Что такое делительные столы
Обновлено: 20.05.2024
В качестве делительных приспособлений при фрезеровании используют делительные столы и делительные головки.
Делительные столы подразделяют на круглые неповоротные и поворотные. Столы бывают с ручным, пневматическим, гидравлическим и электрическим приводами.
На рис. 7, а показан общий вид неповоротного стола с мембранным пневмоприводном, который встроен в основание 7 стола (рис. 7, б, сечение). Мембрана 2 связана со штоком 3. В шток ввинчивают сменные тяги или толкатели, которые зажимают заготовку при подаче воздуха через поворотный кран 4 в полость пневмокамеры.
Поворотный стол может быть выполнен с ручным, гидравлическим или мембранным пневмоприводном. Поворот стола 6 (рис. 7, в) осуществляют вручную штурвалом 5 через червячную пару, вмонтированную в основание 1 стола. Пневмокран 7 служит для управления операциями зажима и разжима заготовки.
Поворотные столы позволяют обрабатывать фасонные поверхности заготовок, а также применять метод непрерывного фрезерования, когда во время обработки одной заготовки обработанные детали снимаются и на их место устанавливаются новые заготовки. При этом столу может сообщаться непрерывное вращение от отдельного привода или от привода станка
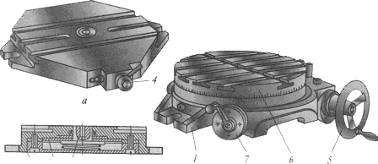
Рис. 7. Неповоротный (а, б) и поворотный (в) столы фрезерного станка: 1 - основание стола; 2 - мембрана; 3 - шток; 4 - поворотный кран; 5 - штурвал; 6 - стол; 7 - пневмокран
На рис. 8. представлен круглый поворотный стол с приводом прихвата от механизма подачи фрезерного станка. Движение вращения круглый стол 1 получает от ходового винта 6 при перемещении продольного стола 3 консольно-фрезерного станка во время подачи через сменные зубчатые колеса 5 в корпусе 4 и карданный вал 2,
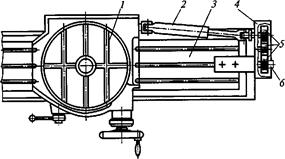
Рис. 8. Круглый поворотный стол с приводом от механизма подачи фрезерного станка: 1-- круглый стол; 2 -- карданный вал; 3-- продольный стол; 4-- корпус; 5 -- сменные зубчатые колеса; 6-- ходовой винт.
Делительные головки применяются на консольных универсально-фрезерных и широкоуниверсальных станках с ручным управлением. Различают простые и универсальные делительные головки.
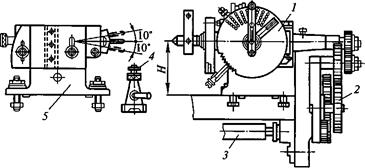
Рис. 9. Универсальная делительная головка: 1 -- делительный механизм; 2-- гитара делительной головки; 3-- ходовой винт станка; 4-- поддерживающий домкрат; 5-- задняя бабка делительной головки; 6 -- высота центра делительной головки над уровнем станины.
Для широкоуниверсальных инструментальных фрезерных станков используют делительные головки (рис. 10), конструктивно отличающиеся от универсальных делительных головок: они снабжены хоботом для установки заднего центра и, кроме того, имеют некоторое отличие в кинематической схеме. Головки обоих типов настраиваются одинаково.
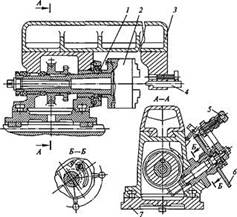
Рис. 10. Делительная головка для широкоуниверсальных инструментальных фрезерных станков:7 - шпиндель; 2 - патрон; 3 - хобот; 4 - задний центр; 5 - рукоятка; 6 - делительный диск; 7 - промежуточная плита.
Поворотный круговой стол для фрезерных станков
Чтобы расширить технологические возможности универсальных металлорежущих станков, применяются поворотные столы. В основном устанавливаются они на фрезерные станки. Увеличение технического потенциала — залог выпуска качественной и уникальной продукции. При использовании поворотных столов снижаются трудозатраты на установку и переустановку заготовок на столе.
Рабочая поверхность фрезерного станка перемещается в трех координатах:

- X — вправо-влево — поперечная подача;
- Y — вперед-назад — продольная подача;
- Z — вверх-вниз — вертикальная подача.
Использование поворотного стола добавляет еще три координаты:
- В — круговое вращение, ось которого перпендикулярна рабочей поверхности;
- С — круговое вращение, ось которого параллельна рабочей поверхности;
- D — наклон; создается угол между рабочими поверхностями станка и стола.
Из-за возможности вращать заготовку практически как шар, поворотные столы называют глобусными.
Виды поворотных столов
Разработано и выпускается несколько типов технологической оснастки — поворотных столов.
По расположению рабочей поверхности.
- наклоняемые;
- горизонтально-вертикальные;
- горизонтальные;
- крестовые;
- делительные;
- портальные.
Устройство
Конструкция столов, вращающих заготовки, выглядит следующим образом:
- массивный корпус;
- планшайба;
- червячный винт;
- червячное колесо;
- столик с Т-образными пазами;
- механизм привода;
- делительный механизм;
- механизм фиксации.
Виды выполняемых работ
Глобусный стол для фрезерного станка используется для фрезерования, сверления, растачивания, деления, установки углов и прочего. При установке на универсальных станках кроме обычных переходов можно обрабатывать заготовки с внешней стороны по кругу, закругляя поверхности или получать криволинейные поверхности. Если же их установить на станки с ЧПУ, то дополнительно можно обрабатывать спиральные и овальные поверхности.
Разновидности модификаций

Для увеличения темпов выпуска продукции и ее разнообразия необходимо озаботиться о выборе подходящей модели поворотной конструкции для дооснащения универсального оборудования. На рынке представлены не только новые изделия. Также можно приобрести поворотный стол для фрезерного станка б/у.
Поворотные механизмы позволяют перемещать заготовку в зоне резания не только в двух плоскостях, но и вращать ее. Так можно выполнить круговую обработку или фрезерование винтовых канавок. Способность создавать небольшой уклон позволяет устанавливать заготовку с небольшими угловыми значениями.
Угол поворота по координате С возможен до 90 градусов. Благодаря этому отпадает необходимость в переустановке наклонной заготовки. Но дополнительные опоры несколько ограничивают выход инструмента.
Делительный стол для фрезерного станка имеет специальный синусный диск, который позволяет разделить рабочую зону на несколько секторов. Зафиксировать в заданном положении рабочую поверхность позволяет кривошипное устройство. Для безопасности предусмотрены защелкивающиеся элементы.
Наиболее востребованными считаются поворотные столы для станков с ЧПУ. Для управления ими предусмотрен отдельный привод. Это позволяет обрабатывать детали в четырех плоскостях.
Для защиты рабочей поверхности от ударов, прогибов, вибраций ее покрывают защитным слоем. Для этого используют пластик или бакелит. К тому же положенная панель защитит режущий инструмент от поломки в случае непредвиденного касания.
Закрепление заготовок

Для закрепления обрабатываемых деталей на рабочей поверхности конструкции, предназначенной для вращения заготовок, пользуются двумя методами. Первый — это стандартной крепежной оснасткой через Т-образные пазы. Второй метод — использование вакуума.
При вакуумной фиксации нет механических приспособлений, что позволяет вести обработку по всему периметру заготовки. Насос, откачивая воздух, имитирует эффект присоски. Столешницу с такой фиксацией деталей можно устанавливать практически на любой станок. Необходим только внешний насос или компрессор.
Вакуумные модификации выпускаются следующих видов:
- VAC — MAT. Имеет жесткую конструкцию из полимеров. Внутри устроено множество отдельных, изолированных друг от друга отделений. На них можно вести сквозную обработку.
- Шлицевые. Предназначены для закрепления деталей с маленькой контактной площадью или деталей с множеством отверстий.
- Решетчатые. Положенная заготовка создает матрицу контура, из которой затем откачивается воздух, надежно закрепляя деталь.
- С наборными платами. Платами можно собрать конструкцию для закрепления заготовок большой площадью, но небольшой толщины. Подходит для получения неглубоких пазов или для разметки.
- Flip — Pod. Имеет множество присосок, что позволяет вести фрезерование с торцов.
Цены на столы

Стоимость данной технологической оснастки напрямую зависит от количества возможных вращений и от размера рабочей площадки. Чем больше площадь, тем универсальнее конструкция. Кроме сверлильной и фрезерной операций можно производить зубообработку, растачивание и прочие.
Цены колеблются от 30 000 рублей до 150 000 рублей. Также в интернете можно найти и б/у оборудование.
Большая Энциклопедия Нефти и Газа
В комплекте со станком поставляется универсальный делительный стол , позволяющий обрабатывать отверстия в полярных координатах, а также отверстия, расположенные под любым углом к базовой плоскости. [31]
На рис. 134 показана конструкция делительного стола , поворотная часть которого выполняется диаметром от 200 до 630 мм. Детали закрепляются как с помощью установочно-зажимных приспособлений ( наладок), так и непосредственно на столе. Столы имеют делительный диск, связанный с поворотной частью, и помещенный в корпусе реечный фиксатор с пружиной. [32]
Существенное отличие делительных головок от делительных столов заключается в том, что установка и зажим обрабатываемых деталей в делительных головках обычно производятся с помощью центров ( при наличии задней бабки), трехкулачковых патронов, цанг и других центрирующих механизмов, монтируемых на шпинделе головки. На делительных столах обрабатываются более громоздкие и крупные детали или несколько деталей одновременно, для установки и зажима которых на поворотной части стола монтируются специальные наладки. [33]
Существенное отличие делительных головок от делительных столов заключается в том, что установка и зажим обрабатываемых деталей в делительных головках обычно производятся с помощью центров ( при наличии задней бабки), трехкулачковых патронов, цанг и других центрирующих устройств, монтируемых на шпинделе головки. На делительных столах обрабатываются более громоздкие и крупные детали или несколько деталей одновременно, для установки и зажима которых на поворотной части стола монтируются специальные наладки. [34]
Подключение данной схемы к схеме делительного стола аналогично подключениям схем, показанных на фиг. [35]
Смещением оправки на половину погрешности и поворотом делительного стола добиваются совмещения оси калибра с осью делительного стола. После этого оправку окончательно крепят к столу ( фиг. Фиксатор 17 головки должен быть освобожден. [36]
Встречающиеся в производстве конструкции делительных головок и делительных столов весьма разнообразны хотя все они состоят из одних и тех же основных частей: корпуса, поворотной части, делительного механизма ( фиксатора) и механизма зажима поворотной части. [37]
Установочные же угловые перемещения производятся путем поворота планшайбы круглого делительного стола . [39]
Заготовки устанавливают на круглом 6 или прямоугольном 3 делительном столе в универсально-сборных или универсально-наладочных приспособлениях. [40]
Установка заготовок в приспособления, располагаемые на подвижных или делительных столах АС , а также в приспособления-спутники АЛ имеет специфические особенности. [41]
Неуправляемые электромоторы Мг ( сверлильная головка) н Aft ( делительный стол ) имеют непрерывное вращение. Управляемый электромотор М, обеспечивает возвратно-поступательные перемещения сверлильной головки 1; скорость перемещения головки вверх ( холостой ход) значительно выше скорости ее рабочего хода. [43]
В основном делительные столы имеют ручной привод, но имеются делительные столы с механизированным приводом для поворота, фиксации, закрепления подвижной части стола и для зажима и разжима обрабатываемых деталей. [44]
Делительный стол поворачивают до совмещения плоскости А калибра ( с припуском на обработку) с рабочей плоскостью наметки и опиливают эту плоскость ( фиг. Отсчет по углоизмерительному лимбу принимается за нулевой. [1]
Делительные столы применяются для позиционного фрезерования одной или одновременно нескольких деталей набором фрез. Детали обычно закрепляются в сменных наладках, монтируемых на поворотной части стола. В производстве используются столы, отличающиеся как по диаметру, так и по конструкции их механизмов. [2]
Делительный стол с механизированным зажимом заготовок, предназначаемый только для сверлильной обработки, показан на фиг. [3]
Делительные столы предназначены для периодического поворота обрабатываемых изделий на заданный угол с фиксированием на каждой позиции. Угол поворота зависит от расположения и, числа пазов делительного диска. [4]
Делительный стол использован в кольцевой автоматической линии для транспортировки приспособлений-спутников. Здесь программируется число двойных ходов пневмоцилиндра поворота стола. [5]
Помимо делительных столов в машиностроительных цехах находят применение делительные устройства с горизонтальной осью вращения, а также различного рода делительные головки упрощенного типа. Подобные приспособления изготовляются специально в сравнительно редких случаях. [7]
Поворот делительного стола 3 вокруг вертикальной оси производится при помощи рукоятки 8; угол поворота не ограничен. [8]
Большинство делительных столов выполняется с ручным приводом, а при обработке больших партий деталей в условиях крупносерийного и массового производства их оснащают пневматическим, гидравлическим или электрическим приводом, обеспечивающим возможность частичной или полной автоматизации цикла работы приспособления. [9]
Поворот шестипозиционного делительного стола происходит при пуске сжатого воздуха в правую камеру 9 пневмопривода. Перед поворотом кран 8 левой камеры включен и воздух в ней давит на диафрагму. Но так как регулятор препятствует быстрому выходу воздуха, поворот стола производится плавно, за счет торможения противодавлением левой камеры. Скорость поворота регулируется дросселем. [11]
На делительном столе имеется еще один конечный выключатель 1ВК, срабатывающий от воздействия кулачка 4 после одного полного оборота планшайбы. Конечный выключатель 1ВК при нажатии подает команду на отключение станка после одного полного оборота планшайбы. Он используется только для станков, обрабатывающих одну деталь, цикл обработки которой заканчивается на одном обороте планшайбы. [12]
Устанавливаемые на делительный стол / ( рис. 122) приспособления 2 могут быть одно - позиционными и многопозиционными. [14]
В основном делительные столы имеют ручной привод, но имеются делительные столы с механизированным приводом для поворота, фиксации, закрепления подвижной части стола и для зажима и разжима обрабатываемых деталей. [15]
ПОВОРОТНЫЕ ДЕЛИТЕЛЬНЫЕ СТОЛЫ
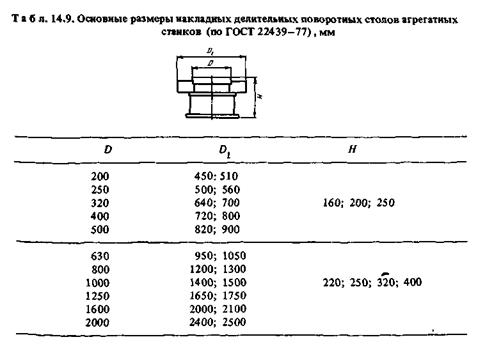
Поворотный делительный стол является унифицированным узлом агрегатного станка. Он предназначен для периодического переноса обрабатываемых деталей в приспособлениях с одной позиции на другую и точной фиксации их относительно режущих инструментов. Узел состоит из корпуса, планшайбы, механизмов поворота и фиксации. Основные размеры поворотно-делительных столов определены государственным стандартом (табл. 14.9). По типу привода поворота столы делят на электромеханические, гидравлические, пневматические. В основе гидравлического привода может быть гидроцилиндр или аксиально-поршневой гидродвигатель.
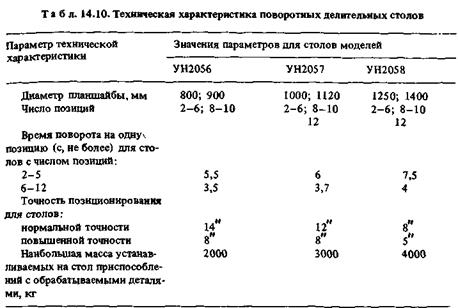
Гидравлические поворотные делительные столы серии УН (рис. 14.10) изготовляют трех габаритов (табл. 14.10).
На корпус 1 стола установлена планшайба 3, на которую помещают приспособления и обрабатываемые детали. Планшайба вращается вокруг вертикальной оси б на прецизионном двухрядном коническом подшипнике 7 с короткими цилиндрическими роликами. Центральное отверстие в оси 6 служит для размещения труб, подводящих масло к приспособлениям. Стружка и смазочно-охлаждающая жидкость собираются в емкости 2, из которой с помощью прикрепленного к планшайбе скребка 9 удаляются в отдельный стружкосборник.
При пуске стола штоки втягиваются в гидроцилиндры 10 и три прихвата 8, поворачиваясь на своих осях, освобождают планшайбу. Одновременно масло под давлением поступает на направляющие, приподнимает планшайбу на 0,02 мм, благодаря чему снижаются необходимый для поворота момент и износ направляющих. Реле давления, контролирующее гидроразгрузку, дает команду на поворот планшайбы.
Цикл деления включает в себя поворот планшайбы на соседнюю позицию с небольшим перебегом и возврат ее в эту позицию с малой скоростью и, следовательно, с повышенной точностью. Вращение планшайбы производится аксиально-поршневым гидродвигателем 14, который с помощью упругой муфты 12 связан с червяком 11. От червячного колеса 17 через зубчатые колеса 4 и 5 движение передается планшайбе. С помощью зубчатых колес 15 и 13 после сжатия пружины 16 планшайбу можно повернуть вручную.
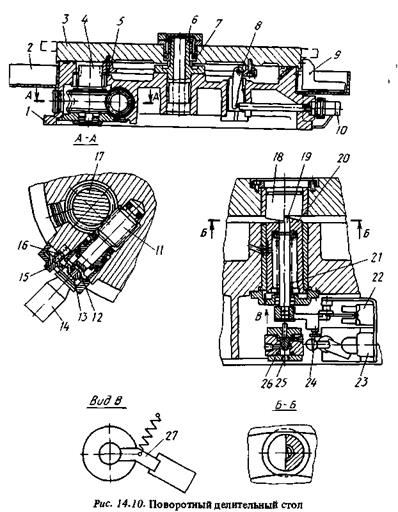
Число делительных упоров 18, запрессованных в планшайбу, равно числу позиций стола. При подходе к соседней позиции делительный упор опускает фиксатор 20, внутри которого находится стержень 19. Последний перемещает вниз плунжер 26 путевого дросселя, находящегося на выходе гидродвигателя. Благодаря наклонным пазам на нижнем конце плунжера поток масла через дроссель плавно уменьшается и скорость вращения стола снижается. Когда нижние пазы оказываются почти полностью перекрытыми, открываются верхние пазы. После полного перекрытия нижних пазов масло проходит только через верхние. В этот момент плунжер автоматически опускается в нижнее положение, происходит торможение планшайбы.
Реверс и фиксация планшайбы происходят следующим образом. При перемещении вниз винт 24 включает конечный переключатель 23, что является подготовкой к реверсу планшайбы. Когда она перебегает заданную позицию, фиксатор под действием пружины 21 поднимается и конечный переключатель 23 выключается, подавая при этом команду на реверс планшайбы. Масло начинает поступать в отверстие 25 дросселя, поднимает его плунжер и проходит в гидродвигатель. В конце реверса планшайбы делительный упор 18 вступает в контакт со стержнем 19 и, преодолевая усилие пружины, поворачивает его и рычаг 27. Последний действует на конечный переключатель 22. Подается сигнал на реле времени, обеспечивающее сначала стабилизацию усилия прижима Делительного упора к фиксатору, а затем отключение гидроразгрузки и зажим планшайбы.
Читайте также: