Для печати на столе
Обновлено: 19.05.2024
Просмотр распечатанных фотографий приносит гораздо больше удовольствия, чем цифровых. Ведь их можно поставить в рамочку, повесить на видное место и ежедневно получать положительные эмоции от наблюдения. При этом не обязательно отправляться в студию. Распечатать снимки можно дома, купив печатное оборудование.
Мы решили сделать обзор на лучшие фотопринтеры 2019 и 2020 года . В этом нам помог сотрудник профессиональной фотолаборатории «Fotoprint» Олег Сейтаков .
На рынке техники можно встретить множество моделей. Решить, какой принтер лучше для фотопечати в домашних условиях, не всегда просто.
В наш рейтинг вошли самые удобные, качественные и функциональные модели:
Лучший фотопринтер для дома Epson Expression Photo HD XP-15000
- струйный;
- максимальный формат – А3;
- разрешение – 5760x1440 dpi;
- стоит 29950—48400 руб.
Принтер работает по струйной технологии. Он передает естественные, насыщенные и яркие цвета. Этому способствуют пьезокристаллы, которые деформируются под действием электрического тока, что помогает контролировать толщину струи, размер капли и скорость ее выброса на бумагу.
Такая технология считается одной из самых надежных и качественных на сегодняшний день. При условии своевременного и правильного ухода устройство служит очень долго. Однако следует учитывать, что пьезоструйные головки требовательны к чернилам. При редкой эксплуатации склонны к закупориванию сопла. Лучший фотопринтер для дома в обзоре.
Можно использовать как для фотографий 10х15, так и формата А3, при этом он не занимает много места на столе. Если сравнивать с моделями с аналогичным функционалом, данный вариант — самый компактный и легкий (8,5 кг). Использует раздельные картриджи, печатает водорастворимыми фоточернилами 6 цветов. Подключается по USB, Ethernet, сети Wi-Fi. Имеет цветной дисплей, отображающий текущие параметры.
Сфера применения модели — фотолаборатории, а также домашнее пользование для фотографов, которые печатают часто и требовательны к качеству изображения. Устройство не подходит для многостраничных цветных документов из-за не самой высокой скорости и дорогостоящих расходников.
Отзывы
Пользователи довольны качеством и скоростью печати, а также возможностью нанесения изображения на диски. Модель отпечатывает в разрешении 5760х1440 точек.
- компактный;
- передача малейших деталей, запечатленных на фото;
- встроенный блок двусторонней печати;
- 3 способа подключения, возможно удаленное управление;
- печатает на карточках, этикетках, фотобумаге, пленках, дисках, глянцевой, матовой бумаге, конвертах.
Против:
- быстрый расход чернил;
- дорогой ремонт, если какие-либо детали выйдут из строя;
- стоимость, превышающая 45 тыс. руб. в некоторых магазинах.
Лучший бюджетный принтер для фотопечати Canon PIXMA iX6840
- струйный, термический;
- максимальный формат – А3;
- высокое качество;
- стоит 14200—18500 руб.
Принтер используется в офисах: для подготовки презентаций, рекламных материалов, документов, цветных плакатов и графиков, фотографий. Здесь предусмотрена струйная термическая технология, при которой чернила подаются путем их нагревания до 600 °С. Качество печати немного уступает пьезоструйной. Если присмотреться, можно заметить незначительные искажения на изображениях в высоком разрешении. Но для офиса результат получается достойным.
Пользователь должен понимать, что из-за высоких температур возможно образование накипи и нагара, которые забивают дюзы, ухудшают цветопередачу, вследствие чего устройство может полосить. Это может происходить, если перегружать принтер. Бюджетный вариант, стоимость которого начинается от 14 тысяч рублей.
Что же касается неоспоримых преимуществ, то сюда относится высокое разрешение (9600x2400 dpi), поддержка формата А3, печать на карточках, этикетках, матовой и глянцевой фотобумаге, конвертах, подключение 3 способами (Wi-Fi, Ethernet (RJ-45), USB), возможность дистанционной работы устройства. Лучший принтер для фотопечати в бюджетном сегменте.
Пользователи отмечают, что это один из самых доступных принтеров, поддерживающих формат А3. Радует наличие Wi-Fi, благодаря которому можно освободить рабочее пространство от лишних проводов и подключиться по беспроводной сети.
- оборудованием можно управлять на нескольких компьютерах через офисную сеть;
- поддержка печати с мобильных устройств;
- можно заменять только те чернила, которые заканчиваются;
- высокое разрешение.
- дорогие картриджи;
- нет проверки соответствия листов заданному формату.
Лучший фотопринтер премиум-класса Epson SureColor SC-P400
- струйный, пьезоэлектрический;
- максимальный формат – А3;
- разрешение – 5760x1440 dpi;
- стоит 39400—60700 руб.
Устройство входит в рейтинг фотопринтеров премиум-класса благодаря максимальной производительности и универсальности. Оно гарантирует высокое качество печати. Совместимо с различными носителями, с которыми синхронизируется посредством Wi-Fi, Ethernet (RJ-45), USB. Управляется через операционные системы Windows, Mac OS.
Благодаря точному позиционированию капли линии готового изображения получаются четкими, мелкие объекты — детализированными. Краска устойчива к повышенной влажности, обеспечивает глубокие насыщенные оттенки и высокую плотность цвета.
Устройство подойдет и для фотостудии, и для коммерческого использования профессионалами. Изображение получается четким, цветопередача – естественной, все детали имеют очерченные границы.
Пользователи довольны возможностями фотопринтера — его можно использовать в профессиональных целях.
- высокий рабочий ресурс для СНПЧ;
- на головку нанесено специальное покрытие, уменьшающее засорение сопел;
- подходит для профессионального изготовления фотографий;
- можно установить 2 черных картриджа для глянцевого и матового носителя;
- печатает форматы от 10х15 см до А3+, делает панорамные фото на рулонных бумагах, переносит изображение на диски.
- стоит свыше 60 тыс. руб.;
- рекомендуется использовать только оригинальные дорогостоящие чернила, которые подходят к этой модели, иначе устройство может выйти из строя.
Как выбрать фотопринтер
Что такое фотопринтер, знает каждый – устройство предназначено для печати фотографий. Выбор огромен — начиная недорогими моделями для формата 2х3 см и заканчивая большими многофункциональными приборами для профессиональных салонов, позволяющими печатать с разных носителей, сканировать и выполнять множество других операций.
При выборе важно сначала определиться, для каких целей покупается техника: в профессиональную студию, домой, в офис, или это должен быть портативный гаджет, который можно брать с собой и при необходимости в любой момент распечатать качественные изображения.
В фотопринтерах используются 3 самые распространенные технологии. В настольных моделях применяется струйная:
- термоструйная — краска активируется и выбрасывается при нагреве;
- пьезоэлектрическая — выброс пигмента происходит под давлением, создаваемым колебанием мембраны. Считается самым надежным и высокопроизводительным вариантом.
Среди портативных фотопринтеров распространена термопечать . Изображение появляется в результате химической реакции, протекающей в чувствительном слое бумаги в результате теплового воздействия на нее со стороны термоголовки. Последняя состоит из многочисленных точечных нагревательных элементов. Они расположены вдоль, расстояние между ними и определяет разрешение печати.
Также применяется сублимационная технология . Ее секрет заключается в том, что краситель переходит из твердого состояния сразу в газообразное (возгонка) под действием температуры и давления, в результате чего происходит окрашивание. Будучи в газообразном состоянии, краска глубоко проникает в структуру бумаги, поэтому не выгорает, не тускнеет со временем.
Лазерный фотопринтер — редкое явление в мире современной фотографии, поскольку при нагревании до 200 градусов бумага просто плавится. В связи с этим чаще используют струйную, сублимационную и термическую технологии.
При покупке важно учитывать еще несколько характеристик. Итак, как выбрать фотопринтер:
- Конструкция . Устройство может быть портативным или стационарным (настольным).
- Формат. Определитесь, какой максимальный размер фото должна распечатывать ваша техника (чем больше вариантов поддерживается, тем выше цена).
- Разрешение . Влияет на качество печати. Чем выше значение, тем точнее детали. Хорошие устройства для фотолабораторий могут выдавать от 4800х1200 dpi.
- Скорость . Для дома это не первостепенная характеристика, а вот для фотосалона подойдут не все виды принтеров – важно, чтобы оборудование умело быстро справляться с большим количеством работы.
- Интерфейс . Обратите внимание, при помощи каких технологий прибор синхронизируется с носителями информации: Wi-Fi, USB, Ethernet (RJ-45), Bluetooth. Более быструю печать обеспечивает подключение через кабель.
- Поддержка ОС . Устройством будет удобно пользоваться, если оно поддерживает подключение к Windows, Mac OS, iOS, Android.
- Бренд . Немаловажную роль играет торговая марка, выпускающая технику. Лучшие производители, по мнению экспертов и покупателей: Epson, Canon, HP, Xiaomi, Polaroid, Lifeprint.
Правильно выбрать принтер помогут также отзывы обычных пользователей, которые указывают на достоинства и недостатки моделей.
Печать пластиком ABS на холодном столе
Информация о наличии у меня 3D принтера потихоньку распространяется среди моих друзей и знакомых… Всякий зашедший в гости требует доступ к девайсу и демонстрацию печати, надолго зависая над завораживающим процессом. Но вот один из зашедших поставил реальную задачу: напечатать некое удерживающее устройство, размещаемое в химическом растворе. Раствор не должен растворять пластик, но при проверке выяснилось, что не растворяется только ABS, а PLA не то, чтобы растворяется, но «плывет», теряя геометрию.
Как известно, пластик типа ABS имеет свойство существенно больше, чем PLA, расширяться при нагревании, и сужаться при охлаждении. Основным следствием этого является практически неизбежный отрыв детали или ее частей от стола в процессе печати и связанное с этим непоправимое искажение размеров. Подогреваемого стола у меня нет, а устройство необходимо срочно, поэтому я себе, соответственно, поставил задачу научиться печатать ABS-ом на холодном столе. Поэкспериментировав с синим скотчем, канцелярским клеем, лаком для волос (темное пиво не пробовал, но в сети есть прецеденты) и другими материалами, я нашел приемлемый для моих задач и принтера способ.
Стекло стола покрывается слоем клея ПВА, который растирается до получения равномерного тонкого слоя. Не застывший клей ПВА, как известно, белый и непрозрачный, а застывший – прозрачный. По наступлению прозрачности клея и определяется готовность поверхности к печати. Но долго ждать тоже не стоит, при начале печати клей должен быть свежезастывшим. Очень важным моментом при начале печати является правильность калибровки стола (автолевелинг). Я применяю калибровку по 9 точкам, это занимает чуть больше пары минут, но вполне оправдывается хорошим результатом калибровки. Первый слой должен быть максимально возможно тонким, экструдер должен буквально «вмазывать» пластик в пленку клея. Только в этом случае обеспечивается хорошая адгезия ABS к столу. При этом я использую в настройках слайсера Cura адгезию типа «край» не менее 5 мм (лучше больше, если есть возможность по габаритам детали). Первый слой можно печатать на пониженной скорости с повышенной подачей пластика. Я включаю в Repetier Host 80% скорости печати и 120-130% подачи. Обдув при этом выключен. После печати первого слоя я включаю небольшой обдув (30%), и ставлю скорость и подачу на 100%.
После завершения печати надо дождаться, когда деталь полностью остынет, и очень аккуратно отделить ее (вместе с «юбкой») от стола тонким шпателем, поскольку деталь прилипает к столу весьма прочно, и есть опасность оторвать один или несколько нижних слоев.
Очень помогает в принтере MC2 возможность легко снимать стол и ставить его обратно. Если наносить клей можно и на установленный стол (хотя удобнее снять), то отмывать его от ПВА лучше под струей горячей воды. Те места, которые не контактировали с печатаемой деталью, отмываются просто пальцем, а те, где деталь прилипала, только шпателем. Это говорит о том, что клей в этих местах фактически присыхает к стеклу под воздействием температуры.
Врать не буду, у меня не всегда получается напечатать любую деталь из ABS с первого раза, но приобретя некоторый опыт, можно добиться хороших результатов. Например, я так и не смог напечатать диск диаметром около 100 мм и толщиной 10 мм со 100%-ым заполнением – он всегда отрывался. При 30%-ом заполнении такой диск был напечатан.
Похоже, что надо разрабатывать модели с разрезами и вырезами, если это возможно, чтобы максимально уменьшать напряжения, вызываемые усадкой пластика при охлаждении.
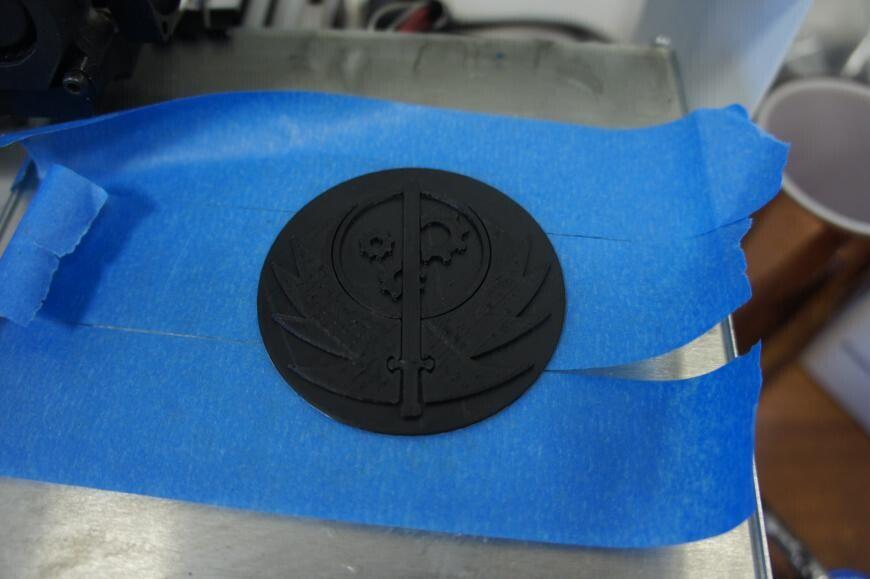
Следующие фотографии иллюстрируют этапы нанесения клея на стол, процесс печати и ее результаты:
Свеженанесенный клей ПВА:

Клей почти высох, можно печатать:

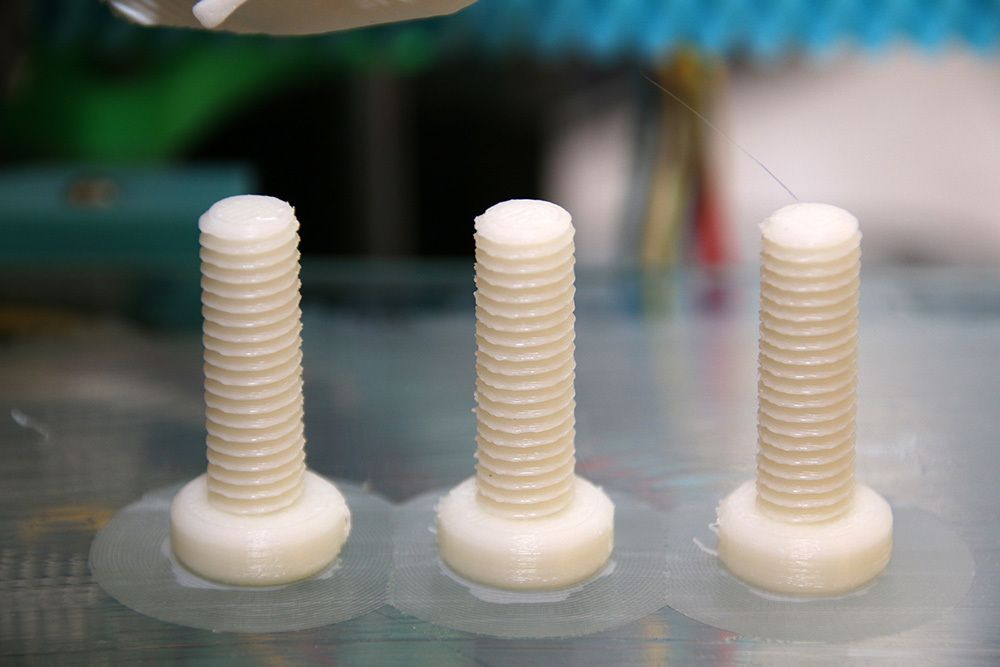
Печатаем болты M8:

Только что закончилась печать:
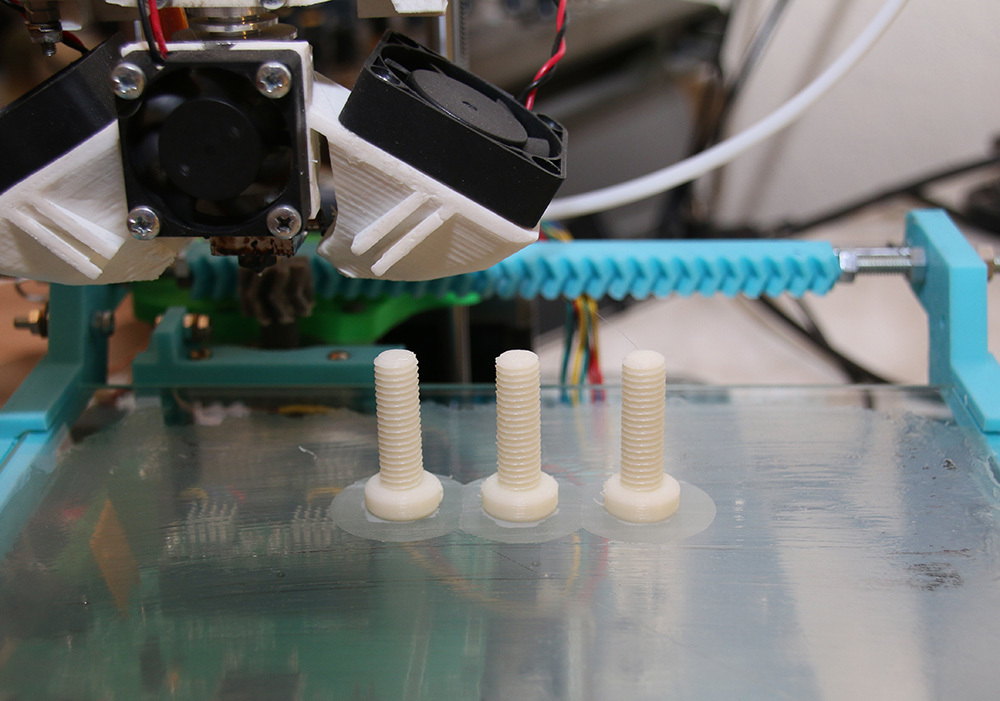
Видно, как немного отходит «юбка» края возле головок болтов, но держится:
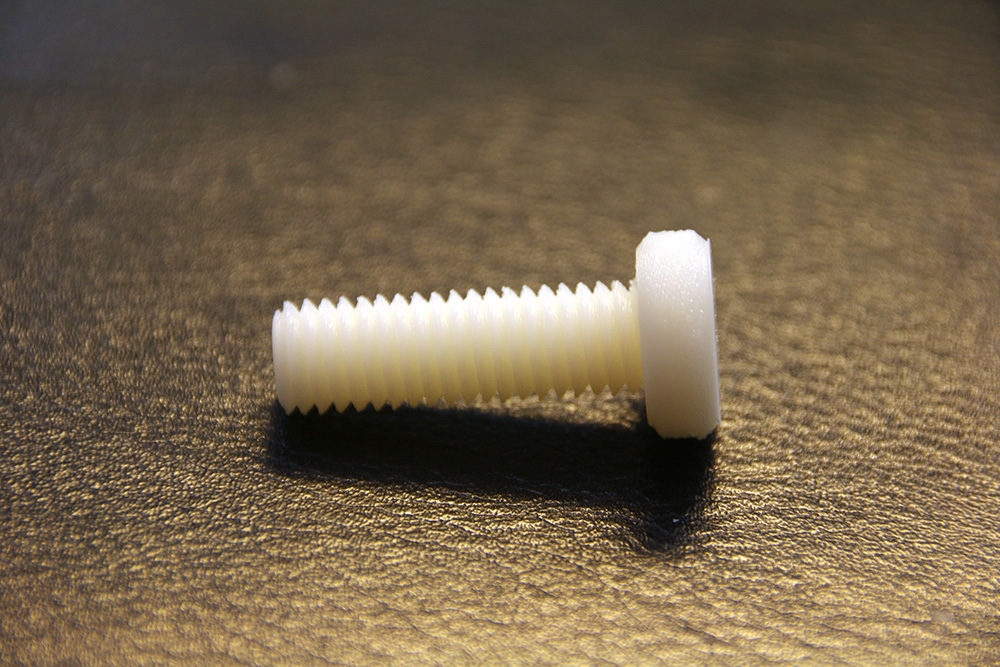
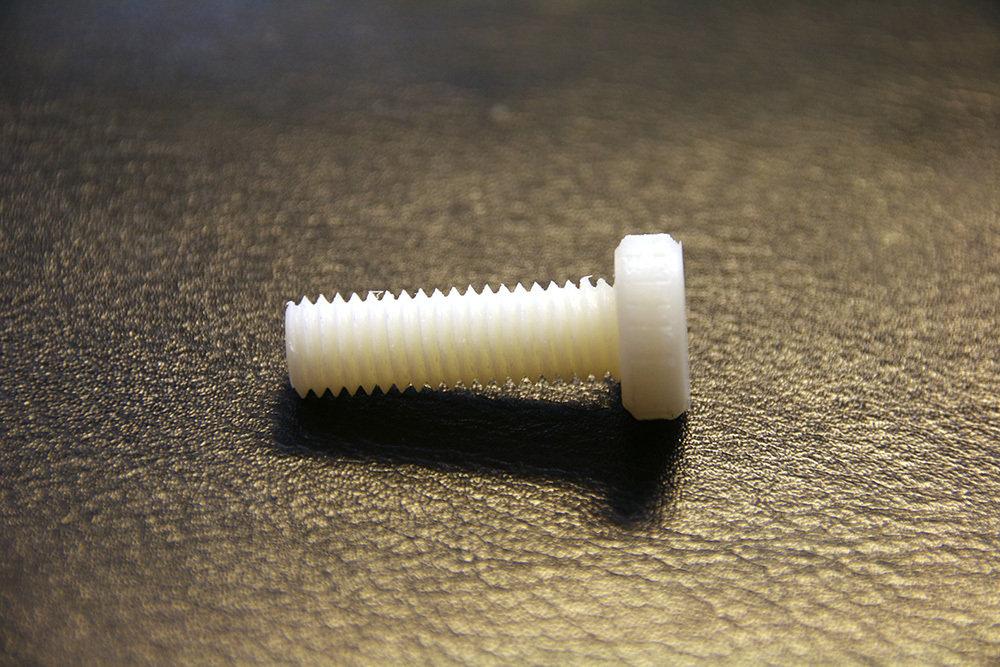
Резьба и без всякой постобработки получились достаточно хорошей, а после обработки резьбы одним проходом плашки M8 просто руками – резьба очень хорошая:
Уже напечатанные части устройства (тоже из ABS пластика), для которого допечатывались болтики:


Поверхности деталей из ABS, которые прилегали к холодному столу при печати. В качестве бонуса, раз уж пластик ABS заправлен в принтер, напечатал несколько крючков на раму рабочего стенда для подвески всяких проводов и инструментов:

Крючки в работе:


Мораль: не бойтесь экспериментировать с печатью пластиком ABS на холодном столе, при некотором упорстве и навыке у вас это получиться.
А домашний 3D-принтер – устройство полезное, что бы не говорили злопыхатели!
90-е против 2020! Фотопечать на кухонных столах.
Модным трендом в современном дизайне интерьеров стали стеклянные столы. Благодаря прочности и красоте стекло стали использовать в мебельном производстве. Стекло визуально облегчает интерьер. Что касается фотопечати – это отличный способ разнообразить классические дизайнерские идеи, сделать эксклюзивные принты и тем самым создать неповторимую идею для своей кухни. Стеклянный стол – это, прежде всего, особо закаленное стекло и значит, отличная прочность и большой срок службы.
Почему стоит купить стеклянный стол
Стеклянным столом уже давно никого не удивишь – это классика. А когда на поверхность наносится фото, стол принимает совершенно иное обличие – это и новый элемент декора в квартире, и другие краски. Нанесение рисунков может производиться по разным технологиям, но самой актуальной сегодня считается фотопечать.
Стол с фотопечатью преимущества:
- рисунок не стирается на протяжении всего срока службы стола;
- для фотопечати не страшны перепады температуры и повышенная влажность;
- специальная технология нанесения фото на стол позволяет убересь изображения от выгорания на солнце;
- дизайн Вы можете выбрать самостоятельно и подрядчику предоставить именно тот рисунок, который хотите видеть у себя на кухне;
- стеклянный стол с фотопечатью станет изюминкой всего интерьера;
- на поверхности, благодаря нанесенному рисунку, не видны отпечатки пальцев и разводы;
- стол легко отмывается от загрязнений, не требует особого ухода;
- фотопечать можно нанести на кухонные фасады или фартук – таким образом свяжется единая композиция в помещении.
Кухонный стол с фотопечатью выбрать не сложно – главное, определиться с моделью. И для клиента в этом плане предложений достаточно – от стандартного стола до раскладного. Таким образом, маленький кухонный стол может легко превратиться в стол для посиделок с большим количеством друзей.
Для больших кухонь производители предлагают заказывать раздвижные столы. Для маленьких площадей есть различные вариации по форме конструкции – овальные столешницы, круглые, квадратные или прямоугольные. Кроме того, можно выбрать комбинацию ножек – это могут быть кованые изделия, или более привычные хромированные элементы.
Обратите внимание, что фотопринт лучше подбирать с учетом всего интерьера – соблюдайте начальную тематику оформления. Иначе стол может быть уж слишком выразительным элементом.
Кстати, удобны и те модели, у которых предусмотрена дополнительная полка. Она может быть тоже из стекла. Полку многие оставляют без рисунка, но большинство, все таки, подчеркивает такой девайс дополнительным принтом (стоит отметить, что стиль оформления двух поверхностей должен быть одинаковым).
Технология нанесения рисунка
Появление специальных производственных принтеров позволило создать предложение по фотопечати для кухонных поверхностей. Краска наносится по трафарету на стекло и сушится ультрафиолетовыми лучами. Качество результата зависит от технических возможностей самого принтера и качества используемых красок.
Сегодня самым распространенным методом печати считается витражный. Суть в том, что рисунок предварительно наносится на специальную пленку, которая предварительно клеится на стекло. Обязательным условием нанесения краски является полное высыхание пленки. Такой способ позволяет максимизировать срок службы рисунка без влияния негативных факторов внешней среды. Реже используют метод напыления – это и более дорогостоящая процедура, и поверхность с таким рисунком более привередлива в уходе.
С помощью фотопечати на стекло можно нанести любое изображение – картинки с пейзажами, разнообразные принты, фотографии или другие рисунки.
Как вписать поверхность с фотопечатью в интерьер
Для эксклюзивных решений заказчика ограничений нет. Но стандартные приемы дизайнеров и классическое видение кухонь требует соблюдения некоторых стилистических рекомендаций:
- Кухня в стиле прованс, винтаж и шебби-шик прекрасно дополнится умиротворенными деревенскими пейзажами или цветочными мотивами, драгоценными камнями. Отлично подчеркнут стиль кованые ножки.
- Кантри. Этот стиль визуализируется в стол с плетеными ножками. Что касается изображения – предпочтительны растительные принты, фотографии домашних животных. Неплохо играет эффект старения изображения на столешнице с кружевным или газетным принтом.
- Классический интерьер выгодно подчеркивается изображениями знаменитостей, газетных вырезок.
- Модерн и другие современные течения склоняют к лаконичности – стекло на хромированных ножках с геометрическим принтом станет идеальным решением.
Какому рисунку отдать предпочтение
Фотопечать на столешнице – услуга, где заказчику нет ни одного ограничения в воплощении фантазии. Различные цветовые решения, комплектация и способы нанесения рисунков позволяют создавать эксклюзивные столы без огромных финансовых затрат на дизайнера. Тут каждый может примерить на себя роль специалиста по оформлению интерьеров. Столы с фотопечатью – элемент интерьера, оформление которого выдержит даже самые смелые фантазии
Стекло для 3Д принтера которому не нужен клей и скотч для удержания модели.
Что делать если от стола 3Д принтера отлипает, отклеивается деталь.
Основная проблема при 3Д печати изделий это удержать модель на столе.
Ситалловое стекло для 3D принтера это уникальный продукт, поставляемый только компанией Unique-3D.
В отличие от зеркала, оконного и боросиликатного стекла, применяемых в большинстве 3D принтерах с подогреваемым столом,
ситалловое стекло решает проблему отлипания модели в процессе 3D печати без дополнительных приспособлений.
Во время печати 3D моделей не нужны:
— Клей карандаш;
— Молярный и синий скотч;
— Каптоновая лента.
Удержание изделий из ABS пластика на 3D принтере с таким стеклом происходит от начала и до конца печати.
Ситалловое стекло имеет отличную адгезию пластика при 3D печати:
— ABS пластик,
— SBS (Ватсон) пластик,
— FLEX пластик,
— WOOD пластик.
Адгезия PLA зависит от состава сырья, применяемого производителями. Точные названия производителей не выявлены.
После завершения печати и охлаждения рабочей поверхности ситаллового стекла до 80°C, изделие отлипнет само.
Технические Характеристики (Номинальная):
Тип Стекла: Ситалловое
Тип обработки поверхности: магнетронная обработка.
Допуски стекла при изготовлении зависят от размера готового изделия:
По ширине: +/- 0,3-2мм
По дине: +/-0,3-2мм
Толщина: 4,0 +/- 0,2 мм
Рабочая температура: > 50°C
Max. температура: ~500°C
3Д печать на ситалловом стекле.
Как настроить 3D принтер.
Изначально стол 3Д принтера должен быть выровнен по уровню.
Перед первым использованием промойте стекло водой с мылом.
Шаг 1.
Нагрейте стол и сопло до рабочей температуры.
Шаг 2.
Лучше НЕ ИСПОЛЬЗОВАТЬ для калибровки лист бумаги.
При ее использовании получаются дополнительные и не нужные 0.2мм между поверхностью стекла и соплом.
При нажатии на кнопку «домой» сопло должно упираться в стекло, т.е. расстояние должно быть 0 мм. В дальнейшем зазор отрегулировать по инструкции за счет высоты первого слоя.
Настройки для печати ABS.
На примере «слайсеров» KISSlicer, Cura, Slic3r
1. Температура стола:
От начала и до конца печати температура обязательно должна быть в
пределах 110-128с (в отдельных случаях и больше см. страницу №9)
Это связанно с тем что датчик температуры показывает температуру нагревательного элемента, а не поверхности самого стекла. Лучше всего начинать с максимальной температуры нагрева стола . Далее в процессе использования Ситаллового стекла уже подобрать подходящую стабильную температуру для печати изделий.
*** Бывают случаи что после установки ситаллового стекла принтер не может прогреть стол до рабочей температуры. Это происходит из-за того, что блок питания 3D принтера имеет недостаточную мощность и его просто не хватает для прогрева всех элементов (стол + стекло). Из рекомендаций можем посоветовать утеплить стол или поменять блок питание на более мощный.
2. Температура сопла:
Первый слой 245-250с (зависит от производителя пластика), либо
температура на 5-10с градусов выше, чем печать остальных слоев.
Остальные слои - температура при которой обычно печатает Ваш 3D принтер.
3. Подберите высоту первого слоя .
Она должна быть примерно 0.12-0.20мм (параметр подбирается индивидуально)
4. Скорость первого слоя должна быть меньше чем остальных 10-15мм/сек (подбирается)
Настройки для печати PLA*
Перед печатью PLA пластиком убедитесь, что поверхность стекла чистая, что нет маслянистых участков от рук. Если присутствует загрязнение то промойте стекло водой с мылом, затем аккуратно не трогая руками рабочую поверхность стекла просушите и положите на принтер.
1. Температура стола от начала и до конца печати обязательно должна быть неизменной. Ее величина зависит от производителя PLA пластика и подбирается индивидуально. На тестируемых нами PLA пластиках температура поверхности была в приделах 80-90с 2. Температура сопла: первый слой 205-240с (зависит от производителя пластика), либо температура на 10-15с градусов выше, чем печать остальных слоев. Остальные слои- температура при которой обычно печатает Ваш 3D принтер. 3. Высота первого слоя должна быть 0.15-0.25 (подбирается) 4. Скорость первого слоя 10-15мм/сек.
Дополнительные Рекомендации и советы:
1. Некоторые пластики имеют очень большой коэффициент термоусадки. И чем больше изделие, тем сильнее происходит усадка пластика (приподнимаются углы изделий). Также на это влияет сильное охлаждение изделий вентилятором обдува модели. Для уменьшения этого эффекта всегда используйте функцию «БРИМ» «BRIM», понижайте скорость либо выключайте вентилятор обдува.
2. Если вы используете вентилятор обдува модели при печати, то будьте внимательнее, поток воздуха от него может ЗНАЧИТЕЛЬНО охладить стекло до температуры ниже рекомендуемой чем для использования ситаллового стекла. Можно понизить скорость вращения вентилятора или отключить обдув модели.
3. У всех принтеры разные и программы “слайсеры” тоже разные, но общие принципы по настройке и калибровке действуют везде одинаково, главное в них разобраться.
4. Если программное обеспечение 3Д принтера не позволяет увеличить температуру стола, то можно попробовать отклеить термодатчик от стола и проложить между столом и термодатчиком термостойкий тонкий материал или использовать Кембрик (см. Google).
Это позволит немного обмануть программу.
Будьте крайне аккуратны, применяя такой способ.
Понимайте, что всю ответственность в случае перегрева стола и поломки принтера Вы берете на себя.
Практические рекомендации по работе со стеклом
именно на PICASO 3D Designer
Начнем с калибровки. Конкретно для Picaso советуем забыть про задуманную производителем функцию калибровки, и лучше вытащите пластик из экструдера, чтобы он не мешал при калибровке. При настройке печати на ситалловом стекле был выбран следующий алгоритм (вы можете делать, как душе угодно):
- Выключить принтер, отвести сопло в левый верхний угол.
- Подкрутить калибровочный болт, так чтобы расстояние было минимальным, передвинуть экструдер вправо и выровнять расстояние, проверить расстояния в ближних к нам углах.
- Запустить принтер.
- Включить функцию калибровки.
- Настроить расстояние до стекла.
Эксперименты с ABS рекомендуем начинать со слоем 0,25(0,3). Поскольку это самый большой слой, то погрешности в калибровки на нём сказываются минимальным образом. Потом, конечно же, идёт слой 0,2 и т.д. Для проверки на каждой итерации запускали пробную печать модели, чтобы проверить, как ложатся слои по периметру и в центре (рамка по периметру с кружком внутри, рамка и кружок соединены линиями).
При печати на стекле следует запомнить следующие команды G-code’а: M190 M140 H24 H25. M190 M140 – отвечают за температуру стола при печати первого и последующих слоёв, в файле есть комментарии, какая за что отвечает, читаем внимательно.
Для себя используем 120. Во-первых, датчик не всегда верно показывает температуру и она может быть меньше (что важно для стекла).
Дальше идёт скорость печати первого слоя (first_layer_speed), она измеряется в процентах от основной скорости печати и устанавливается в 50%, разумно предположить, что это больше рекомендуемых 15мм/сек, поэтому меняем его в зависимости от нужд, но заметим, что у нас и так неплохо работает. Проще всего искать эту команду, как и все остальные, через сочетание клавиш ctrl+F открыв файл в формате текстового документа.
Адгезия и 3D-печать: все, что вы должны знать
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Многие владельцы 3D-принтеров сталкиваются с отлипанием деталей от стола во время 3D-печати. Давайте разберемся с причинами и решениями.

Что такое адгезия?
Само понятие «адгезия» означает сцепление поверхностей разнородных тел. В 3D-печати адгезия к рабочей платформе — это способность пластика, из которого изготавливается деталь, прилипать к поверхности столика во время печати.
Если адгезия недостаточная, то изготавливаемые детали могут деформироваться или вообще оторваться от столика. Во время 3D-печати деталь должна прочно держаться на платформе, а после завершения легко сниматься. Производители филаментов обычно рекомендуют адгезивы для своих пластиков, а производители 3D-принтеров предлагают рабочие столики из алюминия, стекла, нержавеющей стали или даже со специальными покрытиями. Все это помогает пластикам лучше прилипать во время печати, но не существует рабочих поверхностей, которые бы одинаково хорошо подходили для всех типов пластиков.

Также не стоит забывать про тепловое расширение, вызывающее изменение размеров изготавливаемых деталей при различных температурах. Разница в температуре нижней и верхней части детали может привести к отслаиванию краев изделия во время 3D-печати. Это в основном касается таких материалов, как АБС, для работы с которым требуется подогрев рабочего столика. При печати такими материалами слои должны немного остыть, чтобы вообще можно было построить трехмерный объект, но не настолько, чтобы вызвать отслаивание по краям.
В этой статье мы рассмотрим что влияет на адгезию и как можно решить множество проблем в плане сцепления изделий с рабочими поверхностями.
Закрытая камера 3D-принтера
Для печати материалами c высокой термоусадкой оптимальный вариант — использовать 3D-принтеры с закрытой камерой, не допускающей сквозняков и сохраняющей тепло. Многие принтеры оснащены активным подогревом камеры, поддерживающим заданную температуру и не позволяющим деталям остывать. Равномерная фоновая температура во время 3D-печати снижает вероятность коробления и обеспечивает лучшую адгезию.
Владельцам открытых принтеров остается придумывать различные приспособления (например, короба), которыми 3D-принтер накрывается для сохранения тепла, или строить вокруг печатаемой модели сохраняющие тепло стенки, что увеличивает время печати и расход филамента.
Адгезия первого слоя
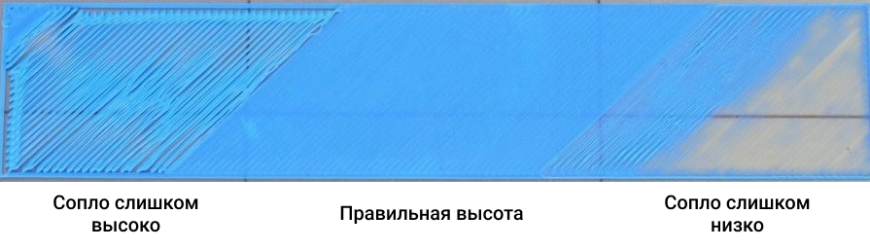
Первое, на что стоит обратить внимание — прилипание первого слоя. Это одна из самых распространенных проблем, с которой сталкиваются почти все печатники. Если первый слой уложен неравномерно, то процент брака всей остальной детали очень сильно возрастает, поэтому перед 3D-печатью очень важно решить вопрос с адгезией первого слоя. В большинстве случаев проблема решается калибровкой рабочего столика и настройкой расстояния между соплом и рабочей поверхностью.
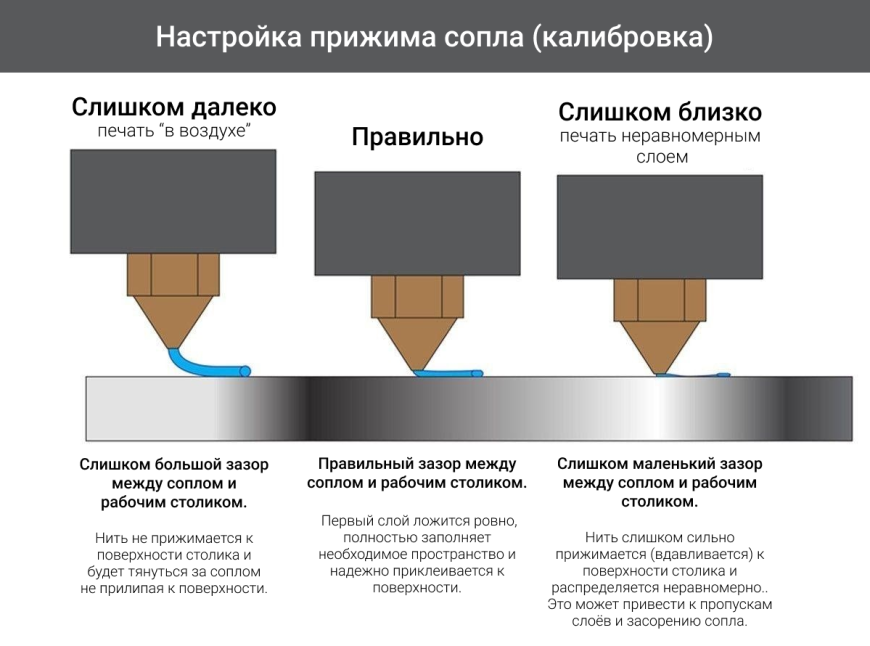
Важно правильно настроить расстояние между соплом и поверхностью столика
Методы Brim и Raft
Для лучшего сцепления изделия с рабочей поверхностью столика в настройках печати часто требуется создавать дополнительные элементы — подложку или обрамление модели, помогающие удерживать изготавливаемую деталь на столе. Brim или Raft увеличивают площадь контакта пластика с рабочей поверхностью вокруг нижних слоев и тем самым повышают сцепление.
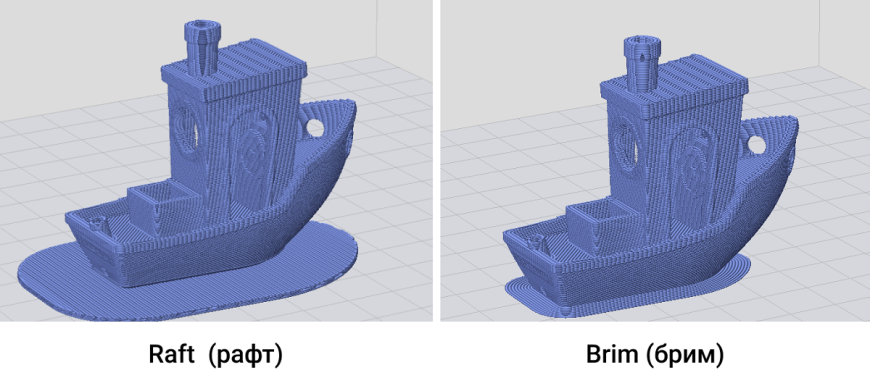
Подложки или «рафты» состоят из нескольких слоев и представляют собой горизонтальные сетки из филамента, расположенного под моделью. Рафт применяется в качестве основания для первых слоев изделия и призван повышать уровень адгезии. Дополнительно рафт помогает выравнивать поверхность столика: если на поверхности имеются неровности, то они в определенной мере нивелируются подложкой, и модель печатается уже на ровном основании. Еще один плюс рафта — снижение вероятности возникновения проблем из-за слишком большого или слишком малого зазора между соплом и столом при укладке первого слоя.
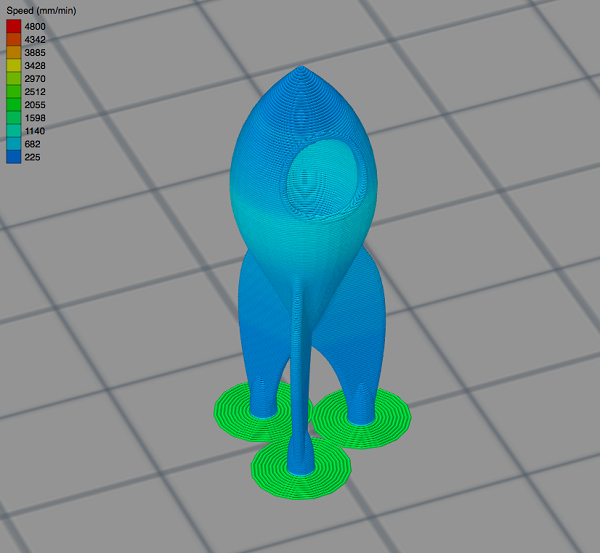
Брим используют для стабилизации небольших моделей или «островков» (отделенных друг от друга участков печатаемого изделия). Бримы увеличивают площадь контакта и помогают модели удерживаться на столе, если она соприкасается с поверхностью небольшими участками.
Температура рабочего столика и средства повышения адгезии
После калибровки платформы и настройки зазора между соплом и поверхностью столика перейдем к очередному вопросу. Следующими причинами плохой адгезии могут быть неправильно подобранная температура столика (если на 3D-принтере есть опция нагрева) и неправильный подбор средств повышения адгезии для конкретного филамента.
Подбор температуры рабочего столика
Одна из частых причин плохой адгезии — неправильный подбор температуры столика для работы с конкретным материалом. Когда расплавленная нить наносится на столик, а затем остывает, происходит деформация. При неправильно подобранной температуре столика внешние края печатаемого изделия сжимаются, и мы получаем коробление: край изделия отлипает, цепляется за сопло, и изделие полностью отрывается от платформы.
Обычно производители филаментов для 3D-печати указывают на своем сайте или коробках рекомендуемую температуру нагрева столика. Для самых распространенных материалов можно пользоваться усредненными значениями.
Примеры температур рабочего столика для некоторых материалов:
- ПЛА-пластик: 60°C
- АБС-пластик: 100-110°C
- ПЭТГ: 85°C
- Нейлон: 100°C (зависит от состава материала)
- Поликарбонат: 110°C (чем выше температура, тем лучше)
Температуры рабочего столика для каждого пластика отдельно взятого производителя могут отличаться. Подобрать оптимальную температуру можно только опытным путем.
Средства повышения адгезии
Для повышения адгезионных свойств и снижения риска повреждения стеклянной поверхности рабочего столика часто используют дополнительные средства, такие как лак или клей для 3D-печати, ПВА-клей, канцелярский клей-карандаш, растворенный АБС-пластик (так называемый «АБС-сок»), синий скотч и т. д. Одного средства для печати всеми типами пластиков будет недостаточно. В нашей статье мы не будем рассматривать такие народные средства, как пиво или сахарный сироп, а остановимся на более традиционных способах.
Основные адгезионные средства:
Лак или клей для 3D-печати
Времена лаков для волос закончились уже давно, и теперь практически никто их не использует в связи с низкой эффективностью. На смену пришли более эффективные адгезивы для 3D-печати.
Как правило, составы лаков и клеев для 3D-печати разработаны с учетом свойств различных филаментов и позволяют надежно приклеивать первый слой печатаемой модели к рабочему столику. Если проще, это универсальные средства, подходящие для работы с множественными типами филаментов.

На рынке уже достаточно много производителей лаков для 3D-печати и клеевых составов различных объемов и на любой кошелек. Экономить не стоит — одного флакона будет достаточно на несколько месяцев печати, а вы побережете нервы и время, которое тратите на перепечатывание испорченных деталей.
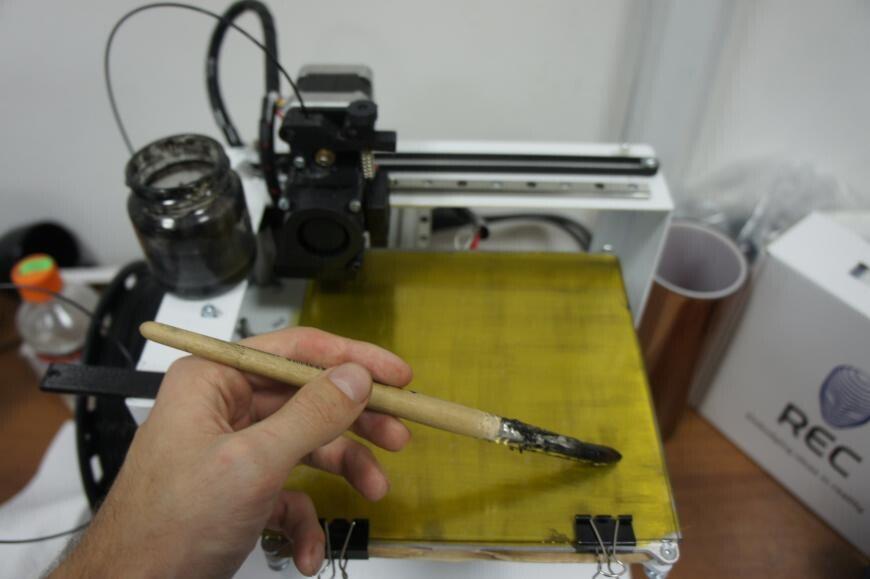
Пользоваться просто: побрызгайте лак или клей на платформу и распределите его равномерно по поверхности с помощью чистой, мягкой тряпочки.
Состав для тех, кто любит экономить или у кого под рукой нет клея или лака. Изготавливается просто: мелко нарезанный АСБ-пруток или остатки от предыдущей печати АБС-пластиком погружают в ацетон и через несколько часов получают густой раствор, который можно наносить кисточкой даже на холодную платформу.
Этот метод очень надежен в качестве дополнительного адгезионного средства, но при 3D-печати ацетон испаряется, и возникает неприятный запах.
Клей ПВА, канцелярский клей-карандаш
Клей ПВА наносится на рабочую поверхность кисточкой и растирается до получения равномерного тонкого слоя. Как правило, при застывании клей становиться прозрачным. После высыхания можно запускать 3D-печать. Способ неплохой, но надежность такого метода сомнительна по причине того, что не все ПВА работают хорошо.

Канцелярский клей-карандаш в основном используется, когда под рукой больше ничего нет. Самый популярный вариант — клей «Каляка-маляка». Клей наносится одним слоем, после остывания платформы деталь легко отделяется, а сам клей легко смывается со стекла и с напечатанной детали.

Каптоновая пленка, синий малярный скотч и пленка Lomond
Малярный скотч больше подойдет для 3D-принтеров без подогрева платформы. Скотч аккуратно наклеивается на всю площадь столика и позволяет печатать мелкие детали без нагрева стола. Этот вариант особенно хорошо подходит при работе с ПЛА-пластиком, однако при увеличении площади изделий края деталей могут отрываться вместе со скотчем, поэтому актуальность этого метода ограничена. Чаще используется каптоновый скотч или пленка Lomond.
На каптоновом скотче нижняя поверхность (подошва изделия) получается очень гладкой, детали хорошо отделяются после остывания, но оставлять изделия на остывшем столике нельзя, так как пластик стягивает скотч, и под ним образуются пузыри воздуха. При 3D-печати на каптоновом скотче обязателен нагрев платформы и дополнительно намазывание скотча клеем. Подходит для 3D-печати среднегабаритных изделий.

Пленка Lomond пользовалась популярностью, пока не появились различные клеевые составы. После наклеивания верхний слой на самой пленке небходимо смыть для лучшей адгезии. Детали после печати на такой пленке достаточно сложно оторвать. Со временем под пленкой также образуются пузыри, поэтому пленку необходимо регулярно менять. Подходит для 3D-печати крупных изделий.
Дополнительные моменты, о которых необходимо помнить
ПЛА- пластик — самый неприхотливый полимер. Для стабильной печати полилактидом необязательно обрабатывать поверхность столика дополнительными адгезивами, достаточно чистой стеклянной поверхности. Обязательное условие — нагрев платформы до 60°C. Если платформа без подогрева, то печатать лучше с использованием адгезионных средств — лака, клея для 3D-печати или синего скотча для мелких деталей.
Еще ПЛА-пластик очень любит обдув, поэтому включайте вентиляторы на полную.
АБС-пластик подвержен высокой усадке, поэтому ему требуется помощь для лучшего сцепления с поверхностью. Основные виды дополнительных средств — лак или клей для 3D-печати, АБС-клей, канцелярский клей-карандаш, клей ПВА.
При работе с АБС платформу необходимо прогревать до 100-110°C. Желательно использовать 3D-принтеры с закрытыми камерами, поддерживающими повышенные фоновые темеературы. При 3D-печати на открытых принтерах необходимо использовать сохраняющий тепло кокон вокруг модели. Многие слайсеры уже предлагают такую функцию. Обдув изделий из АБС-пластика крайне нежелателен, так как может произойти растрескивание деталей по слоям и отлипание от рабочей поверхности из-за усадки.
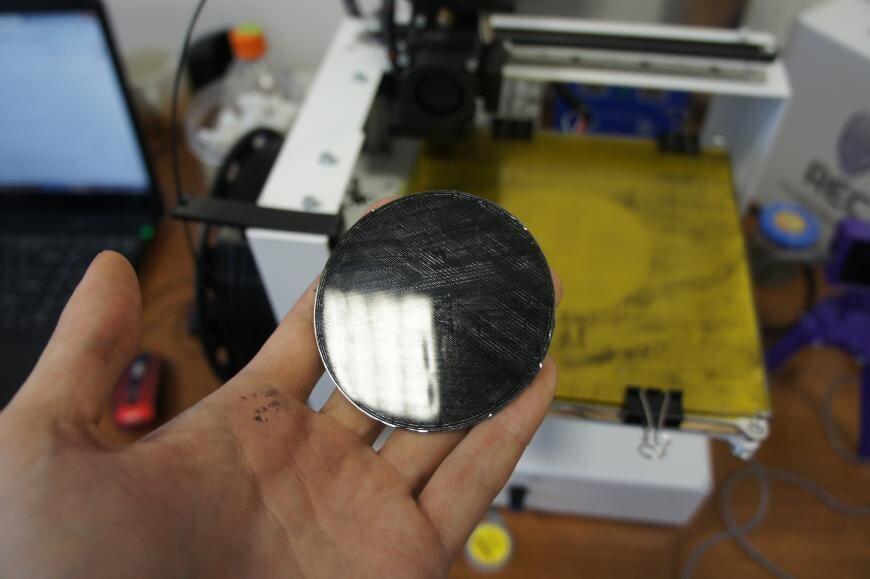
ПЭТГ — очень простой в работе материал, не требующий высоких температур и тонких настроек печати. Пластик обладает отличными адгезионными свойствами и очень крепко держится на чистых поверхностях. С другой стороны, высокая адгезия может приводить к отрыву кусочков от стеклянных столиков при отделении изделий, поэтому на рабочую поверхность желательно наносить разделяющие слои — тот же клей или лак для 3D-печати. Это поможет как отделять изделия, так и предотвращать повреждение стекла.
Flex обладает высокими адгезионными свойствами, хорошо схватываясь не только между слоями, но и с рабочими поверхностями. Во избежание повреждения стекла опять-таки желательно использовать лак или клей для 3D-печати. Пленочные покрытия не рекомендуются.
В случае с композиционные материалами выбор адгезионных средств в основном обуславливается типом материала, служащего основой. Обычно рекомендации по подготовке к 3D-печати композитами можно найти на сайте производителя. Если нет, то обращайтесь за консультацией в службу технической поддержки.
К примеру, основой композита FormaX из линейки X-line служит АБС-пластик, однако по свойствам композиционный материал отличаются от чистого АБС по причине наличия углеволоконного наполнителя. Для Formax нехарактерно растрескивание по слоям, но композит требует использования дополнительных адгезионных средств, поэтому производитель рекомендует использовать лак или клей для 3D-печати
Хранение и сушка материала
Влияние влаги на филаменты может носить как косметический, так и функциональный характер. Самый безобидный результат повышенной влажности — это изменение текстур 3D-печатных изделий, хотя дело редко ограничивается одной лишь шершавостью (и матовостью, если речь идет о прозрачных пластиках) и обычно сопровождается снижением межслойной адгезии и адгезии к рабочей поверхности. Более серьезным эффектом может стать неравномерная подача пластика: вода в достаточно влажном филаменте вскипает при проходе через хотэнд, а образующийся пар приводит к появлению пузырьков в укладываемом материале и даже к экструзии рывками со всеми вытекающими последствиями в плане качества и плохой адгезии. Подробная инструкция по хранению пластиков доступна по этой ссылке, а по просушиванию пластиков —здесь.
На этом пока все.
В Wiki на нашем сайте есть отдельные, подробные статьи про каждый из филаментов. Как печатать и с какими параметрами. Заходите читайте здесь.
Читайте также: