Датчик уровня стола 3d принтера
Обновлено: 02.05.2024
Автоматическая калибровка стола - довольно распространенная функция в настольных FDM 3D принтерах. Однако в большинстве 3D принтеров с автоматической калибровкой стола используется бесконтактный индуктивный датчик, который прост в установке, эксплуатации и настройке. Эти индуктивные датчики хорошо работают в связке металлическими столами 3D принтеров, но столы из других распространенных материалов, таких как стекло, практически невидимы для индуктивных датчиков.
Возможно, именно из-за этого недостатка индуктивных датчиков, у многих на слуху датчики BLTouch: если вам нужно использовать неметаллическое основание слота 3D принтера, но при этом необходима автоматическая калибровка, эти датчики - отличный вариант. Еще один плюс этих датчиков - его высокая точность. Исходные показания BLTouch имеют одно из самых низких стандартных отклонений среди всех типов датчиков для автоматизации калибровки стола 3D принтера.
В этой статье мы рассмотрим датчик BLTouch, его достоинства и как его использовать для 3D принтера (к слову, существует множество клонов датчиков BLTouch, но оригинальная конструкция принадлежит компании Antclabs из Южной Кореи).
Что такое датчик BLTouch?![]()

Согласно данным от Antclabs, оригинальному производителю датчика, "BLTouch - это датчик для автоматической калибровки стола 3D принтеров, который может точно измерять угол наклона поверхности стола". Этот датчик работает на любом типе поверхности, будь то металл, стекло, дерево и другие.
Сам датчик уровня наклона стола 3D принтера имеет довольно сложную конструкцию. Он состоит из микроконтроллера, соленоидного переключателя и наконечника, который непосредственно соприкасается со столом. В оригинальном BLTouch для обеспечения высокой точности используется датчик Холла, и этот датчик в сочетании с физическим наконечником позволяет использовать его со многими типами столов.
В некотором смысле этот датчик эквивалентен микровыключателю, установленному на сервоприводе. Когда инструментальная головка опускается, чтобы "вернуть" сопло по оси Z, стол толкает наконечник немного вверх, срабатывает датчик Холла, после чего головка инструмента поднимается.
BLTouch - один из самых точных и надежных датчиков, поэтому неудивительно, что некоторые производители, такие как MakerGear и CraftBot, используют это устройство на своих высокопроизводительных 3D принтерах.
Теперь, когда мы точно знаем, с чем имеем дело, давайте сравним BLTouch с двумя другими типами датчиков.
Разные типы датчиков для автоматической калибровки стола 3D принтера

Индукционный датчик
Ключевое различие между индуктивным датчиком и BLTouch заключается в том, что датчик BLTouch физически касается стола в процессе калибровки. Индуктивный датчик использует токи, индуцированные магнитными полями, для обнаружения металлических предметов поблизости, благодаря чему непосредственного физического прикосновения к столу не происходит.
Но в этом и заключается проблема: индукционные датчики работают только с металлическими столами, поскольку срабатывают только при контакте с металлом. Так что если вы используете стекло, то такой тип датчиков вам не подойдет.
Микросвич (механический концевой выключатель)
Не стоит также сбрасывать со счетов старомодный физический микровыключатель. По сравнению с BLTouch этот датчик менее точен и, возможно, менее надежен в долгосрочной перспективе, поскольку измерение зависит от физических деталей, которые могут со временем изнашиваться.
Однако эти механические переключатели дадут фору другим вариантам, если вопрос касается стоимости и простоты настройки. Поскольку механические переключатели являются очень простыми в реализации, легко настраиваются и дешево стоят, они нашли довольно широкое применение.
Альтернативы
Pinda Probe
Pina Probe - это датчик, разработанный Prusa Research, который представляет собой индукционный сенсор с термистором для учета изменений температуры слоя. Зонд Pinda специально разработан для линейки 3D принтеров Prusa, на которых установлены специальные точки маркеры для калибровки на столе, которые помогают с выравниванием и коррекцией перекоса.
Считается, что это очень точный датчик для 3D принтеров, и, хотя цифр в интернете особенно нет, отзывы кажутся положительными. Так что стоит учесть, что это хороший вариант, если на вашем 3D принтере стол из металла.
Ezabl Pro
Ezabl Pro - это емкостной датчик, изготовленный. Он поставляется с соединительной платой, в которой используется оптический изолятор, чтобы предотвратить повреждение материнской платы высоким напряжением в случае ошибок подключения.
Что касается точности, то он может выполнять измерения с точностью до одной тысячной миллиметра, а это то, что нужно 3D принтерам. Ezabl Pro также имеет полезные функции, такие как двойное экранирование, которое предотвращает любые помехи от других сигналов.
Основным недостатком Ezabl Pro стоит отметиь стоимость, которая составляет около 65 долларов. Но зато этот датчик может работать со стеклянными столами.
Пъезо датчики
Пьезоэлектрический датчик использует пьезоэлектрический эффект для улавливания изменений силы, давления или деформации и преобразования этих изменений в электрический импульс. Компания Precision Piezo из Великобритании - одна из немногих компаний, производящих пьезоэлектрические датчики для 3D принтеров. Они имеют точность, близкую к 7 микронам, что довольно точно для 3D принтера.
Преимущество пьезоэлектрического датчика заключается в том, что в качестве чувствительного элемента можно использовать сопло, не требуя установки дополнительных компонентов. Кроме того, пьезоэлектрический датчик можно разместить на печатающей головке или под платформой для измерения давления. Что касается цены, то она находится в том же диапазоне, что и BLTouch.
Основы настройки датчика BLTouch
Прежде чем приступить к модификации 3D принтера для BLTouch, вам необходимо проработать следующие моменты.
Монтаж датчика

Датчик BLTouch необходимо установить как можно ближе к печатающей головке. Вы можете найти множество конструкций, доступных для загрузки в интернете. Если вы хотите разработать конструкцию для монтажа самостоятельно, обязательно прочтите документацию BLTouch, чтобы учесть габаритные размеры датчика.
Некоторые пользователи сталкиваются с проблемой, когда сопло врезается в стол с одной стороны и идеально печатает с другой. Причина этого в том, что BLTouch установлен под углом по отношению к соплу. Поэтому при проектировании и установке оборудования убедитесь, что BLTouch установлен идеально под прямым углом и совмещен с соплом.
После установки датчика обязательно запишите расстояние между датчиком BLTouch и центром сопла как по оси X, так и по оси Y.
Конфигурация прошивки 3D принтера
Для запуска BLTouch, необходимо будет изменить прошивку 3D принтера в нескольких местах.
Мы использовали версию прошивки Marlin 1.1.9, которая была обновлена в марте 2020 года. Войдите в файл marlin.ino и перейдите на вкладку configuration.h.
Первый шаг - активировать датчик BLTouch, объявив его. Удалите две косые черты, чтобы раскомментировать оператор define:
Следующим шагом является установка смещения BLTouch с использованием расстояний X и Y, которые вы должны были измерить при установке датчика. Смещение по оси Z может показаться более сложной процедурой, так как датчик BLTouch выступает ниже сопла при непосредственных измерениях. Вам нужно будет найти расстояние между датчиком и концом сопла, когда датчик полностью выдвинут.
Кроме того, поскольку датчик опускается ниже сопла, смещение должно быть отрицательным. Мы рекомендуем установить его примерно на -2,5 для безопасных первых запусков, а затем отрегулировать. Вам нужно изменить значения следующих строк, чтобы они соответствовали вашим числам:
После того, как вы закончите со смещением, вам нужно будет выбрать тип выравнивания стола. Вы можете выбрать один из пяти различных методов компенсации, ниже мы приведем пример с использованием билинейного метода, поскольку с него легко начать.
Чтобы выбрать подходящий вариант, раскомментируйте его, убрав косую черту. Обратите внимание, что только один вариант можно оставить без комментариев. Ваш код должен выглядеть примерно так:
Вы также можете установить количество точек сетки, на основании которых вы будете проводить калибровку. По умолчанию установлено 9 точек, которые формируют сетку 3 на 3 по осям X и Y. Количество точек можно увеличить для получения более точных результатов, но имейте в виду, что время зондирования также будет также пропорционально увеличиваться.
Тестирование
После настройки прошивки вам нужно будет проверить, работает ли BLTouch должным образом, выполнив базовый тест. Как только он будет завершен, вы можете приступить к настройке смещения Z. Есть отличное видео от 3DMakerNoob, которое шаг за шагом проведет вас через весь процесс.
Настройка слайсера
Обязательно добавьте команду G29 в свой G-код сразу после команды G28.
Возможные проблемы

Обнаружение проблем
Создатели оригинального BlTouch в Antclabs упомянули, что оригинальные датчики поставляются с QR-кодом, встроенным в печатную плату на задней стороне. Также известно, что другие китайские производители, называемые TL Touch и 3D Touch, производят продукцию более низкого качества, что приводит к ухудшению качества. При покупке в интернете обязательно приобретайте у одного из авторизованных реселлеров, которые опубликованы на сайте Antclabs.
Известные проблемы BLTouch датчика
В последней версии BLTouch V3 были проблемы с принтерами Creality, на которых он не работал должным образом. Разработчики прошивки Marlin тесно сотрудничали с Antclabs и определили, что в прошивку необходимо внести определенные изменения.
Отличное обучающее видео по исправлению этой проблемы было подготовлено компанией Teaching Tech. После внесения изменений многие пользователи, наконец, решили проблему.
Недостатки BLTouch
Хотя BLTouch является чрезвычайно точным датчиком уровня, у него также есть несколько недостатков.
При использовании BLTouch важно, чтобы на поверхности кровати не было мусора. Механический датчик определяет поверхность стола и любое повреждение или мусор на поверхности приведет к неточным показаниям.
Также известно, что BLTouch страдает от помех от токов в проводах нагревателя хот энда. Эти помехи приводят к неправильным показаниям BLTouch. В прошивке Marlin есть специальная строка кода, которая поможет вам выключить обогреватели, пока срабатывает датчик. Чтобы активировать его, найдите и раскомментируйте следующее:
Устройства для автокалибровки стола 3d принтера
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Качество печати 3D принтеров, работающих по технологии FDM,наиболее распространенной и доступной на сегодняшний день, зависит от многих факторов (материала печати, режимов работы нагревательного стола, экструдера, температуры внутри принтера и т.д.
Кроме вышеперечисленных факторов большое значение имеет печать первого слоя, формируемого на печатном столе. Ведь от того, насколько качественно он напечатан, зависит как адгезия пластика к печатному, так и качество конечной модели в целом. В этой связи большое значение приобретает автокалибровка печатного стола.
В сущности, суть ее заключается в том, что 3D принтер посредством специального устройства (щупа, зонда, или иного устройства) проверяет плоскостность печатного стола при касании в нескольких точках (задаваемых программно в прошивке) после чего выстраивает «свою горизонтальную» плоскость. Понятно, что это плоскость может и вообще не совпадать с реальной горизонтальной плоскостью. Просто 3d принтер строит свою новую систему декартовых координат, внося в алгоритм перемещения необходимую «дельту»
Следующее видео наиболее наглядно показывает, как это происходит, видео на английском визуально все понятно.
Существует несколько основных механизмов определения «горизонтальности» печатной плоскости 3D принтера:
1. Зонд (контактного датчика)

В интернете описано много схем и способов для изготовления контактных устройств.
Есть схемы с использованием обычных контактных датчиков (как на видео выше), есть схемы, в которых пользователи сами делают систему с контактным зондом (щупом). Принцип основан на замыкании электрического контакта в щупе при подходе сопла экструдера к поверхности печатного стола.
У этого типа конструкций есть недостаток. Во-первых, необходимо каким-то образом организовать подъем щупа после калибровки, во-вторых, датчики контактного типа имеют свойство несколько «расшатываться» после некоторого количества циклов срабатывания. Ну и необходимо калибровать уровень срабатывания датчика и уровня сопла.
Принцип работы данного варианта заключается в следующем: под поверхностью печатного стола 3D принтера размещается несколько датчиков давления (тонкопленочные FSR сенсоры), таких как эти:
Как только носик сопла экструдера касается поверхности печатного стола 3D принтера, он производит давление, которое определяет датчик давления и формирует сигнал.
Таким образом, сопло экструдера является самим щупом в системе нос экструдера – датчик давления. Далее представлено видео, где подробно отображен данный процесс:

В данном варианте реализации автокалибровки стола 3D принтера используется пьезоэлектрический эффект – эффект возникновения разности потенциалов на поверхности диэлектриков при механическом воздействии на них.
Этот эффект бывает как прямой, так и обратный. Суть применяемого здесь метода в следующем: при касании сопла экструдера по поверхности стола происходит генерация звука (удар), затем акустические вибрации формируют механические, тем самым в пьезокерамическом излучателе формируется сигнал, который и преобразуется в конечном итоге в результат столкновения стола и экструдера. И далее по общей схеме формируется набор точек, по которым и строится «горизонт» плоскости печати.
Данный тип автокалибровки был реализован, как показано на видео ниже:

Честно говоря, идея не опробована, идея не моя, а друга, но есть некоторые предпосылки для ее реализации.
Итак, начнем с теории. Датчик приближения используется во многих устройствах, в том числе и на мобильных, планшетах, смартфонах и т.д. Его основная задача – снижение энергопотребления мобильного устройства и увеличение срока работы на одной зарядке.
В таких устройствах чаще всего используются емкостные датчики приближения.
Чаще всего применяют емкостные бесконтактные датчики. Принцип работы таких датчиков следующий.
Датчик с системой коммутации расположен под специальным защитным слоем. Два проводящих элемента, находящиеся в непосредственной близости друг к другу, имеют некоторую емкость. Это емкость (в пФ) возникает между проводящим слоем заземления и контактной площадкой самого датчика.
Когда к датчику начинает приближаться некий предмет, происходит изменение общей емкости системы.
Основные плюсы таких датчиков:
1. Малый габаритный размер
2. Высокая точность измерений (достигается при калибровке)
3. Большая зона обнаружения
4. Долговечность и надежность
5. Относительно невысокая цена;
Однако есть и небольшие ограничения: объект, приближающийся к датчику, должен быть токопроводящий.
В любом случае, мы будем двигаться в направлении реализации установки данного вида датчиков на наши дельта 3D принтеры с целью упрощения автокалибровки печатного стола.
Подпишитесь на автора
Экспериментальный датчик уровня печатной платформы 3D принтера
В последнее время я уделил много внимания разработке своего варианта датчика автоуровня. Поставил себе задачу- создать универсальное решение для всех типов покрытий печатного стола. Ключевое требование к новому устройству я сформулировал так: включай и работай (Plug and Play).
Существенное отличие от популярного датчика автоуровня BLTouch корейских разработчиков (ссылка) заключается в отсутствии необходимости ручной калибровки после смены сопла или ремонта хотэнда. Алгоритм работы разработанного датчика при калибровке платформы будет состоять из двух этапов:
1. Определение уровня сопла;
2. Замер всех точек калибровки на платформе печати. Замер производится дистанционно без контакта между соплом и поверхностью.
Все измерения осуществляется по штоку- зонду. Длина выдвижения штока составляет 15 мм и по всей длине выдвижения он может осуществлять замеры с разрешающей способностью в 1 мкм. На первом этапе определение уровня сопла осуществляется по моменту остановки штока при достижении кончика сопла поверхности стола (сопло останавливает стол). Настраиваемый параметр срабатывания датчика на этом этапе– прогнозируемое перемещение стола в отсутствии сопла - тоесть если шток остановился и разность между точкой остановки штока и точкой где он бы двигался без остановки стала больше чем уставка, то датчик срабатывает; установить этот параметр можно в диапазоне (20мкм- 1мм).

Второй этап алгоритма заключается в следующем: датчик на штоке делает «метку», определяющую положение сопла, далее прибавляя целое число к полученному значению, (допустим 3 мм) щуп начинает срабатывать на новую отметку, тем самым, осуществляется дистанционное зондирование поверхности стола, без соприкосновения с соплом. При этом, в прошивке принтера, после замера точек, вся сетка смещается на эту величину дистанционного зондирования (3мм).Испытания
Разработанный и собранный первый экземпляр экспериментального датчика автоуровня пока не работает по полноценному алгоритму в два этапа. Прошивка разделена на две части, и каждая из них отдельно испытаны на точность и повторяемость срабатываний. В видео ниже приведены тесты на команду M48.
Первый тест определяет уровень сопла. Уставка на разность смещений сопла и штока- 50мкм. Результаты теста представлены на скриншоте. Полученная повторяемость срабатываний в определении уровня сопла составила 7мкм.
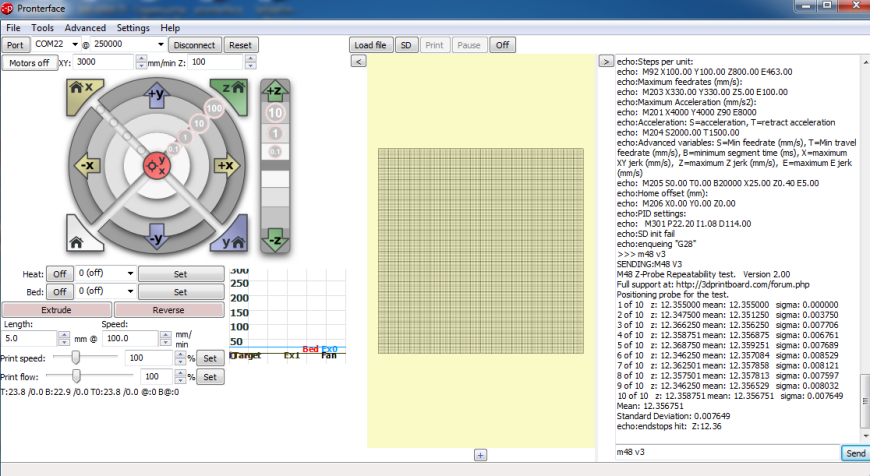
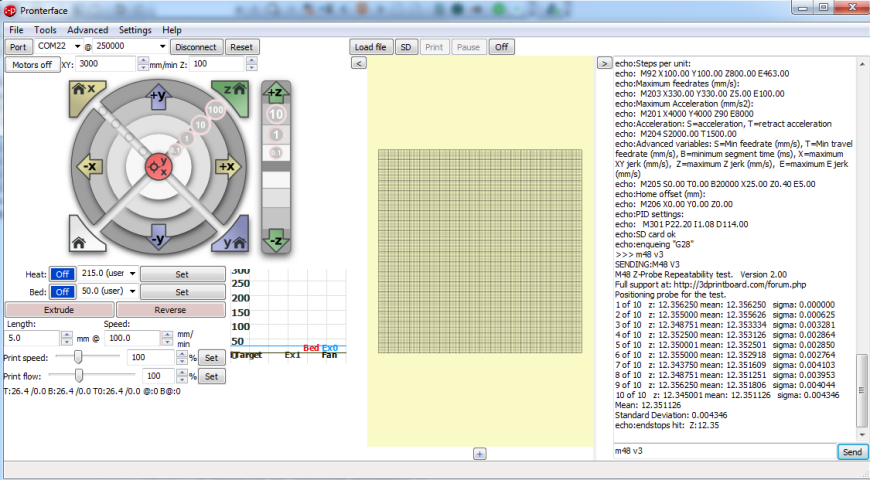
Второй тест- срабатывание датчика на условную величину отметку штока, без соприкасания сопла и поверхности стола.
Результаты теста представлены на скриншоте. Полученная повторяемость срабатываний в определении уровня сопла составила 4мкм.
В ходе тестирования, мне стало интересно, насколько верно определяется уровень сопла по тесту 1? С целью выяснения этого, я подключил выход датчика вместо эндстопа оси Z, подредактировал G-код, прибавив к величине высоты первого слоя то смещение, которое стоит в датчике (уставка 50мкм), т.е., вместо 0.2мм, вписал 0.25мм. Разместил модель в точке, ближайшей к хоуминг-позиции, и запустил печать.
Результат печати представлен на фото. В целом результатом я остался доволен. Правый нижний угол у модели тонковат, это следствие неправильно выставленного горизонта платформы. Кроме того, видно, что там где был замер высоты сопла, высота слоя не соответствует 0.2 мм, слой получился тоньше желаемого. Очевидно, в будущем потребуется корректировка через Z-offset, но предположительно, такое смещение нужно будет выставить один раз и на разных принтерах оно будет завесить от жёсткости стола и крепления датчика, люфтов и т.д.

Конструкция
Датчик состоит из подъемного механизма и измерительного узла. Для надежности датчика в подъемном механизме применил микро шаговый двигатель, управляемый микросхемой драйвером A4988. Применение шагового двигателя с контролируемым током обуславливает долговечность разработанной конструкции. Винт поднимающий шток, установлен на двух подшипниках. Стальной шток зонд диаметром 3 мм, перемещается в пористых бронзовых маслонаполненных подшипниках. В серийной модели предполагаю применить полимерные подшипники IGUS, однако их применение может наложить ограничение на рабочую температуру устройства, в связи с этим, предполагается две версии- стандартная до 70-80 градусов и высокотемпературная.
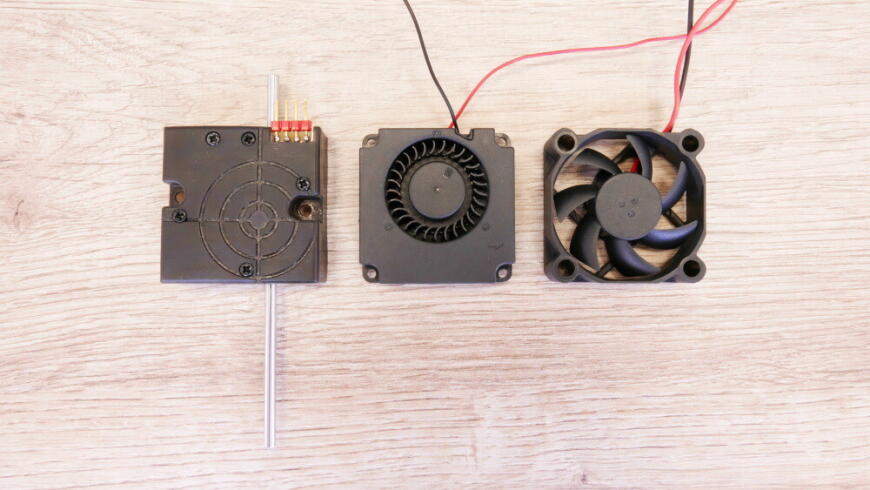
Габариты разработанного датчика составляют 40х40х12 мм3. Датчик выполнен в форм-факторе вентилятора, что весьма для удобно для установки на печатающую голову принтера. Габариты серийного датчика предположительно составят 40х40х10 мм3, что полностью повторяет размеры стандартного вентилятора. Применение.
Конструкция датчика целенаправленно выбрана плоская. Это позволит удобно разместить его для проведения измерений в точке, максимально приближенной к соплу. Большой вылет штока позволяет убирать его из зоны нагрева после измерений. Как было указано ранее, датчик может работать с любыми поверхностями стола. Так, например, в некоторых профессиональных принтерах печать осуществляется на пленке, удерживаемой вакуумом на столе. Для работы датчика с такими плавящимися поверхностями в месте осуществляется замера уровня сопла, потребуется установить металлическую пластину любой толщины. Толщина пластины будет автоматически учтена датчиком при дальнейшем дистанционном зондировании стола.
Уставка на определение уровня сопла по первому этапу алгоритма (20мкм- 1мм), будет в доступе у пользователей. Увеличивая ее, можно настроить раздавливание пластика вытекающим из сопла об стол, а, так как эта уставка не что иное, как длина (в отличие от тензо- автоуровней, где уставка масса) то в независимости от его значения датчик ее учтет в итоговом зондировании платформы.
Для термокамеры со шторками, шток также удобен, так как его можно сделать любой длины и спокойно вывести сам датчик из зоны нагрева камеры (возможно, потребуется дополнительная опора в виде линейного подшипника).
Алгоритм работы датчика в два этапа, будет реализован в моей прошивке и с моей платой (ссылка) и опробован в ближайшее время. Как это все внедрить в существующие Open Source, пока я не представляю…. Очевидно, на первом этапе можно попробовать использовать команды BLTouch и работать только по первому этапу алгоритма- зондировать всю поверхность стола соплом. При этом, можно сделать команды и для режима зондирования в два этапа. Вполне возможно, что в будущем поддержка таких команд будет реализовано в прошивках Open Source их авторами.
В моем проекте датчик управляется по протоколу RS485. Так как в прошивку датчика я заложил внутреннею диагностику, то все режимы и любые отклонения в измерениях будут видны в специальной странице меню принтера, оттуда же можно им управлять и измерять кривизну стола по указанным точкам. Также в моем проекте в будущем он будет использоваться и в другой важной функции, так как получился не просто датчик автоуровня, а точный измерительный инструмент.
На основе разрабатываемого датчика, можно создать любой другой с максимальной длиной вылета штока 60 мм и с любым шаговым двигателем подъема на выбор.
Интересным направлением развития датчика будет интегрировать его части в радиатор хотэнда, именно для этого я опробовал пайку алюминия (ссылка), так как еще в то время предполагал, что радиатор будет не только охлаждать… а быть еще и корпусом для датчика автоуровня. Интегрировав все части датчика, можно выиграть в общих габаритах, весе и приблизить шток зонд максимально близко к соплу. Но это пока размышления, но теперь эту идею можно реализовывать.
PS/ решил описать отдельно, очень важный момент, в статье описан способ определения уровня сопла - это то, что сопло остановит стол при движении, но на самом деле, так как датчик установлен на печатающей голове принтера и уставка срабатывания в 50 микрон очень мала, то при соприкосновении сопла принтера со столом, стол не успевает деформироваться или погнуться, так как печатающая голова принтера совместно с датчиком физически приподнимается из-за люфтов в подшипниках балки, да и балка имеет небольшой прогиб. Поэтому такой принцип выявления уровня сопла не приведет к каким либо негативным последствиям от его применения.
Автоматическая калибровка 3D принтера: действительно ли она нужна?
Каждый пользователь 3D принтера хочет, чтобы расстояние между соплом и столом было одинаковым по всей его площади. Но /добиться этого не просто, учитывая расширение и сжатие, происходящие в процессе 3D печати. В результате получается неровный слой, который вызывает множество распространенных проблем 3D печати, включая засорение, царапины на 3D модели или общую плохую адгезию из-за неровности первого слоя.
Принцип работа автоматической калибровки 3D принтера

Хотя большинство столов может и кажутся плоскими и ровными, неровности могут возникать не только из-за механических повреждений, но также из-за использования скотча или других материалов для улучшения адгезии первого слоя. Механические недостатки конструкции 3D принтера также могут вызвать дефекты на столе или сопле. Выравнивание стола или его калибровка предназначены для компенсации любых неровностей стола и обычно это делается относительно оси 3D принтера.
К счастью, есть 3D принтеры с функцией автоматической калибровки стола, которая может помочь вам при подготовке к 3D печати. Как правило, на 3D принтерах с автоматической калибровкой стола установлен датчик расстояния рядом с печатающей головкой, который "исследует" определенные точки на столе при запуске калибровки.
Датчик измеряет расстояние между столом и соплом в разных местах, а затем 3D принтер использует эту информацию (через свою прошивку) для регулировки положения сопла при его перемещении вдоль стола. Регулировка начинает отрабатывать после того, как принтер рассчитал ориентацию вашего стола относительно перемещения сопла вдоль осей X и Y.
Таким образом, даже если ваш стол откалиброван не идеально, ваш 3D-принтер с автоматической калибровкой внесет незначительные изменения, чтобы убедиться, что ваш стол для печати и ваше сопло находятся на оптимальном расстоянии во время печати. Это улучшает адгезию первого слоя и качество 3D печати, поскольку движения экструдера регулируются в соответствии с отклонениями расположения вашего стола.
Ручная калибровка стола 3D принтера

Ручная калибровка стола (как провести ручную калибровку стола 3D принтера на примере Anet A8) хоть и считается утомительным и трудоемким занятием, со временем перестанет казаться вам таковым. Однако есть основной минус в ручной калибровке - этот процесс желательно повторять после каждой 3D печати, так как велика вероятность небольшого отклонения стола во время процесса 3D печати.
Кроме того, встречаются кейсы, когда откалибровать стол в принципе невозможно, так как были механические деформации. Алюминиевые и столы в принципе подвержены износу и деформации. Именно по это причине многие используют дополнительное стекло на столе.
Преимущества и недостатки автоматической калибровки 3D принтера

Аргументы за автоматическую калибровку 3D принтера
- Упрощает замену стола для 3D печати без перенастройки принтера.
- Вы получаете высокую точность независимо от неравномерности нагрева или изогнутости рабочей поверхности, так как датчики гарантируют, что печатающая головка всегда движется параллельно столу.
- Не тратится время на возню со столом и высотой по оси Z
- Удобство использования для неопытных пользователей 3D принтера
- Можно начать печатать по сути сразу
Аргументы против автоматической калибровки 3D принтера
- Датчики добавляют вес печатающей головке.
- Сборка комплекта для автоматической калибровки 3D принтера может оказаться сложной задачей. Например, в Original Prusa i3 MK2 установлен индукционный датчик, который измеряет расстояние до девяти специальных точек на столе. Датчик устанавливается на печатающую головку, и, хотя он гарантирует беспроблемную 3D печать, сборка MK2 требует более высокой точности по сравнению с предыдущей моделью i3. Если Original Prusa i3 MK2 не собран должным образом, он напечатает неровный первый слой, или экструдер вообще может врезаться в стол для 3D печати. Вы должны убедиться, что датчик касается девяти точек индукционного датчика, иначе кроме проблем вы ничего не получите от этой фичи.
- Прошивка 3D принтера по факту может маскировать просчеты механики, такие как люфт, или даже дефекты конструкции, из-за которых в ручную откалибровать у вас в принципе не получится.
Выводы
Вам не нужен 3D принтер с автоматической калибровкой, если вы опытный инженер, который регулярно работает с 3D принтерами. Фактически, можно утверждать, что ручная калибровка вашего стола дает вам лучшее понимание того, как работает ваш 3D принтер. А это то, что может помочь вам перейти из разряда любителей в профессионала.
В 3D принтере с автоматическим выравниванием нет необходимости, но он экономит время, а его использование зависит от требований пользователя. В целом, вы можете решить для себя, нужна ли вам автоматическая калибровка 3D принтера, ответив на эти три вопроса:
Датчик BLTouch. Автоматическое выравнивание стола 3D принтера
Автоматическое выравнивание стола 3D принтера — довольно распространенная функция в FDM принтерах. Большинство машин с автоматического выравнивания используют бесконтактный индуктивный датчик, который прост в установке, эксплуатации и настройке. Эти приборы хорошо работают с металлическими столами и стоит отметить, что платформы из других распространенных материалов, таких как стекло, пластик или дерево, практически невидимы для индуктивных датчиков.
Если вы используете неметаллической стол 3D принтера и вам также нужно автоматическое выравнивание, датчики BLTouch — отличный вариант. Исходные измерения BLTouch имеют одно из самых низких стандартных отклонений среди всех типов датчиков с автоматическим выравниванием.
Оригинальные BLTouch производятся непосредственно компанией ANTCLABS в Южной Корее, аналогия из китая могут иметь сравнимое качество.
Что это такое BLTouch?

Оригинальный датчик BLTouch
Согласно описанию на сайте Antclabs , «BLTouch — это датчик с автоматическим выравниванием для 3D-принтеров, который может точно измерять наклон (sic ) поверхности стола 3D принтера». Этот датчик работает на любом типе поверхности, будь то металл, стекло, дерево или еще.
Сам датчик довольно сложен. Он состоит из микроконтроллера, соленоидного переключателя и штыревого зонда, который соприкасается с поверхностью стола. В оригинальном BLTouch для обеспечения высокой точности используется датчик эффекта Холла и в сочетании с физической кнопкой позволяет использовать его со многими типами столов 3D принтеров.
В некотором смысле этот датчик эквивалентен микровыключателю, установленному на сервоприводе, управляемом серводвигателем. Когда головка инструмента опускается, чтобы «вернуть » сопло в ось Z, стол толкает кнопку немного вверх, срабатывает датчик Холла, после чего кнопка втягивается, а головка инструмента поднимается.
BLTouch — один из самых точных и надежных датчиков, поэтому неудивительно, что некоторые известные производители, используют это устройство на своих машинах.
Теперь, когда мы точно знаем, с чем имеем дело, давайте сравним BLTouch с другими типами датчиков автоматического выравнивания.
Различные типы датчиков автоматического выравнивания

Индуктивный датчик
Ключевое различие между индуктивным датчиком и BLTouch заключается в том, что датчик BLTouch физически касается стола 3D принтера в процессе выравнивания. Индуктивный датчик использует токи, индуцированные магнитными полями, для обнаружения металлических предметов поблизости, устраняя необходимость физического прикосновения к выравниваемой поверхности.
Но в этом и заключается проблема: индуктивные датчики работают только на металлических пластинах, поскольку срабатывают только при контакте с металлом. Это может быть проблемой, если стекло является вашим предпочтительным материалом.
Микровыключатель
Не будем сбрасывать со счетов старомодный физический микровыключатель. По сравнению с BLTouch он менее точен и возможно, менее надежен в долгосрочной перспективе, поскольку измерение зависит от физических компонентов, которые могут со временем изнашиваться (по крайней мере, для физических переключателей, имеющихся на большинстве машин FDM).
Однако эти физические переключатели дают возможность другим более модным датчикам оправдать свои деньги, когда дело касается стоимости и простоты настройки. Поскольку физические переключатели являются самой простой и самой ранней формой датчиков, их легко приобрести и настроить.
Pinda
Датчик Pinda, разработанный Prusa Research, представляет собой индукционный зонд с добавлением термистора для учета изменений температуры. Pinda специально разработан для линейки 3D-принтеров Prusa, которые имеют специальные точки калибровки на столе.
Считается, что он очень точен для и хотя мы не смогли найти никаких цифр, имеются положительные отзывы. Подходит только для металлических столов.
Ezabl Pro — это емкостный датчик, изготавливаемый на заказ. Он поставляется с соединительной платой, в которой используется оптический изолятор, чтобы предотвратить повреждение материнской платы высоким напряжением в случае ошибок подключения.
Что касается точности, он может измерять в пределах одной тысячной миллиметра. Ezabl Pro также имеет полезные функции, такие как двойное экранирование, которое предотвращает любые помехи.
Основным недостатком Ezabl Pro будет стоимость, которая составляет около 65 долларов. С другой стороны, он будет работать в том числе и на стеклянных поверхностях.
Пьезоэлектрический датчик
Пьезоэлектрический датчик использует пьезоэлектрический эффект для улавливания изменений силы, давления или деформации и преобразования этих изменений в электрический заряд. Компания Precision Piezo из Великобритании — одна из немногих компаний, производящих пьезоэлектрические датчики для 3D-принтеров. Они имеют точность, близкую к 7 микронам, что довольно хорошая точность для 3D-принтера.
Преимущество пьезоэлектрического датчика заключается в том, что в качестве чувствительного элемента можно использовать сопло, не требующее установки дополнительных компонентов. Кроме того, пьезоэлектрический датчик можно разместить на печатающей головке или под платформой для измерения давления. Что касается цены, она в значительной степени эквивалентна BLTouch.
Общие настройки BLTouch

Прежде чем вы начнете модифицировать вашу машину для BLTouch, вам необходимо спланировать следующее:
Монтаж датчика BLTouch
BLTouch необходимо установить как можно ближе к печатающей печатающей головке, при этом их оси по всех плоскостях должны быть параллельны. Вы можете найти множество дизайнов, доступных для загрузки напрямую или если вы настроены разработать их самостоятельно, обязательно прочтите документацию BLTouch .
Некоторые пользователи сталкиваются с проблемой, когда сопло врезается в поверхность стола 3D принтера с одной стороны и идеально печатает с другой. Причина этого в том, что BLTouch установлен под углом по отношению к соплу. Поэтому при проектировании и установке оборудования убедитесь, что BLTouch установлен идеально и совмещен с соплом.
После установки датчика обязательно отметьте расстояние между датчиком BLTouch и центром сопла как по оси X, так и по оси Y.
Настройка прошивки 3D принтера Marlin для BLTouch
Чтобы запустить BLTouch, потребуется несколько изменений прошивки принтера.
Мы использовали последнюю версию прошивки Marlin 1.1.9, которая была обновлена в марте 2020 года. Войдите в файл marlin.ino и перейдите на вкладку configuration.h
Первый шаг — активировать датчик BLTouch, определив его. Удалите две косые черты, чтобы раскомментировать оператор define:
Следующим шагом является установка смещения BLTouch с использованием расстояний X и Y, которые вы должны были измерить при установке датчика. Z смещение может быть немного сложнее, так как зонд BLTouch проходит под соплом при активации, так что вам необходимо найти расстояние между датчиком и наконечником сопла, когда зонд полностью вытянут.
Кроме того, поскольку зонд опускается ниже сопла, смещение должно быть отрицательным. Мы рекомендуем установить его примерно на -2,5 для безопасности, а затем оттуда отрегулировать. Вам нужно изменить значения следующих строк, чтобы они соответствовали вашим числам:
Как только вы закончите со смещением, вам нужно будет выбрать тип выравнивания стола 3D принтера, который подойдет для вас. Существует около пяти различных типов методов выравнивания, из которых вы можете выбрать, но мы будем использовать билинейный метод, поскольку с ним легко начать работу.
Чтобы выбрать вариант, раскомментируйте его, убрав косую черту. Обратите внимание, что без комментариев можно оставить только один вариант. Ваш код должен выглядеть примерно так:
Вы также можете установить количество точек сетки, которые вы хотите исследовать. По умолчанию установлено 9 точек, что составляет сетку 3 на 3 по осям X и Y. Количество точек может быть увеличено для получения более точных результатов, но имейте в виду, что время зондирования также будет увеличиваться по мере добавления большего количества точек.
// Set the number of grid points per dimension.
Настройка слайсера
Обязательно добавьте команду G29 в свой стартовый G-код сразу после команды G28, как показано выше.
Подделки и проблемы с BLTouch

Подделки BLTouch
Cоздатели оригинального BlTouch в Antclabs упомянули, что оригинальные датчики поставляются с QR-кодом, встроенным в печатную плату на задней стороне. Также известно, что другие китайские производители, называемые TL Touch и 3D Touch, производят продукцию более низкого качества, что приводит к ухудшению качества обслуживания клиентов. При покупке оригинального BLTouch в Интернете обязательно приобретайте у одного из авторизованных реселлеров , как опубликовано на сайте Antclabs.
Общие проблемы с BLTouch
Хотя BLTouch является чрезвычайно точным датчиком автоматического выравнивания, у него есть несколько недостатков.
При использовании BLTouch важно, чтобы на поверхности стола не было мусора, любое повреждение или мусор на поверхности приведет к неточным показаниям.
Также сообщается, что BLTouch страдает от шумов от тока в проводах нагревателя экструдера. Это вмешательство приводит к неправильному функционированию BLTouch. В прошивке Marlin есть специальная строка кода, которая поможет вам выключить нагреватели, пока датчик выравнивает стол 3D принтера. Чтобы активировать его, найдите и раскомментируйте следующую строку.
Проблемы с BLTouch 3.0
В последней версии BLTouch V3 были проблемы с принтерами Creality, где он работал не так, как задумано. Разработчики прошивки Marlin тесно сотрудничали с Antclabs и определили, что в прошивку необходимо внести определенные изменения.
Teaching Tech на youtube выпустила отличное обучающее видео по устранению этой проблемы. После внесения изменений многие пользователи, наконец, решили проблему.
Читайте также: