Чем мазать стол 3d принтера
Обновлено: 24.04.2024
У меня иногда возникали проблемы с тем, что избыточные остатки филамента прилипали к печатному столу. Есть способы предотвратить это, но иногда даже этих мер предосторожности недостаточно. Со временем осадок может накапливаться. Я наблюдал это в некоторых типографиях, но не в других.
Существуют ли какие-либо методы наилучшей очистки печатных столоа? В прошлом я использовал различные типичные чистящие средства с разной степенью успеха. Однако я не знаю, приведет ли это со временем к повреждению принтера.
В принтере, которым я пользуюсь, есть стеклянный печатный стол, который я иногда частично покрываю синей малярной лентой во время печати.
Существует слишком много типов материалов стола (стекло, алюминий, гранит, керамика, пластик, PEI, ПЭТ, конкретный материал производителя, пластик, гаролит и т. Д.) Со слишком большим количеством методов адгезии (Каптон, суспензия, лента, клей и т. Д.), чтобы иметь возможность ответить на этот вопрос., @tamarintech
Из какого материала сделан ваш печатный стол? Используете ли вы какие-либо поверхностные обработки для улучшения адгезии? Стол отапливается?, @Martin
@tamarintech Я сузил круг поисков до своей ситуации,, @HDE 226868
@MartinCarney Отредактировано., @HDE 226868
Если вы печатаете с помощью ABS (или PLA), ацетон растворит его. Просто вылейте немного на стол и вытрите его (будьте осторожны, ацетон может повредить стол, которые имеют покрытие или пластиковый лист поверх них, обязательно сначала проверьте это).
Нагрев стола обратно вверх может сделать пластик мягче и легче удаляемым.
Если вы используете скотч на столе, вы можете снять его, чтобы удалить пластик, прилипший к ленте.
Итак, ацетон не будет работать, если я использую PLA?, @HDE 226868
Проведя дополнительные исследования, я исправляюсь. Ацетон растворит PLA, но он менее эффективен, чем ABS. Это также сделало бы его белым, поэтому он не используется для стандартной печати. Я отредактирую свой ответ., @Eric Johnson
Как говорит Эрик Джонсон, ацетон будет работать с PLA, но я добился такого же успеха с горячей мыльной водой и губкой на стеклянной поверхности., @PostEpoch
Мое обычное решение для очистки стеклянного стола на моем принтере-это скребок для стекла (в основном просто лезвие бритвы с ручкой на нем):

Независимо от того, какая нить (abs/pla/нейлон) или обработка поверхности (клей/клейкая лента/суспензия abs) Я использовал скребок для стекла, который всегда снимает его сразу, и в том стиле, в котором я разместил фотографию лезвия, оно достаточно гибкое и тонкое, оно также полезно для очистки края отпечатков, которые прилипли к столу.
Это и теплая вода должны помочь вам позаботиться о себе., @Davo
Я только что использовал этот точный инструмент и сумел сделать разрез на самом печатном столе. Так что предупреждаю всех, будьте осторожны, если пойдете этим путем, @Martin Melka
Я использую скребок для бритвенного лезвия, чтобы удалить прилипшие предметы. Перед печатью я нагреваю и выравниваю пластину для сборки, затем протираю ее спиртом, чтобы удалить с нее жирные отпечатки пальцев.
Когда я печатаю PLA на стеклянной пластине, я очищаю стекло холодной водой и жидкостью для мытья посуды. Холодная вода! И никакого вытирания! Холодная вода должна смыть всю жидкость для мытья посуды "на землю". Теперь у вас есть как можно более чистое стекло. Теперь нить накала прилипает к стеклу гораздо лучше, чем когда стекло не чистое.
Но, конечно, это не решает проблему очистки HB после печати. Чтобы уменьшить эту проблему, я использую клей-карандаш (бумажный клей). Я не знаю, распространено ли это, но мне нравится эта техника.
Поэтому, взяв чистое стекло, я намазал (смазал) немного клея. На самом деле не имеет значения, холодно или жарко HB. Это дает МНЕ ОЧЕНЬ сильное сцепление между экструдированной нитью и стеклом. Он настолько прочен, что его почти невозможно отделить вручную. Я использую нож для бумаги.
Теперь у вас все еще есть тонкий слой клея, и вы можете снова распечатать / добавить еще один слой клея (но не более 2..3 раз) или промыть его горячей водой. Через несколько раз его хорошо почистить снова с помощью жидкости для мытья посуды и холодной воды.
Эта техника удивительна.
У меня есть стеклянный стол, и я использую пластиковые бритвенные лезвия от Scraperite, в частности, черное лезвие, чтобы очистить его. Похоже, на данный момент это лучшая альтернатива металлическому лезвию.
Я использую лак для волос прямо на своем стеклянном столе , затем просто немного втираю спирт в маленький кусочек бумажного полотенца, чтобы очистить его. это удаляет все поверхностные материалы. Я больше не пользуюсь пленкой. Расс
О, я должен сказать, что в начале печати я использую лак для волос и немного спирта для растирания, чтобы прислонить его. Расс, @Russ Campbell
Калибровка стола 3D-принтера: пошаговое руководство
Калибровка стола 3D принтера имеет решающее значение для успешной 3D печати. При использовании 3D-принтера необходимо учитывать ряд факторов. Ровный стол для печати является важной частью этого процесса, поскольку она позволяет экструдеру равномерно распределять материал по всей поверхности платформы и ключевое значение имеет качество первого слоя будущей 3D модели, а точнее его адгезия к поверхности стола 3D принтера .
Для выравнивания стола 3D принтера, нам нужно отрегулировать высоту по оси Z, т.е. зазор между соплом экструдера и поверхностью платформы для 3D печати.
Признаки того, что вам необходимо калибровать стол 3D принтера
Первый слой отпечатка не прилипает или плохо прилипает к столу 3D принтера
Несколько общих признаков некалиброванного стола 3D принтера:
- Высота и ширина первого слоя неравномерны
- Первый слой не формируется во время начала 3D печати
- Нить не прилипает или плохо прилипает к столу 3D принтера
- Деформация модели у основания из-за отслоившегося первого слоя во время 3D печати
Необходимые инструменты и подготовительные этапы для калибровка стола 3D принтера
Набор инструментов, необходимых для калибровки стола 3D принтера:
- Лист бумаги: для выравнивания стола 3D принтера вам понадобится лист такого размера, который вы можете удобно держать и перемещать между соплом и столом 3D принтера. Отлично подойдет обычная офисная бумага А4 размером примерно 100 x 40 мм. Предпочительно использовать толщину 120–160 г/ м² .
- Отвертка или шестигранный ключ: стол вашего 3D-принтера регулируется винтами или шестигранными болтами, в зависимости от этого используйте соответствующий инструмент.
- Термостойкие перчатки, удобны для работы вокруг насадки с нагретыми соплом экструдера и столом 3D принтера
- Чистая хлопчатобумажная ткань и латунная щетка, нужны для очистки сопла от остатков пластика
- Для удаления остатков клея или пластика с поверхности стола 3D принтера, можно использовать лезвие бритвы, нож или шпатель
- Мыло для посуды и чистая сухая хлопчатобумажная ткань также пригодятся для удаления пыли, жира и грязи.
- Изопропиловый спирт, позволит обезжирить и очистить несъемный стол 3D принтера.
Очистите сопло 3D принтера
Если у вас есть остатки пластика на кончике сопла, откалибровать стол 3D-принтера будет достаточно сложно. К счастью, его легко очистить сухой хлопчатобумажной тканью.
Нагрейте сопло до температуры плавления пластика, при которой использовался последний используемый материал и сотрите излишки тканью. Если это не поможет, можно использовать латунную щетку, чтобы тщательно очистить кончик сопла. Только будьте осторожны, не переусердствуйте, иначе сопло может быть повреждено жесткой щетиной.
При работе с нагретым соплом обязательно соблюдайте меры безопасности, надевайте термостойкие перчатки и руководствуйтесь здравым смыслом.
Очистите стол 3D принтера
Как и в случае с соплом, поверхность стола вашего 3D-принтера также должна быть чистой. Для стеклянной поверхности мы обычно можем использовать лезвие бритвы, нож или шпатель, чтобы убрать любые крупные остатки и мусор. Не используйте острые инструменты на рабочей платформе, которая может быть легко повреждена, например с PEI покрытием.
После того, как крупный мусор будет удален, можем приступить к мытью рабочей пластины. Если ее можно легко снять со стола 3D принтера, можно очистить ее в раковине обычным мылом для посуды и теплой водой. Для несъемной платформы можно использовать бумажное полотенце смоченное изопропиловым спиртом.
Не касайтесь очищенной рабочей поверхности голыми руками, так как это может привести к загрязнения кожным жиров. Если это произошло, обезжирьте поверхность изопропиловым спиртом.
Выравнивание и калибровка стола 3D принтера

Многие 3D-принтеры имеют автоматическое или полуавтоматическое выравнивание стола, но и ручная калибровка так же позволит улучшить качество первого слоя и по-прежнему необходимо для повышения точности и согласованности для автоматического выравнивания.
Зазор между соплом и столом 3D принтера:
Большинство столов FDM 3D-принтеров крепятся с помощью трех или четырех регулируемых винтов в углах или по бокам рабочей платформы. Отрегулируйте каждый винт на пару оборотов, чтобы увеличить расстояние между соплом и поверхностью стола.
Установите платформу 3D принтера в исходное положение:
Теперь поднесите сопло к рабочей платформе вручную или с помощью программного обеспечения, которое вы используете для управления 3D-принтером. Обычно установка в исходное (нулевое ) положение происходит автоматически.
Измерьте зазор и откалибруйте стол 3D принтера
Откалибровать стол 3D-принтера нужно так, чтобы он была как можно более ровной по всем четырем углам и посередине относительно сопла 3D принтера.
Переместите печатающую головку в один из углов и поместите лист бумаги между сопла и платформой для печати. Если при перемещении листа вперед и назад между соплом и столом нет сопротивления, отрегулируйте ближайший регулировочный винт, чтобы уменьшить зазор.
Будьте осторожны, чтобы не надавить на стол 3D-принтера (например , рукой), так как это прижмет основание настолько вниз, что зазор станет больше, чем он есть на самом деле. Снова используйте лист бумаги, продолжая регулировать винт, пока не почувствуете легкое сопротивление сопла и стола 3D-принтера.
Повторите тот же процесс со всеми оставшимися углами. Когда откалибруете стол по углам, переместите печатающую головку в середину и убедитесь, что там сопротивление аналогично тому которое наблюдалось по углам.
Наконец, еще раз проверьте каждый угол и центр, так как постоянные корректировки могли повлиять на другие места. В этом случае повторите всю процедуру, пока все пять точек не будут выровнены.
Первый слой 3D печати
Перед выполнением полного задания на 3D-печать рекомендуется распечатать только первый слой, чтобы убедиться в успешной калибровке. В случае успеха первый слой должен выглядеть более или менее одинаково по всей поверхности.
В случае, если слой однородный, но слишком сплющенный (или не прилипающий), вам может потребоваться отрегулировать смещение Z, изменив зазор между соплом и платформой для первого слоя вашего отпечатка.
Признаки некорректного зазора между соплом и столом 3D принтера
Устанавливая высоту по оси Z, вы решаете, какой размер зазора сопла вам нужен. Это полезно, если бумага, которую вы использовали для выравнивания, была не совсем оптимальной толщины и следовательно, ваш первый слой слишком тонкий или не прилипает.
Второе использование параметра смещения по оси Z — убедиться, что ваш первый слой имеет точно правильную высоту, установленную в вашем слайсере. Это можно измерить, распечатав тест и измерив толщину штангенциркулем, соответствующим образом отрегулировав значение смещения.
Во многих принтерах смещение по оси Z можно изменить напрямую с помощью встроенных элементов управления принтера. Однако, если этого нет, настройку обычно можно найти и изменить в слайсере .
Признаки того, что зазор между соплом и столом 3D принтера слишком мал:
- Первый слой едва заметен или очень тонкий
- Расплавленная нить накапливается на сопле
- Расплавленная нить не выдавливается на рабочую платформу
ПРИЗНАКИ СЛИШКОМ БОЛЬШОГО ЗАЗОРА СОПЛА:
Нужно уменьшить смещение по оси Z, сделав зазор меньше.
Чтобы настроить смещение по оси Z, мы рекомендуем несколько раз напечатать простой тест , для поиска оптимального значения.
PEI покрытие стола для 3д принтера

-Ультрабаза
-Голубая наклейка two trees идущая в комплекте с принтером
-PEI от Energetic 3d
-Стекло.
Начал знакомство с покрытиями столов 3д принтеров я с ультрабазы принтера dexp. Хорошее покрытие, мне понравилось. Обычно мазал клеем-карандашом.
Далее купил two trees sapphire plus родная синяя наклейка оказалась полным барахлом, к ней не липнет ничего.
В качестве замены купил PEI от Energetic 3d. С одной стороны гладкий с другой шершавый + магнитное основание.
Первое впечатление на гладкой стороне офигенно, на шершавой отлипает все.
Через несколько месяцев уехал в командировку и там печатал на bizon2 со стеклом и 3д клеем пикасо. Обплевался, по сравнению с PEI стекло барахло, даже с клеем Пикасо. PLA липнет очень плохо.

Начну с недостатков
Я выяснил что шершавая сторона у меня недостаточно спечена на фото это видно как песок на поверхности, на самом деле это недорасплавленный порошок PEI. Также в процессе производства 2 песчинки PEI попали на противоположную сторону листа под гладкую наклейку PEI.
Продавец предложил бесплатно выслать новую наклейку PEI, я поразмыслив решил доплатить за стальной лист (тонкий листочек PEI вряд-ли бы доехал целым, кроме того я слышал отодрать PEI от стального листа крайне затруднительно) и мне выслали односторонний стальной лист с наклеенным PEI по цене наклейки.
Рассмотрим что такое PEI и какие виды бывают.
PEI это специальный полимер который размягчается примерно при 240 градусах. Насколько я понял принцип работы этой технологии: при укладке первого слоя во время 3д печати расплавляется верхний слой PEI и спекается с расплавленным филаментом выходящим из сопла.
Практический опыт показывает: чем выше температура, тем лучше прилипание. Некоторые пользователи в отзывах пишут что отрывали PETG вместе с PEI, но у меня такой проблемы нет. (я чуть снизил температуру стола для petg — 65 градусов)
Покрытие состоит из 3х частей
-Магнитная наклейка — плоский магнит с наклеенным 3М скотчем он приклеивается на нагревающий стол.
-Стальной лист
-Наклейка PEI
Наклейка PEI может быть наклеена на заводе, а может быть положена рядом (обычно такое лот дешевле на 1$)
На стальной лист PEI может быть нанесен с 1 или 2х сторон.
-PEI бывает шершавым это когда на лист насыпают порошок PEI, засовывают в печь и он он запекается. Называется порошковое покрытие.
-Eсть гладкий PEI, это когда берут тонкий лист PEI и приклеивают на стальной лист (сам никогда не клеил поэтому каким образом происходит приклеивание не знаю)
Магнитное основание — наклейка тоже бывает разным: высокотемпературным (130 градусов) и низкотемпературным 85 градусов, так что внимательно читайте описание. (у данного продавца все магниты высокотемпературные насколько я понял)
Мой личный опыт использования
Поскольку шершавая сторона у меня была недоспечена, я думал что это песок и боялся повредить сопло, поэтому устанавливал большой зазор между столом и как следствие прилипало плохо.
Торчащие песчинки PEI на шершавой стороне я сточил мелкой шкуркой (потому что песчинки осыпались и впивались в магнитное основание)
Моя любимая сторона гладкая, на текущий момент я распечатал уже наверно 400 деталей и почти все на гладкой стороне и не вижу почти никакого износа.
Но иногда нужна шершавая сторона например для ножек, или когда нужно снизить прилипание к столу, когда печатаю ABC.
В основном я печатаю PLA или PETG стол грею до 55 и 65 градусов соответственно.
Когда начал печатать ABC стол грел до 95-100 градусов и на гладкой стороне ABC прям въедается в PEI нужно быть очень аккуратным с настройкой высоты стола. У меня еще и стол искривляется при нагреве до 100 градусов. После первого прогрева стола до 100 градусов по ощущениям магнитная сила упала раза в 2, но этой силы по прежнему достаточно и еще сильнее магнитная сила не падает, печатал уже раз 10.
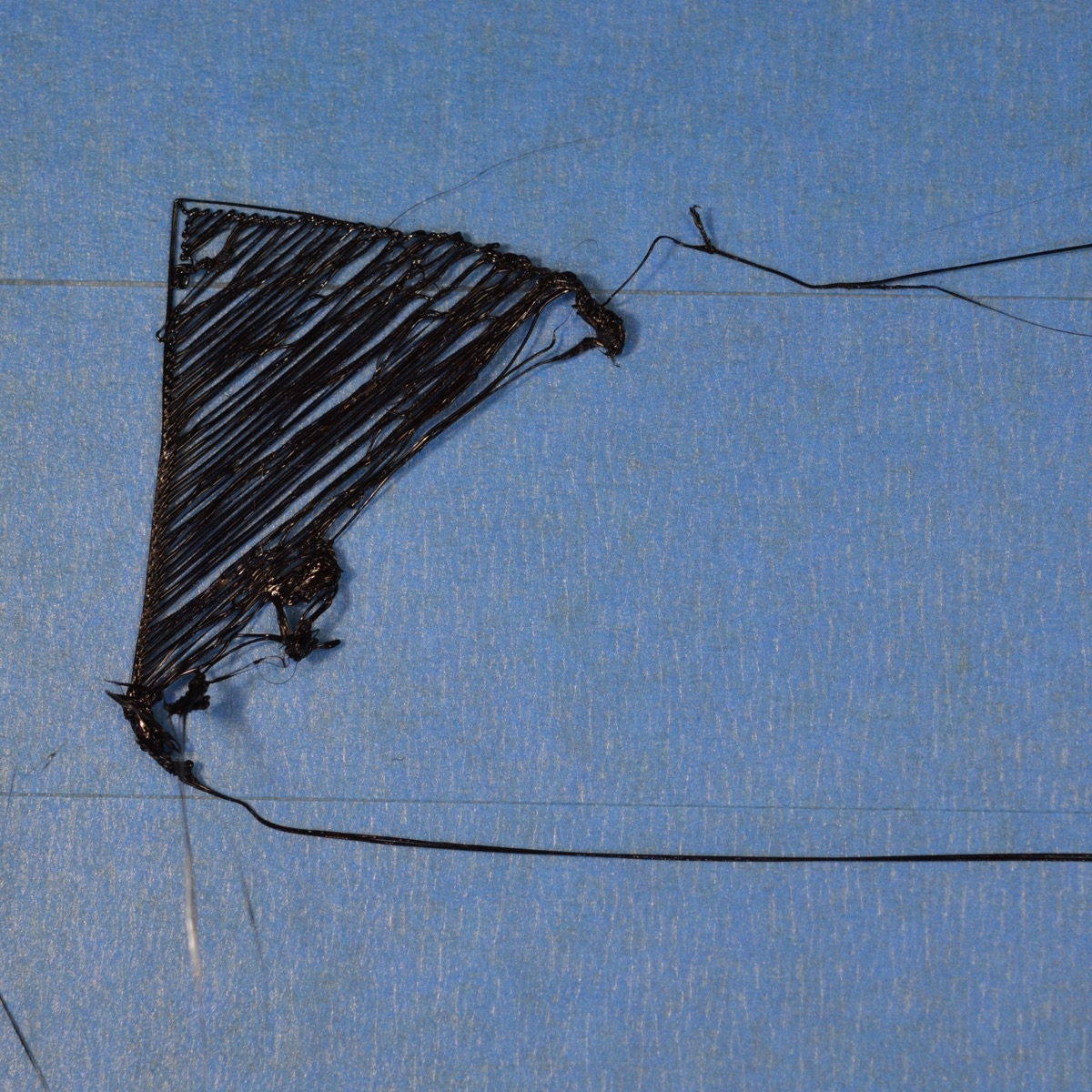
Недавно печатал ABC и на ходу начал регулировать высоту стола не в ту сторону, поэтому покрытие попортил (на фото справа сверху).
В общем покрытием очень доволен, магнитное основание это круто, очень удобно и быстро снимать модели. Стальной лист можно снять с горячего стола, из-за его малой толщины он довольно быстро остывает, снять деталь, примагнитить лист на место и уже через пару минут печатать следующую деталь
В данном магазине не очень хорошее описание лотов и их наплодили дикое множество, как будто специально чтобы запутать покупателя. Не всегда понятно что представляет из себя лот, есть там магнитное основание или нет, приклеено PEI покрытие к стальному листу или просто идет в комплекте, так что читайте внимательно или спросите у продавца. Во время скидок цена чуть снижена 42$, обычная цена 48$ за двухсторонний стальной лист с приклеенным на заводе гладким PEI с одной стороны и текстурированным PEI с другой стороны + магнитное основание, все размером 310*310. Размер имеет значение, более маленькие размеры прилично дешевле.
Товар куплен за свои деньги.
Видео обзор снятый чуть ранее.
Чем покрыть стол 3D принтера для лучшей АДГЕЗИИ
В начале своей печати я бился об клавиатуру как все новички в поисках материала для покрытия своего горячего стола.
Начинал я с PLA, так что с ним в принципе проблем не было так как стол пришел покрыт скотчем. Но после нескольких «удачных» прилипаний к столу, скотч начал помаленьку отрываться. Поиски в интернете привели к тому что скотч есть в продаже на али, есть белый и синий. Это все хорошо, но цена для молярного скотча была непомерна. Я как бывший строитель понимал, что это обыкновенный молярный скотч и он не может столько стоить, это навело меня на раздумья что в принципе привело меня в большой строительный магазин. Выбор скотча отменный. Но… как я уже узнал, не весь он подходит. Нужен тот который выдерживает температуру до 100°.
Перечитав шильдики на всех скотчах который были, я нашел MAKKO 5 звезд
5 Звезд держит температуру до 100 градусов. Отлично зарекомендовал себя для работы с PLA. Но как я позже выяснил температуру можно было и по меньше и цена была бы дешевле. Этот я покупал за 1000 тнг.
Дальше было веселее. Я перешел на ABS пластик. Сколько ужастиков я начитался в интернете просто жесть. Я реально поймал страх по началу печати с этим пластиком и не мог решится, чем же мазать стол чтобы пластик не ДЕЛАМИНИРОВАЛО. Варианты на тот период которые предлагались:
1/ Пиво темное
2/ Лак для волос NELLY
3/ Ситалловое стекло
4/ Клей БФ2
5/ ABS сок (раствор пластика с ацетоном)
6/ Клей карандаш каляка-маляка
7/ Лак ХВ-784 бесцветный Новбытхим.
И ещё много индивидуальных особенностей в покрытии стола в которые я вдаваться пока не стану, возможно позже выложу для общего информативного хауса.
Приступим:
1\ Не работает вообще, и не только у меня это вообще какая то особенная пивная структура должна быть чтобы пластик держало. У нас, да и у большинства народу, пиво больше похоже на ослинную мочу…а на нее пластик не липнет…без комментариев.
2\ Лак для волос подходит не любой, а только в синей бутылке и его днем с огнем не найти, и его вообще сняли с производства ибо это был лак для волос, а он клеит детали к столу. Женщины его не покупали, а мейкеры не везде есть, да и бутыля хватит на долго.
3\ Это вообще из разряда фантастики и космической цены. Даже не рассматривал.
4\ Клей БФ2 дает отличные результаты, но как я выяснил его у нас ни кто не продает. Не продает ВООБЩЕ…
5\ Раствор ацетона с пластиком я тоже не рассматривал, ибо вонь от разогретого ацетона в квартире и очень не хороший вид первого слоя, меня не вдохновили даже на испытания. Плюс к тому же он изрядно портит стекло на котором печатают, а тереть его постоянно ацетоном, пытаясь очистить, не комильфо.
6\ Клей карандаш Каляка маляка
Говорят отличная вещь. У нас такого нет и не предвидится. Методом перебора разных клеев, я узнал что все клеи имеют основу PVA и PVP.
Клей на основе PVA. В качестве основного материала при их изготовлении используется поливинилацетат, а в качестве увлажнителя — вода. Нам не подходит
Клей на основе PVP. В качестве основного материала при изготовлении клея типа PVP используется поливинилпирролидон, в качестве увлажнителя — глицерин. В составе поливинил как раз наш друг ибо при нагреве дает почти резину, что нам и нужно.
Как оказалось я пробовал все с ПВА. Обрадовавшись такому раскладу, я рванул в магазин в поисках родного и единственного. Из 5 супермаркетов канцелярских товаров в нашем городе, я нашел только 3 вида с PVP.
Сразу скажу UltraStick не туда и не сюда- ABS держит плохо, а PLA с него не оторвать. Я его сразу отбраковал.
Остались зелененький и черненький.
Клей AMOS на PVP очень хорошо зарекомендовал себя на PLA пластике, на нем все держится отлично любых размеров, после остывания легко отрывается. Нижний слой прелестный. Стекло легко отмывается под струей воды. Одной «намазки» хватает на многие разы печати, очень экономично.
Клей-карандаш INDEX на основе PVP в моей версии, для ABS оказался самый лучший. Держит отлично, если нужна большая деталь, то нужно обильно смазывать. Снять можно только на полностью остывшем столе. По крайней мере 10 кг пластика я уже на нем провел. Пока все нормально.
7\ Лак ХВ-784 бесцветный Новбытхим говорят вообще отпадно держит. Ну скоро я его протестю, благо у меня есть 3 бутыля дома оставшиеся после ремонта, но о нем после….
На сим откланиваюсь. Вопросы в комменты. Всем Добра.
Магнитное покрытие для стола 3Д принтера. Есть ли смысл?
У штатного покрытия Creality Ender 3 есть «маленький нюанс». Покрытие стола пристегивается к нему 4 прищепками, и имеет малую толщину и жесткость. Из-за этого при печати больших деталей — они при усадке приподнимают это покрытие над столом, искривляясь — что не есть гуд. И тут появилось новое оригинальное покрытие, которое все сильно хвалили. Ну и пока по акции — решил взять попробовать.
В чем фишка данного покрытия. Оно состоит из двух слоёв: первый просто магнит и клеится на стол на самоклейку вроде как 3М, второй — магнит с шершавым покрытием, на котором ведётся собственно печать и который клеится к уже магнитному столу. После печати мы отклеиваем верхний слой с прилипшей отпечатанной моделью, и изгибаем коврик, в результате чего модель просто отклеивается. Главный плюс всего этого — не нужно елозить по покрытию шпателем, повреждая его и иногда и саму модель. В результате покрытие становится далеко не таким «липучим» как новое. В случае нового магнитного покрытия это исключается, и вроде как всё красиво и «в шоколаде».
Казалось бы — что может пойти не так? Но для начала посмотрим что ж нам приехало.
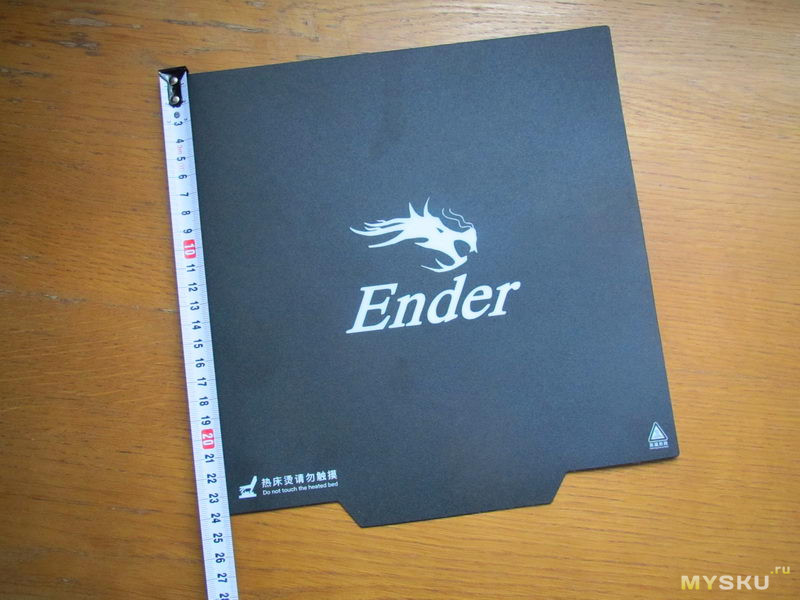
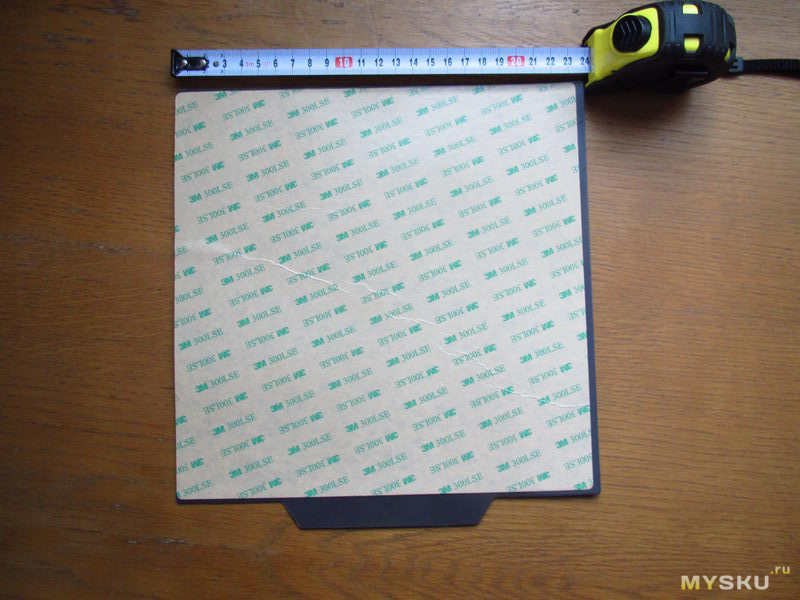

Покрытие (верхний слой) чуть больше нижнего, слегка выступает за края стола, в принципе можно подрезать, но мне особо пока не мешает, а потом посмотрим. Вот в сравнении с комплектным. Видна небольшая разница в размерах:
По толщине суммарно сопоставимо с штатным (замерить точно забыл), но регулировать стол нужно. Я выставил зазор 0.08мм.
Покрытие «злое», пластик лепится ОЧЕНЬ хорошо, отодрать — ну прям сложно, даже после остывания.
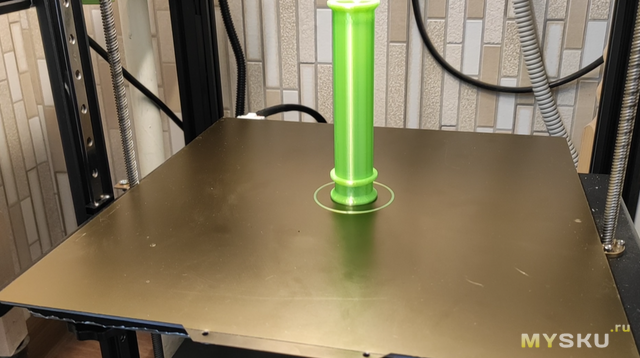
Теперь о грустном. Одной из первых моделей была описанная в прошлом обзоре Christmas Village — считай 13см в диаметре с квадратным отверстием где-то 8х8см в центре. Температура стола при печати была 55 градусов. После печати и остывания модель отодралась с большим трудом, края в том числе. И это выглядело воодушевляюще, пока я не поставил модель на стол. А потом взял линейку.

Как видим — чуда не произошло. Хоть и нет проблем с прилипанием модели к покрытию — но есть проблемы с его жесткостью, точнее, «усилием примагничивания» к основанию. В итоге модель таки изгибается, задирая края и изгибая этот магнит, хотя и держится на покрытии — не отодрать.
Что я могу сказать в итоге: покрытие я покупал осознанно, прекрасно понимая, что оно может оказаться не тем что мне бы хотелось. Но кто-то же должен был его проверить? ;) В результате… Ну фиг знает. с одной стороны оно точно не хуже штатного. Пожалуй даже более шершавое. Но вот ожидаемый эффект «жесткости» — увы, не получен, покрытие при усадке пластика по-прежнему идёт волнами. АБС пробовать даже не стал, потому что при нагреве магнитные свойства магнитов еще ухудшатся, и шансов считай что и нет. Не, я-то попробую как-нить потом, но думаю что результат я уже знаю процентов на 90 ;)
Но если так это честно — то оно пожалуй получше родного покрытия — там высокие детали можно было пошатать и было видно как изгибается покрытие к которому они приклеены. тут с этим гораздо лучше.
Так что, вероятно, стекло и волшебный клей рулят. Или скотч, или каптоновая плёнка большой ширины.
Несомненно, я могу капитатьно ошибаться с выводами. Но вроде как ошибки быть не должно. Разве что вообще подогрев при печати не включать? ;) Стоит ли оно своих денег? Стоит ли покупать? Я не знаю. Я в принципе не жалею потраченных 11.5 баксов, досадно что в итоге придётся похоже тупо вырезать стекло и замазать БФ-2, что можно было сделать уже давно ;)
В общем — жду обсуждения в комментах ;)
UPD: забыл важный нюанс — имеет значение ориентация поверхностей. если повернуть под 90 градусов — магнитится хуже.
Читайте также: