшайбы). Плиту поворотного стола крепят к столу станка с помощью болтов, вставляемых в Т-образные пазы стола. При вращении рукоятки 1 через червячную пару (передаточное отношение червячной пары 1:90) поворачивается поворотная часть стола. После поворота планшайбу жестко закрепляют на плите рукояткой 5. Центральное коническое отверстие с конусом Морзе № 3 или 4 на планшайбе служит для центрирования поворотного стола, а Т-образные пазы — для закрепления приспособлений или заготовок. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Винт 2 служит для фиксации рискоуказателя на круговой шкале стола, а винт 8 — для фиксации лимба на рукоятке 1. Эксцентриковая гильза 7 предназначена для регулировки зазора червячной пары, а также для вывода ее из зацепления в случае, когда нужно быстро повернуть стол на требуемый угол. Стопорят гильзу 7 рукояткой 6. Ограничение угла поворота стола производится передвижным регулируемым ограничителем 4 поворота стола, а освобождают ограничитель поворота стола рукояткой 3.
Поворотные столы с ручным и механическим приводом выпускают с диаметрами стола 320, 400, 500 и 630 мм (рис. 140). Эти столы имеют два червяка: один для ручного, другой для механического поворота планшайбы от привода станка. Вручную стол можно вращать маховичком 6.
Для привода круглых столов на фрезерных станках моделей 6Н11, 6М12 и 6М13 в механизме подач стола имеется специальный валик. На других моделях консольно-фрезерных станков передача вращательного движения столу осуществляется от ходового винта продольной подачи стола. В обоих случаях вращение планшайбы производится через вал, расположенный под рабочим столом станка параллельно ходовому винту продольной подачи, зубчатую передачу, заключенную в специальном кронштейне, через шарнир 3 и телескопический вал 4.
Включение вращения от привода производится рукояткой 5. Каждый стол снабжен кулачками 2, ограничивающими участки круговой обработки, передвигаемыми и закрепляемыми в круговом пазу 1, и реверсивным механизмом для изменения направления вращения планшайбы. Эти столы, как и столы с ручным управлением, имеют стопорное устройство, позволяющее жестко закреплять планшайбу в требуемом положении с помощью рукоятки 7.
На поворотном столе обрабатываемые заготовки закрепляют вручную. Для сокращения вспомогательного времени на крепление заготовок применяют поворотные столы со встроенным пневматическим или гидравлическим приводом. На рис. 141 показан общий вид поворотного стола с диафрагменным пневмоприводом для закрепления обрабатываемых заготовок. Крепление заготовок происходит следующим образом. В столе имеется шток с резьбовым отверстием, в которое ввинчивают сменные тяги. С помощью этих тяг производят закрепление обрабатываемых заготовок или освобождениеих поворотом рукоятки распределительного крана 1. Маховиком 2 осуществляется вращение стола.
На рис. 1.42 показаны схемы наладок для закрепления заготовок на столе с диафрагменным пневмоприводом. На таких столах заготовки крепят через сменные тяги различных конструкций, ввинчиваемые в резьбовые
отверстия штока стола.
Столы с индивидуальным электроприводом. Вращение стола от привода станка связано с большой затратой времени на наладку станка (установка кронштейна с зубчатыми колесами, установка промежуточного валика с шарнирами и др.). Поэтому целесообразно применять переносный накладной стол с индивидуальным приводом. Его можно установить на любом вертикально-фрезерном станке. Такие столы имеют необходимый комплект сменных зубчатых колес, позволяющих получить требуемую окружную скорость (круговую подачу) планшайбы.
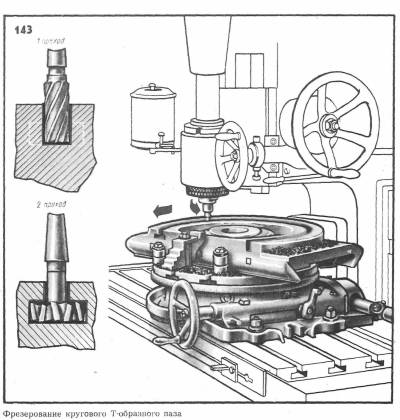
Рассмотрим наладку и настройку стайка на фрезерование кругового Т-образного паза (рис. 143). Материал заготовки — серый чугун (НВ = = 180 кГ/мм2). Размеры Т-образного паза примем такими же, как и в ранее рассмотренном примере обработки прямолинейных Т-образных пазов (см. рис. 128). Как и в предыдущем случае, обработку кругового паза производят за два прохода: сначала фрезеруют прямоугольный паз концевой фрезой, а затем фрезой для Т-образных пазов.
Установка круглого поворотного стола. Перед установкой стола необходимо тщательно протереть основание поворотного стола и поверхность станка, на которой его устанавливают. Ввести в соответствующие пазы стола станка с двух сторон прижимные болты с гайками и шайбами и закрепить поворотный стол. Вставить в центральное коническое отверстие круглого поворотного стола центрирующий штифт. Заготовку устанавливают и закрепляют с помощью центрирующего штифта, прихватов или сменных тяг в случае применения стола с пневмоприводом для закрепления заготовок.
При фрезеровании круговых пазов необходимо совместить центр окружности кругового паза с центром поворотного стола. При вращении кругового поворотного стола вокруг вертикальной оси каждая точка заготовки будет перемещаться по окружности радиусом, равным расстоянию этой точки от центра стола.
Кроме совмещения центра оси стола с центром окружности кругового контура необходимо также совместить ось концевой фрезы с осью симметрии паза, иначе говоря, расстояние между центром поворотного стола и центром концевой фрезы должно быть равно радиусу окружности оси паза.
Таким образом, при обработке круговых пазов очень важно правильно установить заготовку. Правильность установки можно проверить путем легкого касания заготовки вращающейся: фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°.
Фрезерование на фрезерном столе



Фрезерное дело. С.В.Аврутин
Содержание материала
- Фрезерное дело. С.В.Аврутин
- § 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
- § 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
- § 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- § 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- § 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
- § 6. УХОД ЗА СТАНКОМ
- § 7. ЭЛЕМЕНТЫ ФРЕЗЫ
- § 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
- § 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- § 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
- § 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
- § 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
- § 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
- § 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
- § 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
- § 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
- § 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
- § 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
- § 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
- § 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
- § 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
- § 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
- § 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
- § 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
- § 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
- § 30. ОТРЕЗНЫЕ РАБОТЫ
- § 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
- § 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
- § 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
- § 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
- Все страницы
§ 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
Плоскую поверхность, расположенную под углом к горизонтали, называют наклонной плоскостью. Короткую наклонную плоскость на детали обычно называют скосом.
Фрезеровании наклонных плоскостей и скосов можно производить:
а) с поворотом заготовки на требуемый угол;
б) с поворотом шпинделя станка на требуемый угол;
в) с применением угловой фрезы.
Рассмотрим отдельно каждый способ фрезерования.
Фрезерование с поворотом заготовки
Установка в универсальных тисках . Для установки детали (рис. 105, а) под углом можно использовать универсальные тиски (см. рис. 68, б). Закрепление детали в универсальных тисках производят, как в обычных машинных тисках. При установке универсальных тисков на нужный угол следует иметь в виду, что подлежащая обработке наклонная плоскость должна быть расположена горизонтально, т. е. параллельно поверхности стола (рис. 105, б).
Установка на универсальной плите . На рис. 106 показана заготовка, установленная на универсальной плите (см. рис. 62, в) для фрезерования наклонной плоскости. Заготовку крепят к столу универсальной плиты прихватами или болтами, как при закреплении на столе фрезерного станка.
Универсальные тиски и универсальные плиты применяют обычно в инструментальных и ремонтно-механических цехах при обработке единичных деталей и в механических цехах при изготовлении небольших партий изделий.
В инструментальных цехах для обработки наклонных поверхностей и скосов в деталях приспособлений и в штампах находят применение широкоуниверсальные фрезерные станки с наклоняемым столом (мод. 675 и 679). Наклон стола станка на требуемый угол обеспечивает надлежащее положение обрабатываемой поверхности, как при обработке в универсальных тисках и на универсальной плите.
Установка в специальных приспособлениях . При обработке наклонных плоскостей в большой партии одинаковых заготовок обычно применяют специальные приспособления.
На рис. 107, а показано приспособление для фрезерования скосов у слесарных молотков. Опорная плоскость приспособления обеспечивает быструю установку заготовки без разметки под нужным углом. На рис. 107, б показано приспособление для фрезерования наклонной плоскости клина. В этом приспособлении имеется два скоса. Две заготовки устанавливают в приспособление с двух сторон и фрезеруют одновременно одной цилиндрической фрезой.
Фрезерование наклонных плоскостей с поворотом заготовок на требуемый угол производят цилиндрическими или торцовыми фрезами аналогично фрезерованию горизонтальных плоскостей.
Фрезерование с поворотом шпинделя станка
Вместо поворота заготовки при фрезеровании наклонных плоскостей и скосов можно использовать поворот шпинделя. Это возможно на вертикально-фрезерных станках, у которых фрезерная бабка со шпинделем поворачивается вокруг горизонтальной оси в вертикальной плоскости (см. рис. 9).
Очень удобны для этой цели широкоуниверсальные фрезерные станки типа 6М82Ш (см. рис. 11), у которых вертикальная головка имеет поворот в вертикальной и горизонтальной плоскостях.
Этим же способом можно фрезеровать наклонные плоскости и на горизонтально-фрезерном станке, если станок имеет накладную вертикальную головку.
Накладная вертикальнаяголовка является специальной принадлежностью горизонтально-фрезерного станка. Наличие накладной вертикальной головки позволяет выполнять на горизонтально-фрезерном станке различные работы, обычно выполняемые на вертикально-фрезерном станке. На рис. 108, а показана одна из конструкций накладной вертикальной головки. Корпус 2 накладной вертикальной головки устанавливается на вертикальных направляющих станины станка и закрепляется болтами 1. Шпиндель 5 вращается в поворотной части 6 головки. Освободив болты, соединяющие поворотную часть 6 головки с ее корпусом, шпиндель можно повернуть в вертикальной плоскости и поставить под любым углом по шкале 4. Кольцо 3 служит для съема головки. Вращение от шпинделя станка к шпинделю головки передается при помощи пары цилиндрических зубчатых колес 7 и 8. Колесо 8 при помощи конуса насаживается на шпиндель горизонтально-фрезерного станка и передает вращение от шпинделя станка колесу 7, а затем через пару конических колес шпинделю 5 накладной вертикальной головки. В гнездо шпинделя 5 устанавливается фреза.
Благодаря наличию пары конических зубчатых колес шпиндель накладной головки можно повернуть вокруг шпинделя фрезерного станка на 360°, т. е. на полный оборот. Такое устройство накладной вертикальной головки позволяет устанавливать фрезу не только вертикально, но и под любым углом (рис. 108, б). Наличие накладной вертикальной головки значительно расширяет возможность применения горизонтально-фрезерных станков.
На рис. 109, а показана концевая фреза, установленная под углом 60° к вертикали для фрезерования скоса. Нужный угол наклона устанавливают поворотом вертикальной головки до совмещения рисок 0 и 60° на шкале. На рис. 109, б показана торцовая фреза, установленная под углом 30° к вертикали для фрезерования скоса, угол устанавливают поворотам вертикальной головки до совмещения рисок О и 30° на шкале.
Фрезерование наклонных плоскостей угловыми фрезами
Небольшие наклонные плоскости и скосы можно фрезеровать угловыми фрезами. В этом случае нет необходимости в повороте детали или шпинделя, угол наклона плоскости фрезеруемой детали обеспечивается формой самой фрезы.
Угловые фрезы . На рис. 110, а показана одноугловая фреза, предназначенная для обработки плоскости, наклонной к оси фрезы под определенным углом. Различают одноугловые фрезы с углом Θ, равным 55, 60, 65, 70, 85 и 90°.
Двухугловой называют фрезу, у которой вторая режущая грань фрезерует также наклонную плоскость. Различают
фрезы Двухугловые симметричные (рис. 110, б) и несимметричные(рис. 110, в). Угол наклона δ второй грани несимметричной двухугловой фрезы обычно равен 15, 20 и 25°. Угловые фрезы изготовляют с остроконечными зубьями.
Фрезерование угловыми фрезами производят на горизонтально-фрезерных станках. Угловые фрезы устанавливают и закрепляют на оправках таким же образом, как цилиндрические.
Режимы резания . При работе угловыми фрезами скорости резания и подачи на зуб назначают меньшими, чем при работе цилиндрическими фрезами, так как условия работы этих фрез значительно труднее.
Пример обработки . Рассмотрим фрезерование двух сопряженных наклонных плоскостей. На рис. 111, а дан чертеж призмы, а на рис. 111, б — эскиз обработки угловой выемки. Для фрезерования необходима двухугловая симметричная фреза с углом наклона граней 45°. Диаметр фрезы примем равным 75 мм. Такая фреза имеет 22 зуба. Режимы резания: глубина фрезерования t=12 мм, подача 0,03 мм/зуб, скорость резания 11,8 м/мин, что соответствует 50 об/мин.
Выбираем имеющееся на станке 6М82Г число оборотов шпинделя, равное 50-об/мин. Минутная подача при этом должна составлять 0,03X22X50 = 33 мм/мин. Выбираем имеющуюся на станке подачу 31,5 мм/мин. Настраиваем станок на выбранные скорость резания и подачу, производим фрезерование подобно фрезерованию горизонтальных плоскостей. Обработанную плоскость проверяют шаблоном.
Возможный брак при фрезеровании наклонных плоскостей и скосов
При фрезеровании наклонных плоюкостей и скосов цилиндрическими, торцовыми и угловыми фрезами, кроме дефектов по чистоте поверхности и брака по размерам, возможен брак вследствие несоблюдения заданного угла наклона обработанной плоскости.
Причинами такого брака могут быть неверная разметка, неверная установка заготовки, плохая очистка стола станка и тисков от стружки, слабое крепление тисков или поворотного стола под углом и биение фрезы.
Куда вести фрезер? От себя или к себе? Объяснение сути выбора направления движения
Описывая нюансы работы фрезера с установленным на него параллельным упором ( ЗДЕСЬ ), я не указывал направление движения фрезера относительно заготовки по одной простой причине - это общее требование к работе ручным универсальным фрезером, а не какое-то отдельное. Работаете вы с упором или без него - правило одно - ножи фрезы должны двигаться навстречу обрабатываемому материалу.
Подавляющее большинство фрезерных станков, кстати, работает именно по принципу встречной подачи. И если вы поставите свой фрезер в купленный или изготовленный фрезерный стол, то обрабатывать заготовки будете именно таким способом.
В случае же использования параллельного упора попытки вести фрезер на себя (при расположении упора справа), данное движение почти гарантированно приведет к уходу фрезера в сторону от кромки. Конечно при совсем небольшой глубине фрезерования его можно удерживать и прижатым, но это будет достаточно непродуктивно и все равно риск испортить деталь будет присутствовать.
По замечанию читателя к прошлой статье о параллельном упоре, дополню еще также, что при движении упора справа и от себя, вращение фрезы способствует прижатию упора и фрезера к кромке (т.е влево). На это обстоятельство я никогда не обращал внимания из-за того, что на себя с параллельным упором никогда не фрезеровал. Поэтому вношу это справедливое замечание и дополнение.
Чтобы работа фрезером была правильной и безопасной вместо того, чтобы пытаться запомнить куда и чего должно вращаться и двигаться в каждом отдельном случае, нужно просто разобраться с самим процессом фрезерования и ясно представлять, что происходит при этом. Как ведет себя фрезер будучи в непосредственном соприкосновении с заготовкой. Те, кто это понимает, проблем в работе не испытывают независимо от того ручным или стационарным фрезером они пользуются.
Вращение фрезы
Фрезеровка детали осуществляется вращающейся фрезой снабженной ножами. На ручных фрезерах вращение шпинделя происходит по часовой стрелке и ножи фрез также направлены в эту сторону. От этой "печки" и надо "плясать". Как видно из фото ниже, на основании фрезера также расположена рельефная стрелка, указывающая направление вращения фрезы.
В общем необходимо разобраться в механике взаимодействия фрезы и заготовки и как она будет меняться в зависимости от положения одного относительно другого.
Итак смотрим главное.
Ножи фрезы должны двигаться "навстречу" обрабатываемому материалу
Ножи фрезы осуществляют вращательное движение относительно ее оси, и забирают материал, отсекая его от основной массы
Т.е, ножи, как бы зачерпывают материал, и при продвижении фрезера вперед они преодолевают встречное сопротивление срезаемого массива.
1- линейное направление движения фрезы вместе с фрезером
2 - круговое движение ножей фрезы
3 - направление сопротивления материала
Если наоборот
Если же в этом положении заготовки мы поменяем линейное направление движения фрезера и, соответственно, фрезы, то получим кардинально иную ситуацию.
1 - направление движения фрезера
2 - направление вращения фрезы
Ничего не напоминает?
При таком способе фрезерования фреза фактически превращается в приводящее колесо автомобиля, едущего по дороге
Если гипотетически представить фрезер в "свободном полете" (т.е если вы его не удерживаете в руках), то это колесо поедет в сторону вращения - при соприкосновении с поверхностью заготовки - на нас. А так, как мы начинаем движение фрезера на себя, то получается, что эти однонаправленные силы будут суммироваться. При движении фрезера от себя - они вычитаются.
Вот поэтому стоит только потянуть фрезер к себе, как он начинает "бежать" на нас, теряя устойчивость и контроль в движении.
Нет, как машина, он на нас, конечно не поедет, но импульсы движения будут ощущаться. При встречном фрезеровании с преодолением некоторого сопротивления материала управляемость фрезером значительно выше. На это еще влияет величина фрезы и выставленная глубина и ширина фрезерования.
Такое фрезерование называется попутным и может быть применено для обработки свилеватых участков заготовки, где волокна древесины расположены под значительным уголом к ножам вращающейся фрезы, что чревато сколами. Обходить такие участки рекомендуется осторожно и с небольшой толщиной съема.
Как видите, основополагающим здесь является именно направление движения ножей фрезы к материалу при линейном его перемещении.
Если мы рассмотрим ситуацию де-факто движения фрезера к себе, то все равно получим соблюдение условия движения ножей фрезы навстречу материалу
Фрезер я двигаю к себе, НО - заготовка находится с другой стороны фрезера, нежели в ранее рассматриваемом варианте. Поэтому в сущности ничего не изменилось.
Это замечание следует принимать во внимание - каждый оператор в зависимости от ситуации может удерживать фрезер так, как ему удобно в данном конкретном случае.
Понимание сущности этого процесса позволит вам никогда не запутаться и фрезеровать правильно также и при установке фрезера в стол, где уже не фрезер подается на заготовку, а заготовка на фрезу.
Надеюсь, что изложенный материал был вам понятен. Если есть замечания - оставляйте их в комментариях к статье.
В дальнейшем я буду регулярно возвращаться к вопросам фрезерной обработки древесины, т.к данный метод обработки чрезвычайно распространен и занимает значительный объем в столярных работах.
Все, что нужно знать о фрезерах для установки в стол
В этой статье написано все, что нужно знать о фрезерах для установки в стол и о выборе лучшего для конкретного случая. Необходимо разбираться, как врезать фрезерную пластину для вставки ручного фрезера в стол. Также стоит выяснить, как установить фрезер правильно.


Особенности
Сразу стоит отметить, что фрезер в стол существенно отличается от крупных станков стационарного типа. Подобные модели востребованы в бытовых мастерских, где с их помощью обрабатывают древесину. Фрезерные системы для вставки в стол позволяют:
- прорабатывать межкомнатные конструкции и элементы;
- протачивать доски;
- обтачивать мелкие детали;
- обрезать избыток дерева на заготовках;
- подготавливать замки и пазы.
Такое оборудование может быть правильно выбрано только при знакомстве с полным набором функций. Существует множество практических опций, которые и определяют пригодность для тех или иных работ. Необходимо понимать, что монтируемые в стол фрезеры имеют довольно серьезные ограничения. Так, некоторые модели могут применяться строго точечно.
Но даже более совершенные устройства иногда плохо справляются с массивными заготовками.


Не стоит считать, что это серьезный недостаток. Все равно подобные модели могут использоваться для работы с:
- досками;
- планками;
- фанерой;
- ДВП и ДСП.
Стоит также отметить, что некоторые внутристольные станки достаточно мощны, чтобы справляться даже с очень сложными бытовыми задачами. Правда, поместить мощный привод в компактный корпус — не самая тривиальная задача. В большинстве случаев инженеры решают ее, делая что-то наподобие «крупной дрели», оснащенной вспомогательными насадками и стабилизационной планкой. Мотор скрывается за кожухом из металла либо пластмассы. Причем пластики производители применяют даже чаще, потому что это сокращает себестоимость модели без особых потерь.


К двигателю присоединяют шпиндель либо мелкий патрон. На эти части уже и надевают фрезу. Множество вариантов фрез применяют по той причине, что каждая из них оптимизирована для строго конкретных работ. Неопытным мастерам во избежание путаницы стоит обращаться почаще к специализированным справочникам и другой профессиональной литературе. Движение основной насадки обеспечивает, конечно, электромотор.
Тип и строение этого мотора в основном те же, что у другого ручного инструмента для обработки дерева или металла. Сам фрезер будет держаться на закрепляемой снизу пластине. Также у него предусматриваются комфортные рукояти. Благодаря нижней пластине операторы надежно прикрыты от попадания стружки.
Но ее роль на том не заканчивается — это приспособление дает возможность отрегулировать глубину среза и сделать работу стабильнее.
Читайте также: