Flyingbear ghost 5 калибровка стола
Обновлено: 02.05.2024
Что нам понадобиться?
Собственно любой тонкий металлический щуп, можно использовать заводские решения продаются за не большие деньги в авто магазинах. Но учтите что самые дешевые покупать не стоит. Так же из подручных материалов может подойти лезвие канцелярского ножа.
Далее собственно сам 3D принтер который надо откалибровать.
3D модель прямоугольника. Она потребуется для проверки.
Вот собственно и всё что нужно.
А зачем вообще калибровать стол?
Тут всё просто правильно откалиброванный стол сбережёт вам кучу нервов и времени, ведь если вы используете хороший адгезив, и у вас подобраны тепловые режимы, то вы не будете мучаться с проблемой отрыва модели, так же вы будете получать шикарную нижнюю поверхность, размеры модели по оси Z не будут "плыть", а так же не будет эффекта "слоновья нога". Да и поверхность стола прослужит намного дольше.
Сам алгоритм калибровки стола.
В начале берём щуп, для меня идеально подходит щуп 0.2 мм, по этому предлагаю вам взять данный щуп как отправная точка, а дальше по результату калибровки вы сможете подобрать подходящий вам зазор между столом и соплом, или же настроить параметр Z offset(зазор который выставляется в G - коде.).
Затем включаете нагрев стола и экструдера, в ту температуру в которой вы чаще всего печатаете. у меня это ABC пластик следовательно стол 100 градусов, экструдер 245.
Зачем надо нагревать стол и экструдер? А всё дело в тепловом коэффициенте расширения, то есть при нагреве многие материалы имеют свойство расширяться, на глаз это не видно, но для 3D печати это могут быть огромные значения. А если калибровать в рабочих режимах, то и этот коэффициент мы исключаем.
Если у вас подан в экструдер филамент, то его стоит отодвинуть, это надо что бы во время калибровки он не мешал стекающими "соплями".
Затем через меню принтера ищем пункт с калибровкой стола. У меня установлена прошивка Marlin 2.xx по этому в следующих фото я покажу где этот пункт находиться у меня.
далее начинается парковка всех осей в домашнюю зону, и после окончания парковки экструдер выдвигается в первую калибровочную точку.
И теперь при помощи барашков снизу, подгоняем зазор. Так что бы при проведении щупа вы почувствовали что он проходит с небольшой "натяжкой", это тяжело описать словами но как вы только набьете руку в этом деле то вы будете чувствовать этот момент сразу. Но всё приходит с опытом.
Затем нажимаем галочку и экструдер движется к следующему углу. Там проводим ту же операцию, И таким образом у вас должно получиться 4 угла, а далее в многих настройках есть пятая точка в центре, она нужна как контроль.
А что же она контролирует?
Ну собственно основная зона печати у принтеров это центр стола, по этому если у вас выставлены все зазоры то и центр должен проходить проверку щупом, но если в этом месте щуп свободно проходит или его закусывает, то продолжаем настраивать углы.
Могу по опыту сказать что бывает иногда надо сделать более 10 проходов по углам что бы откалибровать стол.
Но может получиться так что вы точно уверены что углы точно откалиброваны, но центральная точка всё равно не проходит проверку щупом, то тогда причину надо искать в направляющих, или столе.
И опять же из опыта скажу что если зона печати большая (больше 300мм*300мм) То очень часто наблюдаться кривизна стола. В таких случаях есть два пути решения это или настройка карты кривизны стола (это можно сделать как в ручную, но удобнее с помощью датчика). Второй вариант искать ровное стекло/зеркало, то есть очень высокого качества).
Уже закончили?
Можно сказать и так, но что бы самому себе доказать что ты молодец можно запустить тестовую печать, собственно для этого нам и потребуется 3D модель.
Flyingbear ghost 5 калибровка стола
Основная причина плохой адгезии пластика к столу - это неверно откалиброванный стол. Печатаемая нить первого слоя должна в
половину вдавливаться в стол и создавать монолитное покрытие с едва заметными бороздками между линиями.
Ошибки калибровки стола зачастую являются причинами многих проблем печати:
- отлипание моделей при печати
- отлипание углов
- "слоновья" нога
- неравномерно укладываемые слои

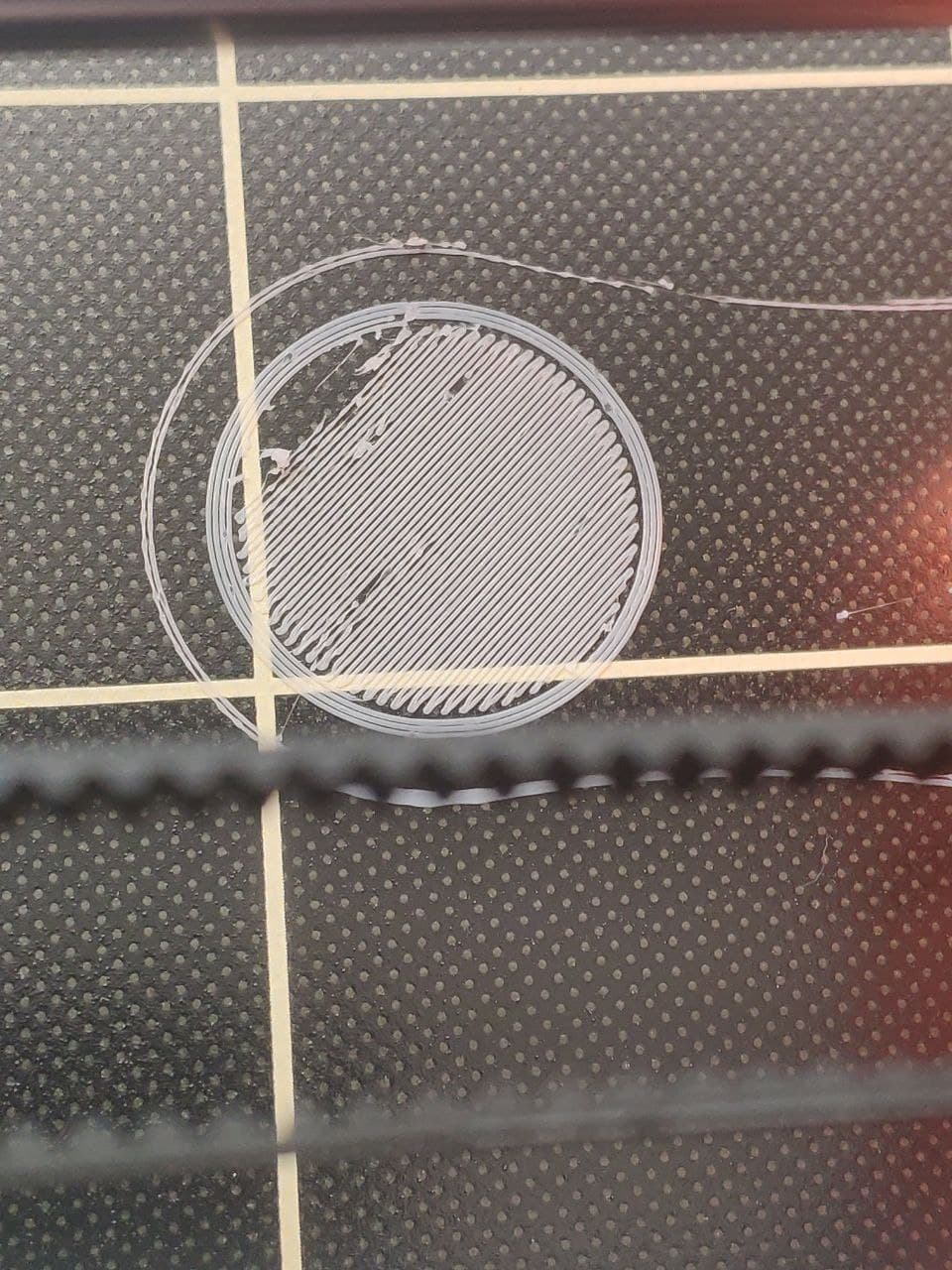
- Стол слишком далеко, большие щели между линиями. Пластик может отлипать от стола.
- Стол далеко, видны щели между линиями.
- Все еще далеко, все еще видны щели между линиями.
- Это удачная калибровка, нет или бугров между линиями.
- Стол чересчур близко, видны бугры между линиями.
- Стол слишком близко, слой тонкий, линии слишком широкие и наплывают друг на друга.
- Еще чуть-чуть и сопло начнет царапать стол, слой очень тонкий и пластику некуда выходить из сопла.
Примеры неверной калибровки стола:
Методы калибровки стола:
Базовая калибровка стола: Этот метод самый простой и самый популярный, но при этом он позволяет без особых ухищрений получить качественный первый слой. Для базовой калибровки стола вам понадобится обычный лист офисной бумаги. Также необходимо нагреть стол и сопло до рабочих температур. Например, вы чаще всего печатаете PETG и ABS пластиками, в таком случае стол можно нагреть до средней для этих пластиков температуры, это примерно 90 градусов C для стола и 230 градусов C для сопла.
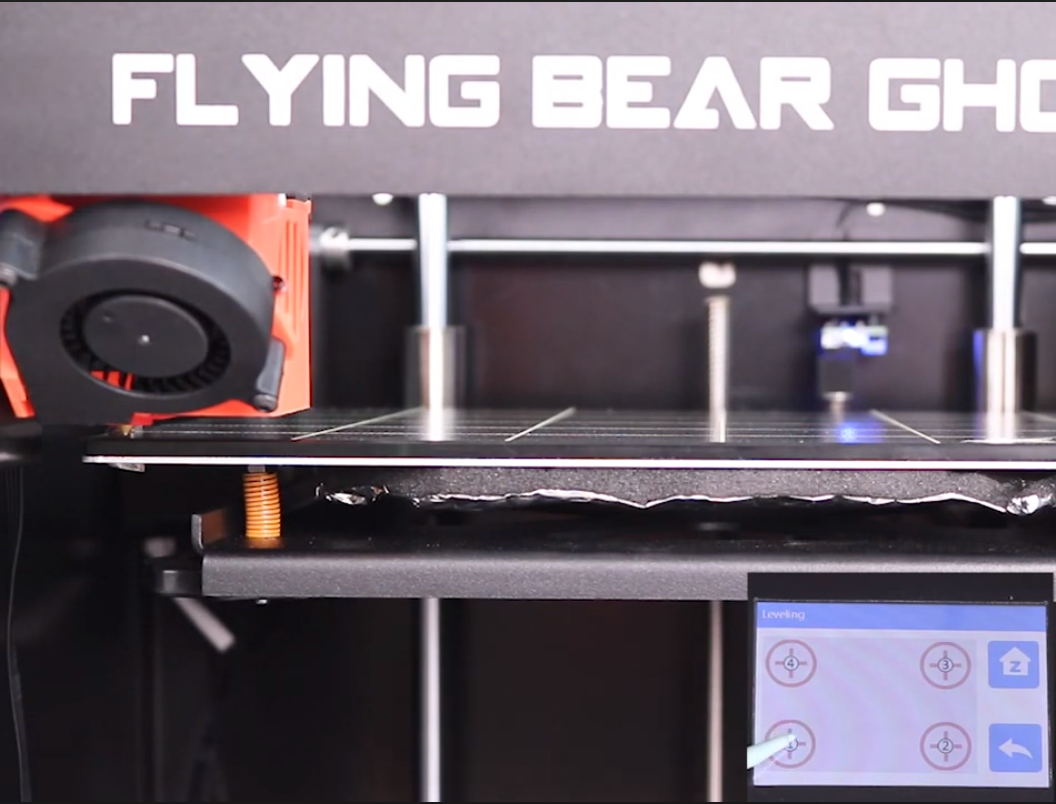
Данный процесс достаточно подробно показан на видео производителя: Ghost5 hot bed leveling Flying Bear 3D Printer
Сначала вам необходимо предварительно настроить высоту стола относительно сопла. Расстояние от сопла до стола должно быть примерно 2мм. Опустите стол немного вниз, вращайте упор стола по часовой стрелке для увеличения зазора и против часовой стрелки для уменьшения. После этого сделайте Homing.

Выберете в экранном меню принтера раздел Level corners и положите лист бумаги на стол принтера.

Печатающая голова принтера подъедет в первую точку на столе, она находится примерно над левым передним винтом регулировки высоты стола. Возьмите лист бумаги за край и плавно двигая им под соплом начните плавно вращать винт регулировки высоты стола. По часовой стрелке для уменьшения зазора и против часовой для увеличения. Необходимо добиться такой высоты стола, когда сопло принтера зажмет лист бумаги, до такой степени, что лист бумаги можно будет двигать с заметным усилием.

Данную процедуру нужно проделать со всеми четырьмя винтами регулировки высоты стола. После этого, обязательно сделайте Homing всех осей и проведите контрольную процедуру калибровки, повторно проверив все четыре точки. Процедуру калибровки необходимо повторять до тех пор, пока во всех 4 точках стола сопло не будет плотно прижимать лист бумаги и вам не потребуется дополнительно регулировать высоту стола. Между повторами обязательно делайте Homing всех осей.
Тонкая калибровка стола: Данный вариант требует определенных навыков и умения настраивать слайсер, но позволяет получить еще более качественный первый слой и улучшить адгезию.
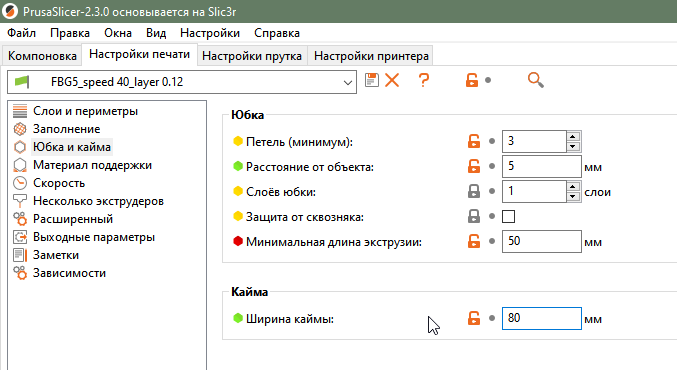
Возьмите любую тестовую модель, например XYZ 20mm Calibration Cube. Загрузите модель в слайсер и в настройках установите такую ширину Brim (каймы), чтобы она покрывала максимальную площадь стола.
Установите низкую скорость печати первого слоя
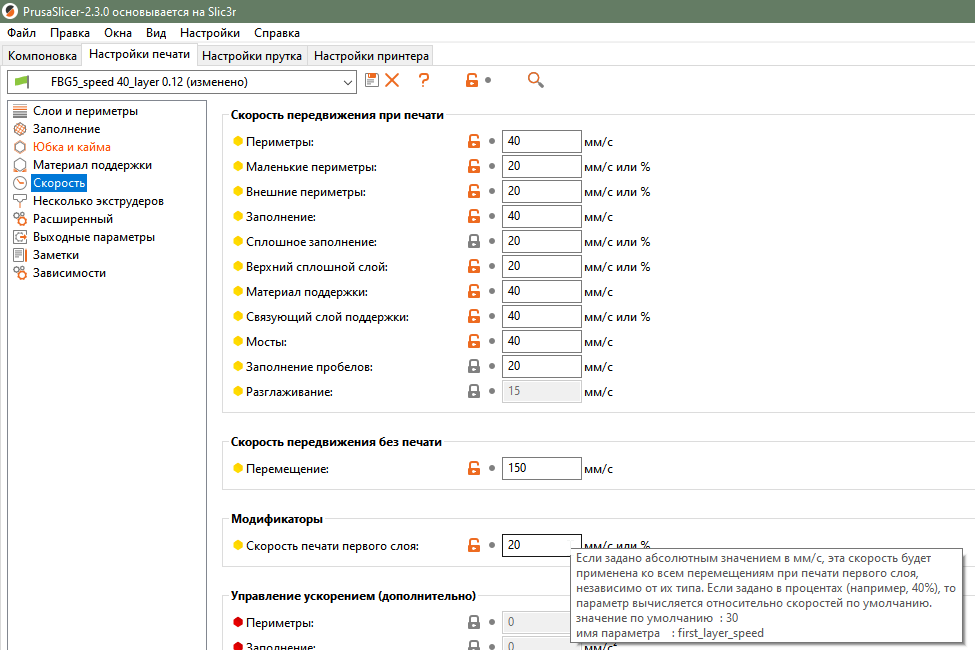
И подготовьте модель для печати
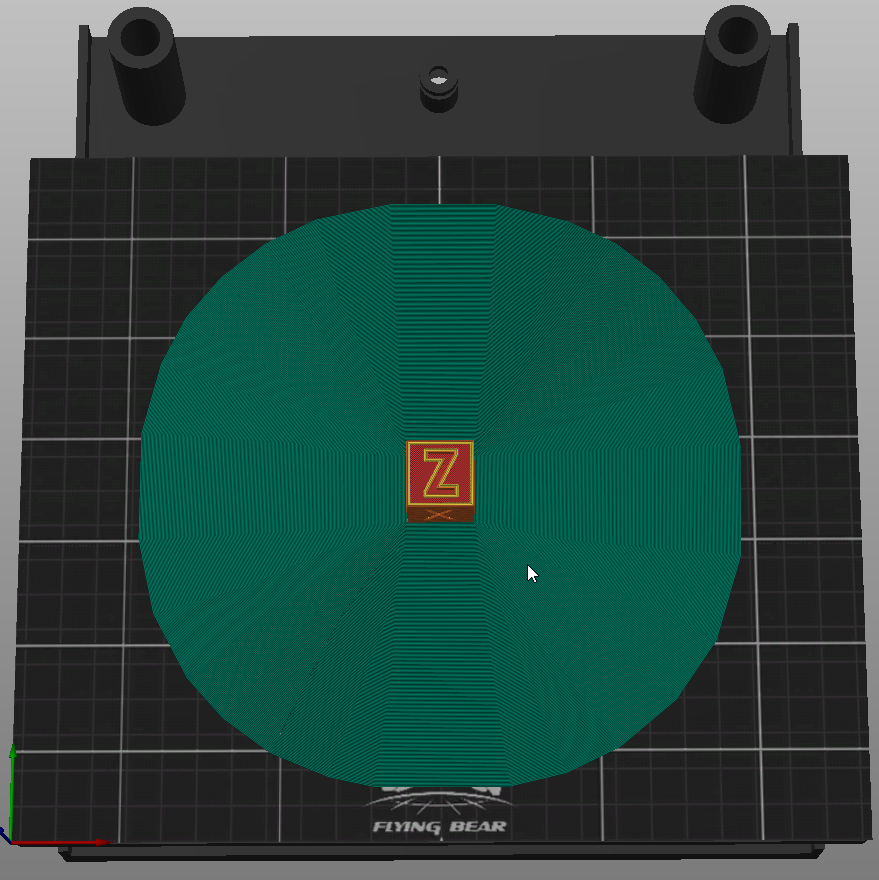
Отправьте модель на печать. Во время печати каймы вы можете тонко настроить уровень стола вращая винты регулировки. Необходимо добиться ровной укладки линий без щелей или бугров между ними.
3D-принтер Flying Bear Ghost 5

Товары из офиса нельзя заказать через интернет или забронировать. Можно только прийти, схватить и бежать. Доступное количество актуально на момент загрузки страницы.
Офис находится в 3 минутах ходьбы от м. Парк культуры по адресу: ул. Тимура Фрунзе, 8/5.
Товары из магазина-мастерской нельзя заказать через интернет или забронировать. Можно только прийти, схватить и бежать. Доступное количество актуально на момент загрузки страницы.
Магазин-мастерская находится в трёх минутах пешком от метро Лиговский Проспект, на территории пространства «Лофт Проект Этажи», по адресу Лиговский проспект 74Д.
3D-принтер Flying Bear Ghost 5 приятно удивит вас тихой печатью: усовершенствованные драйверы и механизмы издают так мало шума, что вы сможете спать в одной комнате с этим станком. Корпус принтера построен на жёсткой металлической раме, которая сохраняет стабильность при резких движениях экструдера, а стенки из акрила защищают модель от пыли и сквозняка.
Девайс поставляется в степени высокой готовности: финальная сборка и калибровка 3D-принтера из коробки не займёт у вас слишком много времени. Уже через несколько часов вы сможете тиражировать приглянувшиеся 3D-модели из интернета и печатать их по Wi-Fi.
Особенности
Flying Bear Ghost 5 встречает дружелюбным пользовательским интерфейсом с поддержкой русского языка. На сенсорный 3,5-дюймовый дисплей выводятся наглядные менюшки с текущими параметрами печати и графикой.
- Во время печати отображается предпросмотр детали в 3D.
- Прогресс-бар показывает, насколько завершён процесс и сколько времени прошло с момента начала печати.
- На дисплее отображается текущая скорость печатающей головки и координаты стола по оси Z.
- Коэффициент экструзии, обдув, температура и скорость печати регулируются на лету.
- Через пользовательское меню можно двигать печатающей головкой, опускать стол, нагревать хотенд и стол, управлять экструдером.
- Предусмотрен режим калибровки стола, когда принтер по очереди ставит сопло в каждый угол.
Принтер поддерживает беспроводное подключение по Wi-Fi: ему можно скармливать файлы на печать, не вставая из-за компьютера. Для этого достаточно установить MKS Plugin для слайсера Cura.
Кинематика печати у Ghost 5 напоминает продвинутые принтеры Makerbot. Сама модель стоит на столе, который по мере печати медленно опускается вниз. Поскольку платформа при этом не движется по горизонтали, слои высоких моделей не смещаются и не расплываются при повышенных скоростях печати.
Подача пластика происходит через боуден-экструдер BMG Dual Drive. Подобная схема снижает вес печатающей каретки, а механизм с двумя шестернями надёжно дозирует мягкий пластик, наподобие нейлона. Вообще говоря, Ghost 5 поддерживает все популярные типы пластика: PLA, ABS, PETG, TPU, HIPS, Wood, нейлон. Датчик окончания филамента вовремя запаузит печать, чтобы вы могли пополнить запас пластика.
Модель печатается на стеклянном столе с матовым покрытием для улучшенной адгезии первого слоя. Стол устойчив к термонагрузкам и быстро нагревается до рабочей температуры 60–110 °C. Через пользовательское меню можно заранее нагреть стол до нужной температуры.
Сравнение Ghost 5 vs Ghost 4S
Одна из главных фишек Flying Bear Ghost 5 — более тихие драйверы TMC2208 на осях XY с точностью позиционирования 0,01 мм. Именно они позволили снизить шум по сравнению с Ghost 4S, куда умельцы ставили TMC2208 самостоятельно. Сами драйверы, установленные на 32-битной управляющей плате, получили массивные радиаторы охлаждения.
Важным изменениям подверглась и система подачи пластика. Прозрачный Bowden-экструдер позволяет увидеть, что происходит внутри мехнизма. Более лёгкий пластиковый хотенд вместо металлического у прошлой модели положительно сказался на скорости позиционирования и качестве печати. Кроме того, на Ghost 5 пересмотрена система охлаждения хотенда: турбина дует напрямую под сопло, в то время как у Ghost 4S этот узел был менее эффективным и часто подвергался доработке пользователями.
Наконец, многие механические элементы подверглись ревизии:
- Более жёсткие пружины и регулировочные винты с крупными ручками позволяют более точно выровнять нагревательный стол.
- Появился оптический концевик на оси X, остальные — с микропереключателем вместо лапки.
- Доработаны ограничительные упоры и шкивы на осях.
Программное обеспечение
Для печати на Flying Bear Ghost 5 подойдёт любой слайсер — например, Cura, который доступен для 64-битных платформ Windows, macOS и Linux. Программа «нарезает» 3D-модель на отдельные слои и подготавливает инструкции на языке G-Code, понятном 3D-принтеру. Итоговый файл содержит пошаговый алгоритм печати в соответствии с выбранными параметрами — его-то и нужно скормить принтеру.
По умолчанию принтер загружает модель для печати с карты памяти microSD. В комплекте приложена карточка microSD на 4 ГБ с USB-адаптером.
Поддерживается также печать по Wi-Fi с помощью плагина MKS — он бесплатно доступен среди адд-онов внутри программы Cura.
Питание
Принтер питается от бытовой электросети 220 В / 50 Гц и потребляет мощность до 300 Вт.
Производитель встроил систему, которая возобновляет печать с того же места при внезапном отключении питания… Но, как показывает наша практика, это не панацея: в месте рестарта порой возникают дефекты, а иногда процесс и вовсе обнуляется. В общем, система повышает шансы на успех, но лучше позаботиться о резервном питании.
Комплектация
- 1× Принтер в разборе
- 1× Инструкция на русском языке
- 1× PLA-пластик (тестовая катушка)
- 1× Комплект запасных частей
- 1× Набор ключей
- 1× Набор нейлоновых стяжек
- 1× Игла для чистки сопла
- 1× Шпатель
- 1× Пинцет
- 1× Кусачки
- 1× USB-кабель
- 1× Карта памяти microSD (4 ГБ)
- 1× USB-картридер microSD
- 1× Кабель сетевого питания
Характеристики
- Модель: Flying Bear Ghost 5
- Технология 3D-печати: FDM
- Область печати: 255×210×200 мм
- Толщина слоя: 0,05–0,3 мм
- Точность позиционирования:
- 0,01 мм по осям XY
- 0,002 мм по оси Z
3D-принтер — габаритный груз, поэтому пока мы доставляем его только курьером по Москве и Санкт-Петербургу. Если вы живёте в ближней Московской или Ленинградской области — наши менеджеры с радостью проверят возможность доставки до дома.
Доставка в другой регион возможна силами курьерской службы DPD по полной предоплате — обратитесь к нашим менеджерам, они помогут рассчитать стоимость доставки и создать заказ.
3D принтер FlyingBear GHOST 5 [update 5.8.7]
![]()
Почему на дисплее не отображается картинка модели? Картинка появится только при загрузке файла по Wi-Fi через программу (Ghost 4) или плагин для Куры (Ghost 4S), потому что программа/плагин добавляет картинку к файлу.
МОИ ВИДЕО С ЭТИМ ПРИНТЕРОМ
ДОРАБОТКИ И НАСТРОЙКИ (на примере Ghost 4S)
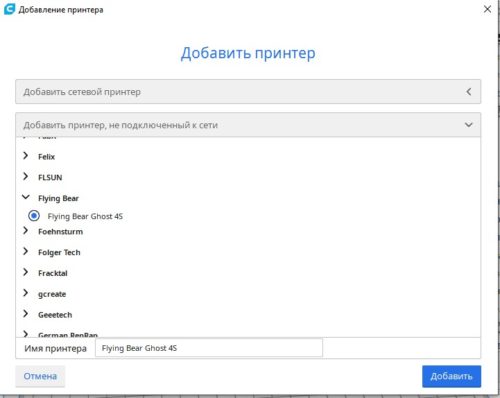
Профиль FlyingBear
Для принтера модели 4S в слайсере Cura версии выше 4.6 добавлен встроенный профиль (спасибо oducceu). Просто добавляем новый принтер и из списка выбираем FlyingBear/FlyingBear Ghost 4S
![blank]()
Настройки от AlexGyver
Рассмотрим самые критически важные настройки:
ДЛЯ СОПЛА 0.4 мм
Качество:
- Высота первого слоя: 0.3 мм (хз, наверное многовато, но прилипает отлично)
- Ширина линии: 0.36 мм (плотнее будет класть слои, без щелей)
Ограждение:
- Выравнивание шва по оси Z: острейший угол (более-менее красиво прячет шов, но зависит от модели)
Заполнение:
- Перекрытие заполнения: 0.036 мм (для слипания со стенками)
Материал:
- Поток: 100-101% (щели мы скомпенсировали в “Ширина линии”)
- Величина отката: 4.5 мм (для PLA), 6-6.5 (для PETG)
Скорость:
- Скорость печати: PLA 50 мм/с (штатный обдув), PETG 70 мм/с (штатный обдув). С нормальным обдувом можно до 130 мм/с
- Ускорение печати: 800-1000 мм/с2 (со штатной головой)
- Рывок печати: 12-15 мм/с (со штатной головой)
Охлаждение:
- Скорость вентилятора: 100% (PLA, высокотемпературным пластикам можно меньше)
- Минимальное время слоя: 15-20 с (PLA, высокотемпературным пластикам можно меньше)
- Минимальная скорость: 10 мм/с
Поддержки:
- Разрешить кайму (чтобы не отвалились)
- Угол нависания поддержек: 45-55 град
- Зазор поддержки по оси Z: 0.2 мм
Переделка механики под CoreXY
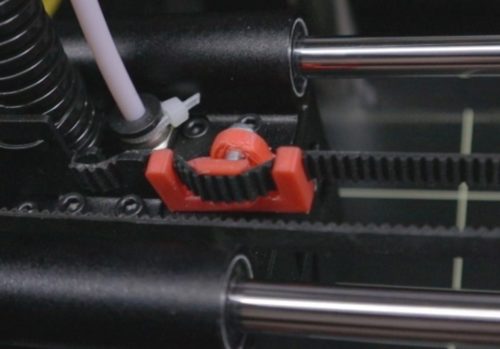
Натяжитель ремня
Если у вас установлен пружинный натяжитель ремня – лучше заменить его на жёсткий натяжитель, например вот такой (ссылка на thingiverse). Печатать модели tensioner_big_2.7mm_standard.stl и tensioner_small_part.stl. Понадобится винтик М3.
![blank]()
Кожух обдува
Для 4S есть альтернативный обдув под штатную турбину, рекомендуется напечатать и поставить сразу же. Ссылка на thingiverse
Печатная каретка
Родная каретка очень тяжёлая, что не позволяет добиться качественной печати на больших скоростях и ускорениях. Можно напечатать каретку, желательно из высокотемпературного пластика (ABS, или хотя бы PETG). Модели:
- Ghost 4/4Sновая версия!
- Ghost 4/4S: тип 1 (лучшая, под 4020 и 4010 турбины). Есть ещё тип 2, тип 3
- Ghost 3: тип 0 (лучший вариант). Есть ещё тип 1, тип 2, тип 3
- Ghost 1/2: каретка (плату придётся закрепить стяжками)
Direct Drive
Позволяет избавиться от трубки боудена и ретрактов, повысить качество печати. Модель и инструкции на Thingiverse.
Замена вентиляторов
Если вы собираетесь печатать каретку как выше, вам понадобятся турбины 4010 или 4020 (в зависимости от модели каретки)
Также можно заменить другие вентиляторы на более качественные:
Более качественные вентиляторы тише работают и дольше прослужат!
Ремень
Если менять каретку, то придётся заменить ремень. Нужен ремень GT2 6mm с неметаллическим кордом, желательно от производителя Gates или POWGE.
Носок на термоблок
Драйверы TMC
Рекомендуется заменить драйверы моторов на тихие и более точные TMC, например TMC2208. БРАТЬ НЕ UART ВЕРСИЮ. Берите DIY. Версия UART отличается от DIY запаянной перемычкой, на фотках по второй ссылке видно, где она запаяна. Перемычку можно “спаять” паяльником, если вы случайно взяли UART версию.
Напряжение на драйверах осей нужно выставить 1.2V, на драйвере экструдера 1.4V. Драйверы полностью поддерживаются платой принтера, нужно только изменить направление вращения моторов. Настройки в прошивке:
- Ghost 3/4: вкладка configuration
- Ghost 4S: файл robin_nano35_cfg.txt, должен лежать на карте памяти. Если нету – возьмите из папки с прошивкой. В нём строка 133 и ниже. (файл открыт в notepad++)
Подшипники Х У
Шариковые подшипники осей X и Y можно заменить на пластиковые. Качество печати может увеличиться за счёт отсутствия люфтов. Внутренний диаметр 8мм, внешний – 15мм
Подшипники Z
Муфта оси Z
Пружины стола
Утеплитель стола
Можно доутеплить стол, если нужно. Для полного покрытия новым утеплителем берём 310х310
![Flyingbear-Ghost 5]()
В проводе, переходной плате или в материнке. Прозвоните провода и разъемы. В этой группе описывали случай когда пин плохо в разъеме защелкнуть был, проваливался при подключении.
![Александр Пашков]()
Вячеслав Шахаратов![Вячеслав Шахаратов]()
У меня та же проблема, вчера собрал. В настройках концевик оси Х показан, как включенный всегда, независимо от расположения головы. Поэтому голова не отъезжает в "ноль" по Х. Когда запустил нагрев и выставлял уровень стола, датчик переключился и теперь всегда показывает "НЕ ноль" не зависимо от расположения головы, в результате этого голова врезается в мотор и не останавливается при парковке. ЧТО ДЕЛАТЬ.
Вячеслав, если поместить черную картонку в отверстие концевика он "замыкается"? В меню проверки концевиков состояние меняется?
![Дмитрий Молчанкин]()
Вячеслав, при парковке на ноль посмотрите не врезается голова в эти головки стяжек. У меня была похожая проблема после сборки. Лечилась эта проблема просто развернув немного стяжку в сторону
Прозвонка проводов от основной платы до платы головы проблем не выявила. Что можно еще проверить?
Концевик работает. Был подключен от У, срабатывает корректно.Предположительно проблема в отсутствии 5v по шине концевиков на основной плате, которые, предположительно, используются для питания оптического датчика по Х.
Плата FlyingBear Reborn V2.0, если правильно понимаю, прошивка 5.8
Нужно плату менять или есть другие варианты?
Александр, можно снять направляющие оси X, снять голову, разобрать ее, достать эту плату, подключить шлейф в нее, проверить есть ли напряжение на светодиоде оптопары. Прочерить светится этот светодиод (если он ИК то камерой телефона), проверить меняется ли напряжение на фоторезисторе оптопары. Можно попробовать замкнуть ноги оптопары на стороне резистора (на свой страх и риск). Если состояние поменяется заменить оптический концевик на механический и забыть об этой проблеме.
Читайте также: