Автоматическое выравнивание стола 3d принтера
Обновлено: 18.05.2024

Автокалибровка рабочего стола — это функция, доступная в некоторых FDM 3D-принтерах по-умолчанию, с завода. Кроме того, опытные специалисты могут самостоятельно установить датчик автокалибровки.

Рассказываем в этой статье о том, для чего нужна эта функция, и как её использовать.
Содержание
Зачем нужна калибровка печатного стола
Большинство FDM 3D-принтеров — это устройства, которые требуют активного участия мастера в процессе подготовки к печати. Одной из особенностей аппаратов является необходимость регулярной проверки уровня печатного стола. С течением времени конструкция FDM 3D-принтера может “разболтаться”. И это связано не только с регулировочными винтами стола, но и люфтом абсолютно всех винтовых соединений. Чаще всего это проявляется в вибрациях в процессе печати.
В результате отклонения стола от заданного уровня, расстояние между соплом экструдера и печатным столом меняется, на разное расстояние в разных точках. Это может привести к деформации печатной модели, искажению размеров и пропорций, засорению экструдера (когда сопло вплотную к столу и пластик не может выйти).
Это может быть вызвано отсутствием фиксатора резьбы и плохим качеством винтов регулировки уровня платформы. Также ошибка может быть обусловлена и действиями пользователя, например — если он неравномерно наклеил на печатный стол скотч.
Чтобы избежать проблем, пользователю необходимо проводить регулярную калибровку печатного стола. В бюджетных моделях эта работа выполняется вручную. Для этого стол оснащается регулировочными винтами. Однако на рынке представлены модели 3D-принтеров с автокалибровкой печатного стола, которая значительно упрощает эксплуатацию принтера.
Принцип автокалибровки стола 3D-принтера
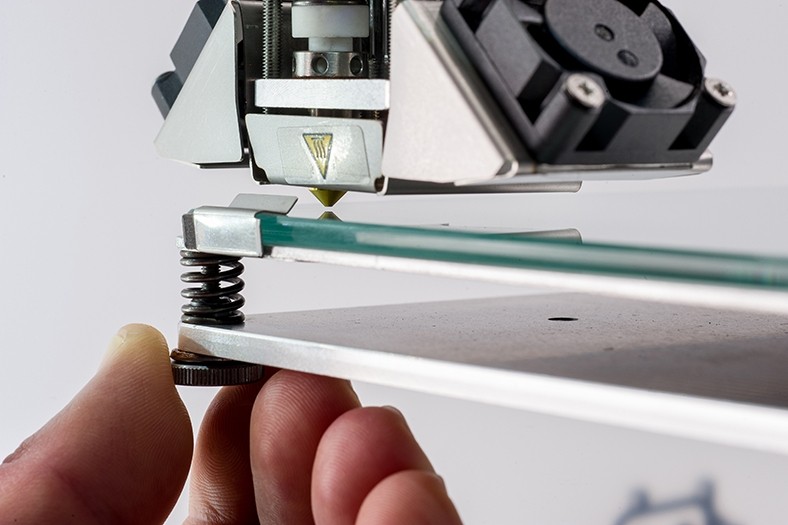
Как следует из определения, автокалибровка стола 3D-принтера — это механизм, который позволяет автоматически отрегулировать устройство. Перед началом печати 3D-принтер определяет положение печатного стола относительно экструдера и, при необходимости, регулирует положение сопла при печати.
Как правило, 3D-принтер с автоматическим выравниванием имеет сенсор приближения или контактный концевой датчик на уровне сопла печатающей головки, который «исследует» определенные точки на платформе при запуске процесса автокалибровки. Иногда, снабженный энкодером обратной связи, таким датчиком служит сам экструдер, а его щупом — сопло.
Одно из преимуществ автокалибровки в том, что она позволяет напечатать качественное изделие, даже если на столе есть визуально незаметные неровности. Такая ситуация может возникнуть при длительной эксплуатации аппарата при высоких температурах нагрева печатного стола.
Поскольку 3D-принтер в автоматическом режиме корректирует положение сопла относительно плоскости, сопло всегда находится на оптимальном расстоянии от печатной модели в процессе работы аппарата. Это, в частности, улучшает адгезию слоёв и качество печати.
При использовании непрофессиональных FDM 3D-принтеров, особенно из категории DIY (самосборных, поставляющихся как набор деталей), существуют обширные возможности для апгрейда, в том числе можно установить необходимый для автокалибровки датчик.
Автокалибровка на примере Simplify3D
Рассмотрим настройку автокалибровки на примере использования одной из самых популярных профессиональных программ для 3D-печати — Simplify3D.
Если 3D-принтер имеет функцию автоматического выравнивания печатного стола, то профиль Simplify3D для аппарата должен быть настроен для автокалибровки в начале каждой печати.
Если принтер используется впервые, можете загрузить стандартный профиль Simplify3D для определенного устройства, выбрав в программе пункт «Справка» > «Помощник по настройке». После загрузки профиля нажать «Изменить параметры процесса», перейти на вкладку «Сценарии» и выбрать сценарий запуска. Этот набор команд определяет действия, которые 3D-принтер будет выполнять в начале каждой печати.
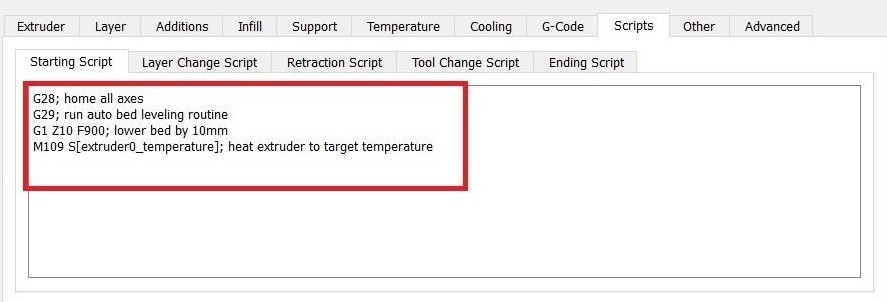
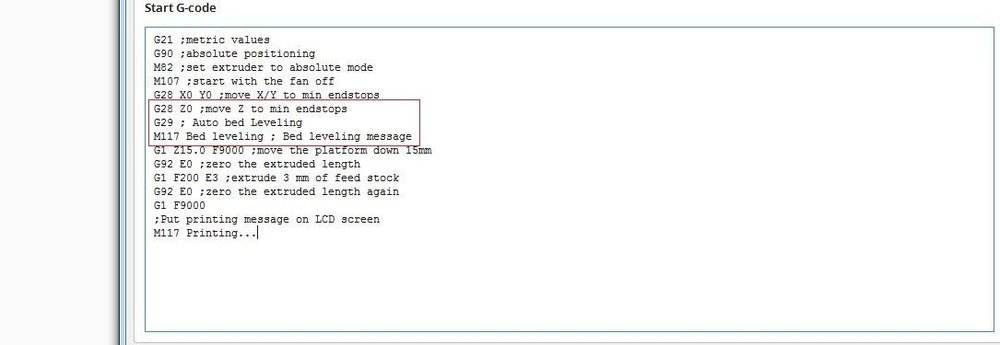
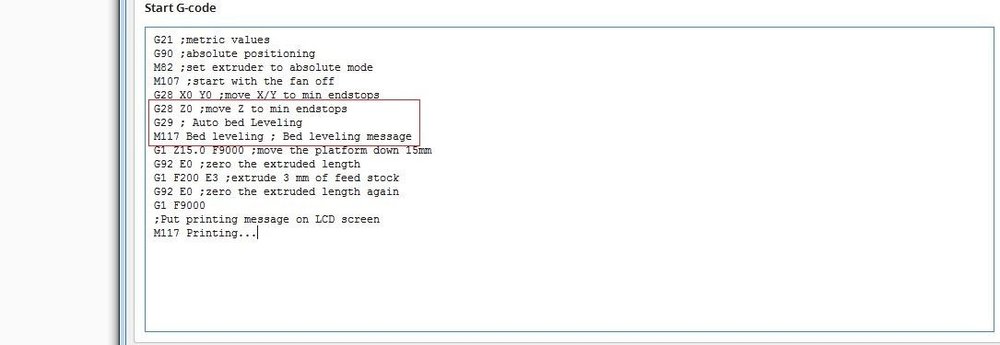
Для выполнения автокалибровки 3D-принтера следует внести правки в G-code сценария. Для этого: в начале файла необходимо добавить команду G29, которая сообщает принтеру, что нужно выполнить процесс автокалибровки стола. При этом 3D-принтер должен выполнить стандартную операцию возврата в исходное положение, прежде чем начнет процесс выравнивания, то есть команду G29 необходимо поместить после команды G28 (команда возврата в исходное положение) в сценарии.
Сценарии запуска могут отличаться в зависимости от модели. Существует несколько различных типов команд G28, таких как обычная «G28» (исходная точка координат по всем осям), «G28 X0 Y0» (только исходные координаты по X и Y) или «G28 Z0» (только исходное положение по оси Z). Чтобы сценарий работал корректно, команда G29 должна стоять после самой последней команды G28.
После внесения этих изменений необходимо сохранить новые настройки принтера. Чтобы проверить, были ли изменения успешными, достаточно начать новую печать на 3D-принтере и убедиться, что процесс автокалибровки стола выполняется в начале печати.
Процесс автоматического выравнивания в основном контролируется прошивкой, поэтому точные места, куда перемещается датчик, уже предварительно определены на аппарате. Пользователю остается добавить команду, указанную выше, а принтер выполнит остальное — настроит автоуровень стола.
Итого
Процесс автокалибровки упрощает 3D-печать, поскольку избавляет от необходимости проводить длительную ручную настройку. 3D-принтер с автокалибровкой гарантирует получение качественного результата при каждой печати.
Оснастить датчиком для автокалибровки можно аппарат, на котором не запланирована установка такого компонента, его использование станет возможным после внесения правок в G-code дефолтного сценария. Опытные пользователи с большим опытом могут сделать это самостоятельно, остальным советуем воспользоваться услугами специалистов. Такой апгрейд достаточно быстр и стоит недорого.
Как настроить 3D-принтер

Всем привет! С вами Top 3D Shop и в очередном обзоре мы рассказываем о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам потребовалось освоить аддитивные технологии для работы, читайте наши рекомендации по настройке принтера и успешной печати первых моделей.
Подключение 3D-принтера

Прежде, чем подключить собранный 3D-принтер к электросети, нужно проверить, сняты ли транспортные фиксаторы. Оставленные стяжки на ремне могут привести к поломке принтера.
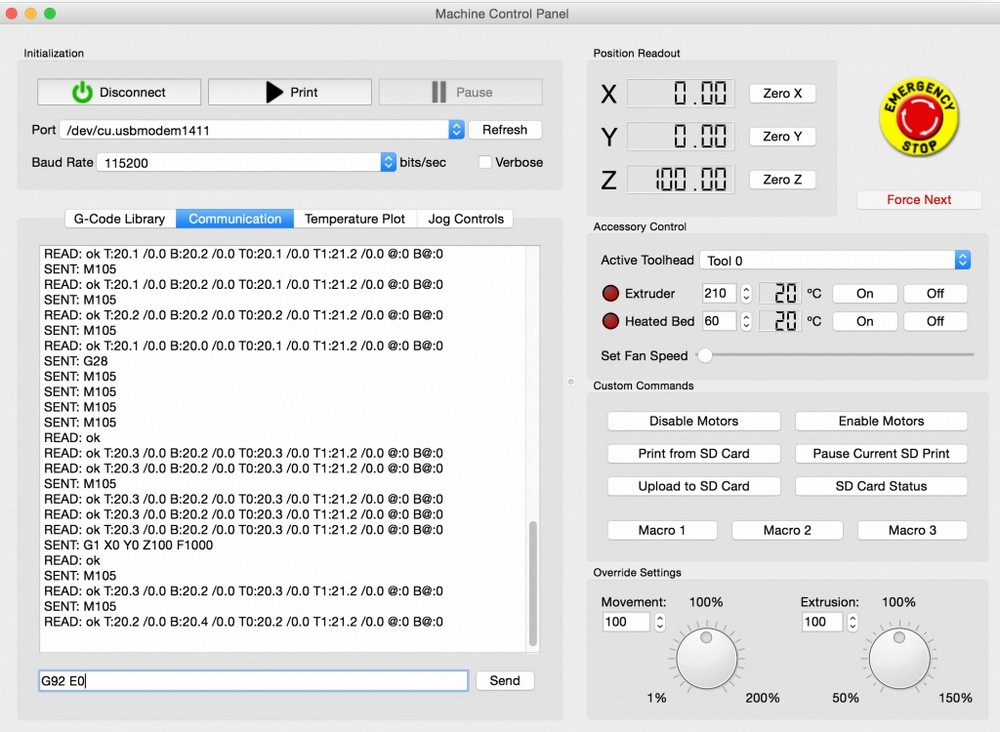
В зависимости от модели, пользователям доступны различные способы печати: с SD-карты, с USB-флешки, со стационарного компьютера с проводным подключением, по Wi-Fi или через Ethernet, а в большинстве случаев — разные сочетания этих возможностей. Многие модели предлагают 2-3 способа печати.
Сравним печать с SD-карты и со стационарного компьютера или ноутбука.
Оба способа имеют достоинства и недостатки. Печать с компьютера нагляднее, кроме того — можно вносить изменения непосредственно в процессе печати. При работе с SD-карты на печать не влияет загруженность компьютера и исключено случайное отключение USB-провода, соединяющего принтер с компьютером. Печать с SD-карт более надежная, но нередко приходится сталкиваться со сбоями при их чтении. При печати через Wi-Fi также возможны трудности, обычно связанные со стабильностью приема сигнала принтером. Подробнее, о печати на 3D-принтерах с разным типом передачи данных, возможных сложностях и их решении читайте в одной из ближайших статей.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, куда он может передаваться любым из названных способов (обычно — по проводному соединению или через Wi-Fi, но может и с носителя), как, например, в принтерах фирм Raise и Phrozen.

При печати с ноутбука или стационарного компьютера принтер нужно подключить к ним с помощью USB-кабеля. Когда операционная система определит принтер как новое устройство, начнется автоматическая установка драйверов для вашего принтера. Если установка драйверов не происходит автоматически, драйвера нужно скачать из интернета под вашу операционную систему или установить с носителя, шедшего в комплекте с принтером.
Для печати с SD-карты — в соответствующий разъем принтера помещается карта с записанными на нее файлами 3D-объектов. Как правило, в комплекте с принтером поставляется SD-карта с несколькими файлами тестовых моделей.
Подробнее о печати с других носителей читайте в статье “Как печатать на 3D-принтере с компьютера, с SD-карты, по Wi-Fi, по локальной сети”, которая скоро выйдет. Следите за обновлениями!
Программное обеспечение для 3D-принтера
Используемое в 3D-печати программное обеспечение представлено на рынке достаточно широко. Существует масса платных и бесплатных программ для 3D-моделирования, редактирования моделей, слайсинга. Одни из них интуитивно понятны и подходят новичкам, в других могут разобраться только профессионалы.
Обзор самых популярных, зарекомендовавших себя с лучшей стороны программ для моделирования, обработки и печати объемных объектов читайте здесь.
3D-моделирование и форматы файлов

Не все скачанные файлы бывают корректными, иногда модели требуют “лечения” — исправления ошибок. Макетная сетка должна быть герметичной, т.е. необходимо проверить наличие пространства там, где оно запланировано и отсутствие дыр там, где их быть не должно. Также должны отсутствовать самопересечения, “висящие” точки, микронные зазоры, должны быть правильно расположены нормали.
В Windows 10 есть предустановленное приложение для просмотра и простейшей обработки 3D-объектов: ранее это был 3D builder, в более поздних версиях — Paint 3D. Эта программа подойдет начинающим пользователям.
Несмотря на то, что “вылечить” модель можно во многих слайсерах, лучше пользоваться узкоспециализированным ПО.

Два наиболее используемых формата файлов в 3D-печати — файлы с расширением .STL и .OBJ. Перед печатью они, с помощью программ-слайсеров, преобразуются в распознаваемый принтерами управляющий G-код.
Слайсеры — программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента заливки зависят прочность и вес модели. Пустотелая модель значительно быстрее печатается, требует меньше материала и меньше весит, но страдает максимально сниженной прочностью. Модель со стопроцентной заливкой, напротив, максимально прочна, но расходует намного больше материала и печатается несравнимо дольше — тут важно соблюсти равновесие, — оптимальное заполнение моделей разного размера и для разных целей будет очень разным.
Чаще всего новичками используется программное обеспечение, идущее в комплекте с принтером, либо универсальные программы для слайсинга: бесплатные Repetier Host и Ultimaker Cura, или платная — Simplify3D.
Если вам трудно определиться с выбором ПО, то читайте наш актуальный обзор здесь.
Калибровка 3D-принтера

Прежде, чем начать печатать, принтер надо откалибровать. Как правило, в инструкции к принтеру написано как это сделать.
Расскажем подробнее о калибровке FDM-принтеров, так как именно их чаще всего выбирают для знакомства с 3D-печатью, в связи с доступностью и дешевизной самих принтеров и материалов для печати на них.
Калибровка стола

Механическая калибровка принтера, работающего по технологии FDM, это выравнивание плоскости стола, то есть платформы печати.
Цель калибровки — такое расположение платформы, при котором плоскость движения экструдера по осям XY параллельна плоскости поверхности стола. Последовательность действий при калибровке отличается от модели к модели, для уточнения читайте инструкцию. Обычно калибровка сводится к подкручиванию четырех регулирующих винтов по краям платформы.
В такой калибровке есть один минус — середина стола остается не откалиброванной. Данная проблема актуальна для недорогих принтеров, где встречается неровная поверхность платформы. Для проверки центра платформы можно отпечатать первый слой нескольких моделей, расположенных по краям и в центре стола.
При нагревании стол подвергается температурному расширению, что неизбежно приводит к деформации. Если первый слой пропечатывается и не отлипает, то проблемы с неровным столом решаются подбором параметров печати первого слоя: низкая скорость (15мм/с), температура чуть выше, подача пластика повышенная, если большой зазор, и пониженная, если зазор маленький.
Если стол настолько неровный, что по углам печатает нормально, а в центре — либо слишком высоко над столом, либо упирается в стол, то рекомендуется закрепить на столе стекло и печатать на нем.
Помимо калибровки, необходимо задать рабочий ноль — высоту сопла над столом, с которой будет начинаться печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но зависит также от параметров пластика. Более текучие пластики (такие как ABS) требуют меньшей высоты, более вязкие (такие как Petg) — большей.
У некоторых моделей 3д принтеров задание рабочего нуля — это одна процедура с калибровкой, у других отдельная. В последнем случае действуйте по инструкции к конкретной модели.
Калибровку стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем при печати, либо если при снятии принта пришлось применить силу и прижимные винты могли расшататься.
Автокалибровка стола
Автокалибровка печатного стола проводится с помощью щупа, зонда или аналогичных приспособлений (иногда щупом служит само сопло печатающей головки, если конструкцией предусмотрен соответствующий датчик). Они соприкасаются с поверхностью стола в заданных в прошивке точках. Таким образом принтер выстраивает виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью стола, но рассчитанные допуски позволяют печатать модели с ровным основанием.
Настройка параметров
Когда произведена механическая калибровка, необходимо подобрать оптимальные параметры для первоначальной печати. Их можно настраивать вручную, а можно воспользоваться популярной в сети утилитой калибровки 3D-принтеров.
Материалы

В качестве материала печати на FDM-принтерах используется пруток — пластиковая проволока в катушке, также известная как филамент или нить. Самые популярные филаменты — ABS и PLA.
Модели из ABS более прочные, рассчитаны на использование в механизмах, могут подвергаться трению и воздействию окружающей среды. Для прототипирования, макетирования, дизайнерских объектов больше подойдёт пластик PLA.
Чтобы больше узнать о материалах для 3D-печати, читайте:
а также отдельные подробные статьи по разным материалам: PLA, ABS, HIPS, ULTEM, PETG, RUBBER, полиамид (нейлон), FLEX.
Первая печать
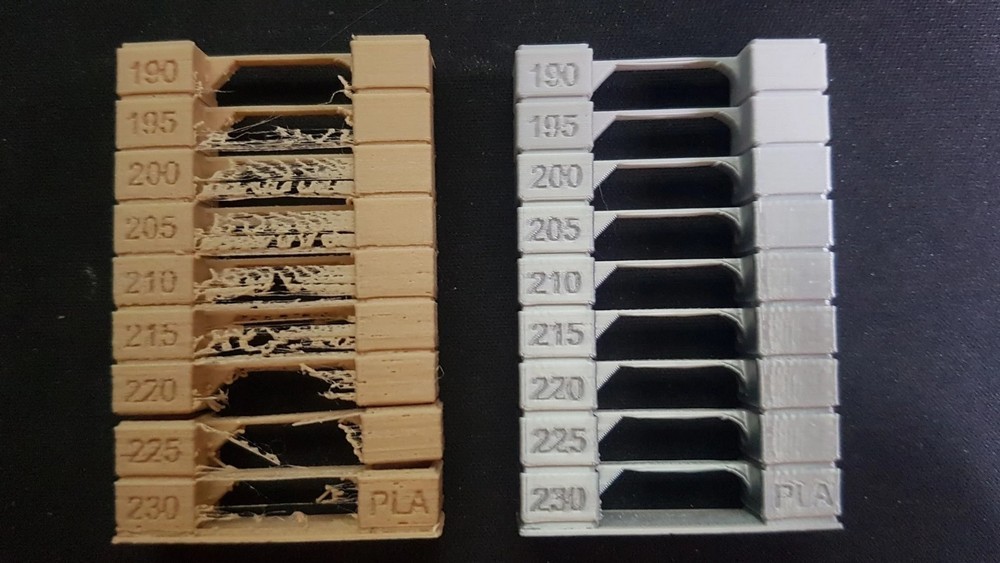
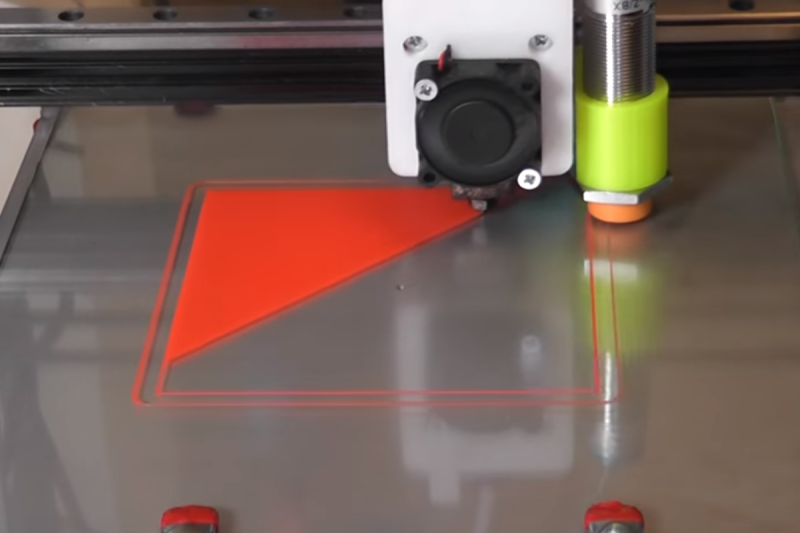
После того, как принтер прогрет и настроен, можно начинать печать. В качестве первой модели пользователи часто выбирают одну из тестовых: кубик, кораблик 3D Benchy или температурную пирамиду.
Чтобы напечатанная модель держалась на печатном столе, не отлипала и не деформировалась во время печати, необходимо, чтобы первый слой модели хорошо прилип к столу. Процесс прилипания модели к столу называется адгезией, а отклеивание или расслоение — деламинацией.
Для достижения хорошей адгезии первый слой рекомендуется печатать с меньшей скоростью, чем последующие слои. Так пластик успевает лучше прилипнуть к поверхности стола. Кроме того, желательно делать его толще, чтобы компенсировать неровности стола или лежащей на нем подложки.
Для достижения хорошей адгезии пользователи собрали огромный список “народных методов”. Чтобы модель не отклеивалась, используют: малярный или синий скотч, термостойкую ленту kapton, клеевой карандаш или клей ПВА, лак для волос, пиво или колу, раствор ABS или PLA в ацетоне, адгезивные и самоклеющиеся пленки, стекло или зеркало.
Кроме того, есть еще несколько вспомогательных способов для хорошей адгезии: печать рафтов, кантов или полей и юбок. Raft (плот) — это специально напечатанная подложка, которая располагается под изделием. Однако рафт портит поверхность модели. Brim (поля или канты) печатаются по периметру объекта печати, не соприкасаясь с основанием. Их легче отсоединять от модели, чем рафты. Юбка, skirt — это brim, который не соприкасается с объектом и находится от него на расстоянии. Печать юбки служит, в первую очередь, для проверки работы принтера. Печать высокой юбки защищает модель от сквозняков и неравномерного остывания.
Печать с поддержками
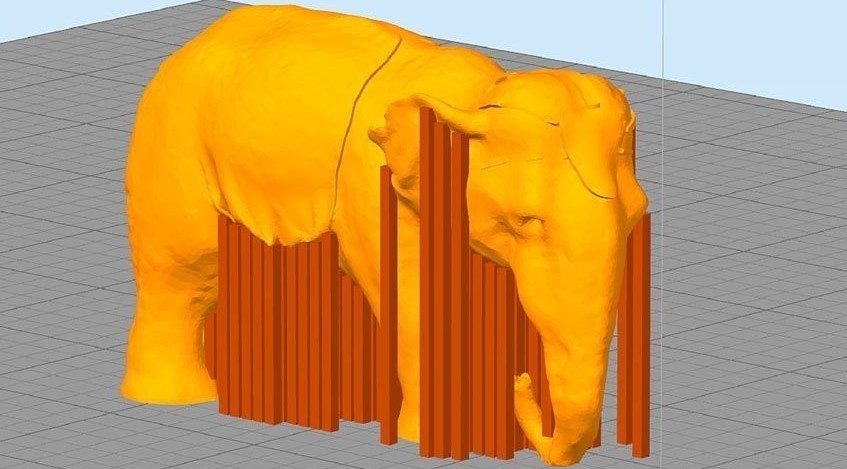
При сложной геометрии модели в программах-слайсерах генерируются специальные поддержки для нависающих элементов. Несмотря на то, что поддержки портят соприкасающиеся с ними поверхности (если печатаются из того же материала), надо понимать, что без поддержек нависающие элементы напечатать нельзя — они провиснут и модель потеряет форму. Печать без поддержек допустима для стенок с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами поддержки можно печатать из материала, растворитель которого не взаимодействует с материалом основной модели, например из PVA (растворяемого водой) или HIPS (растворяемого D-лимоненом). Это позволяет убрать поддержки максимально аккуратно, не оставляя следов на поверхности, без необходимости механического удаления и последующей зачистки.
Проблемы печати и их решение
Проблем, связанных с освоением 3D-печати, очень много: начиная со сборки принтера, и заканчивая некорректно напечатанными моделями. Обратим ваше внимание на несколько моментов.
При выборе модели необходимо соотносить дизайн с размерами принтера. Некоторые модели целесообразно напечатать частями и склеить.
При выборе модели нужно учитывать условия ее эксплуатации. Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков.
Не все нужно печатать. Некоторые вещи проще изготовить из подручных материалов, чем тратить время на моделирование, печать и постобработку.
Не всегда удается сразу подобрать правильную температуру печати, она может отличаться у материалов разных производителей, кроме того — терморезисторы в разных принтерах имеют разную чувствительность. Именно для подбора температуры печатают температурные пирамиды и их аналоги.
Также читайте в нашем блоге отдельную большую статью по решению возникающих при 3D-печати проблем: «Проблемы 3D-печати и их устранение», которая выйдет в ближайшее время.
Заключение
Как можно понять из статьи, для успешного освоения 3D-печати понадобится некоторое количество времени. Поначалу может показаться, что нюансов и тонкостей слишком много, но они легко запоминаются и, при некотором навыке и практике, не представляют особой сложности. Главное условие — желание и увлеченность.
Датчик BLTouch. Автоматическое выравнивание стола 3D принтера
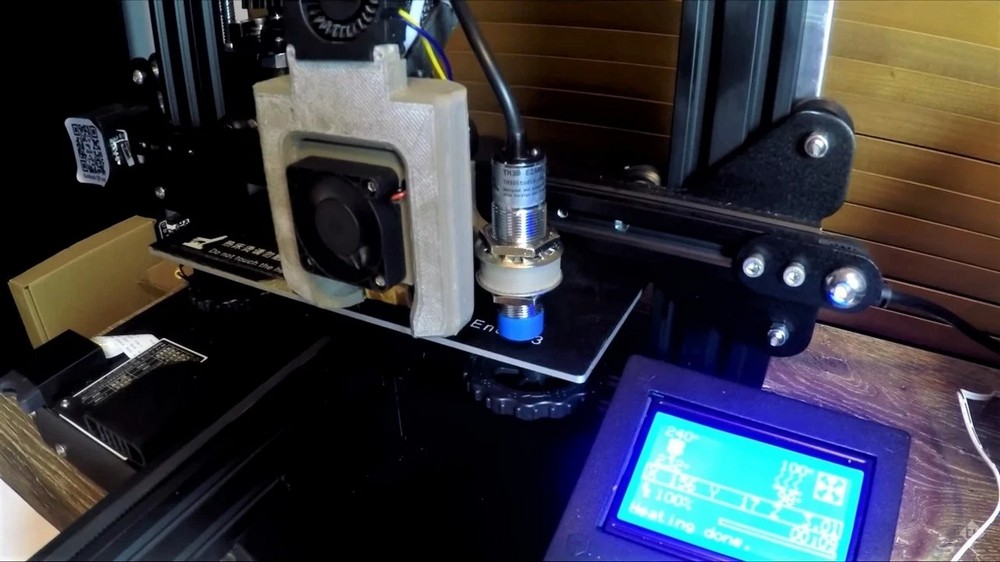
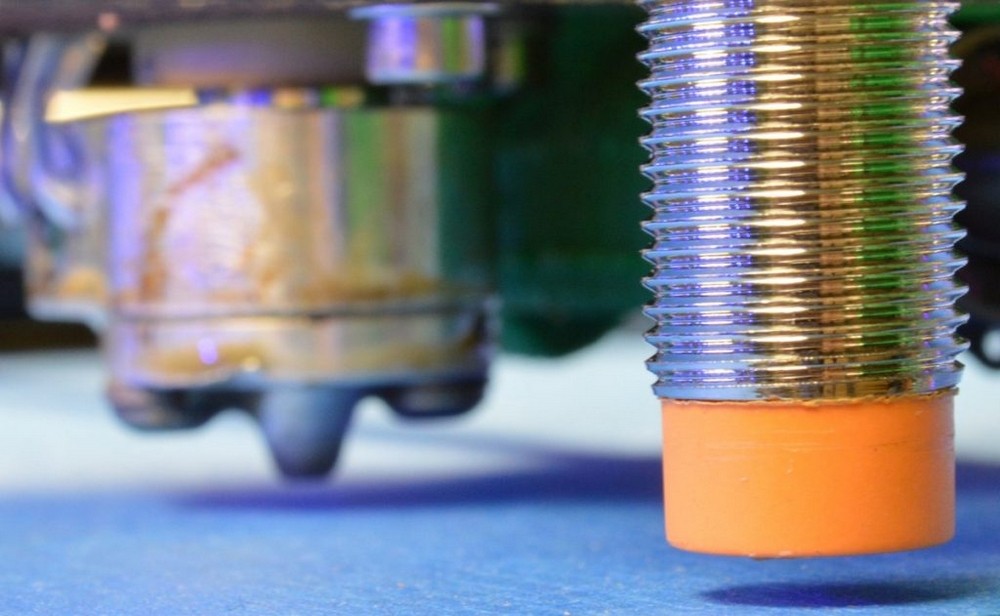
Автоматическое выравнивание стола 3D принтера — довольно распространенная функция в FDM принтерах. Большинство машин с автоматического выравнивания используют бесконтактный индуктивный датчик, который прост в установке, эксплуатации и настройке. Эти приборы хорошо работают с металлическими столами и стоит отметить, что платформы из других распространенных материалов, таких как стекло, пластик или дерево, практически невидимы для индуктивных датчиков.
Если вы используете неметаллической стол 3D принтера и вам также нужно автоматическое выравнивание, датчики BLTouch — отличный вариант. Исходные измерения BLTouch имеют одно из самых низких стандартных отклонений среди всех типов датчиков с автоматическим выравниванием.
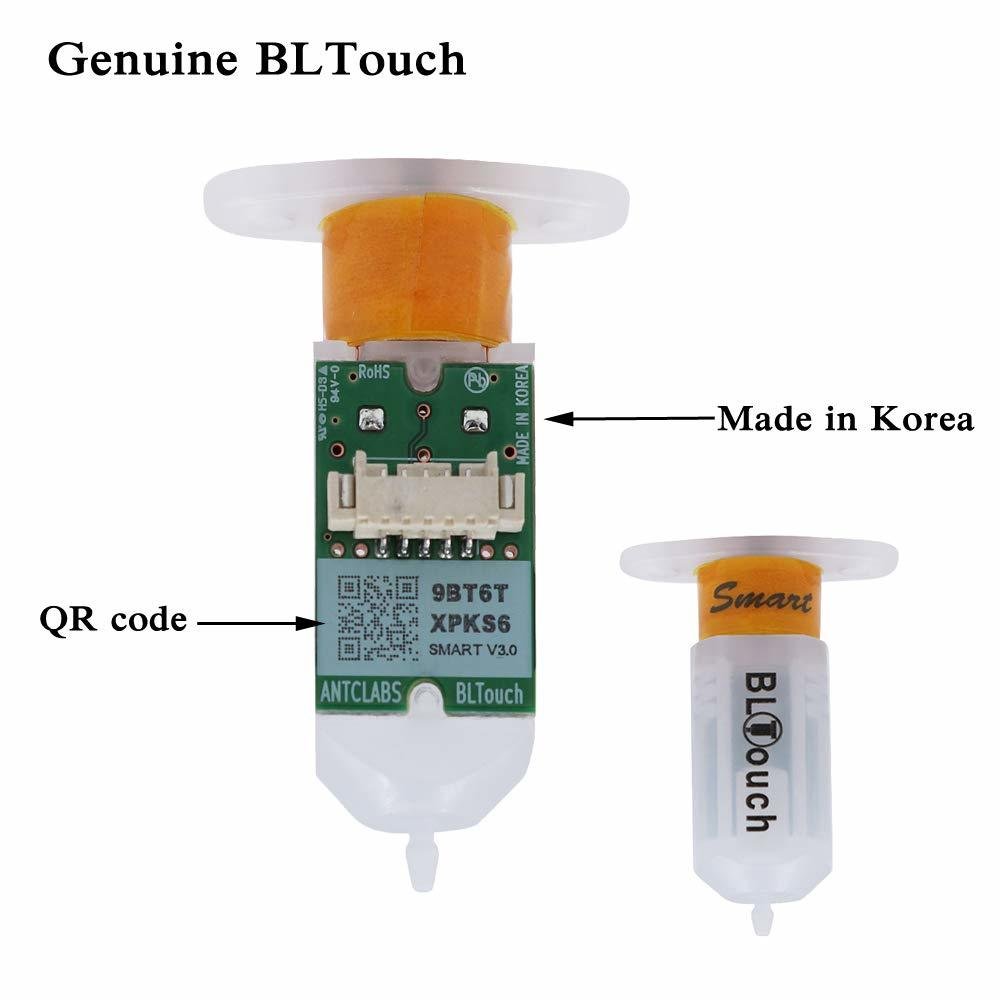
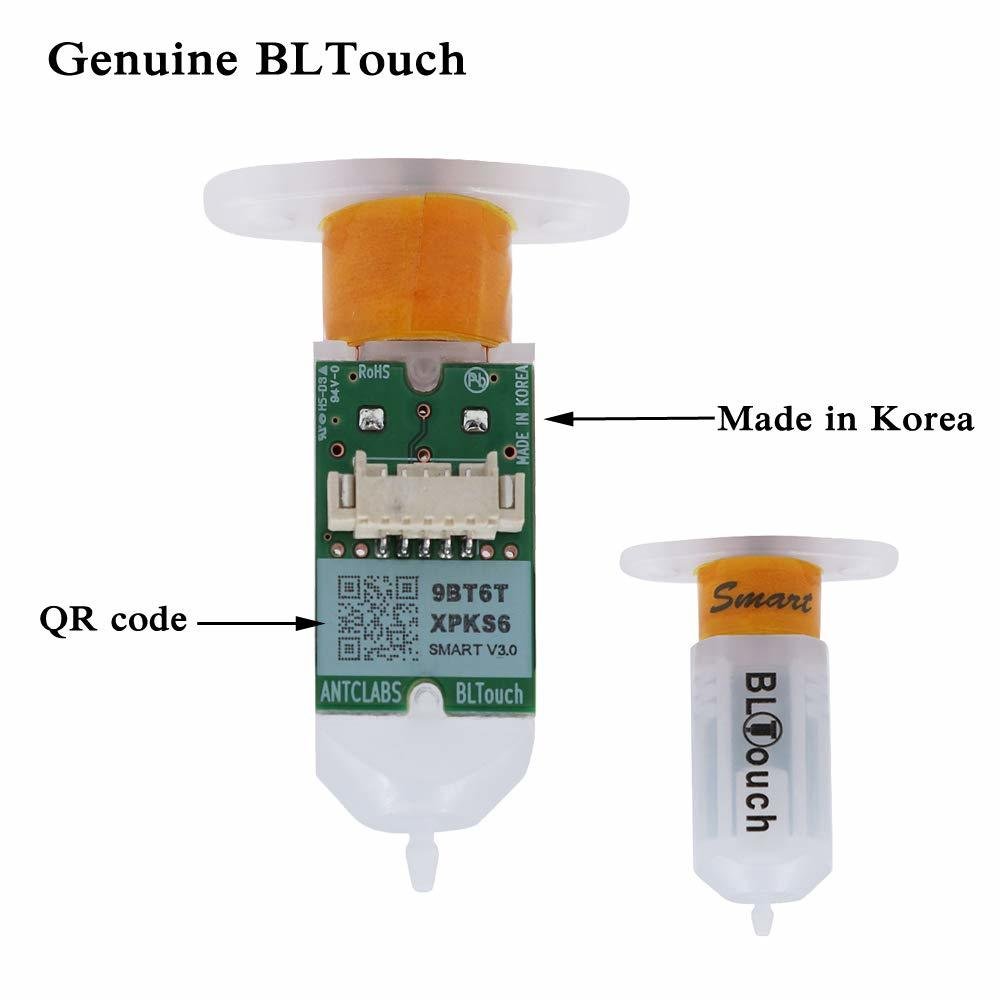
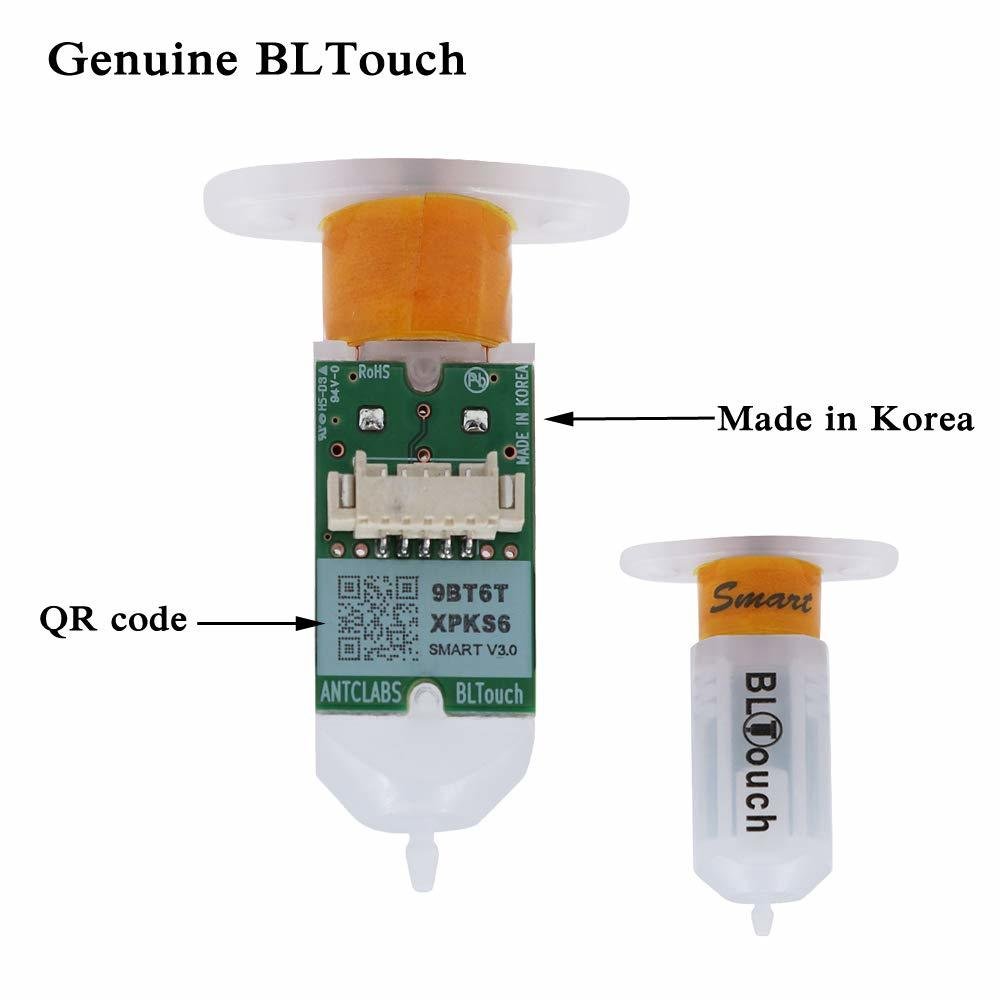
Оригинальные BLTouch производятся непосредственно компанией ANTCLABS в Южной Корее, аналогия из китая могут иметь сравнимое качество.
Что это такое BLTouch?
Оригинальный датчик BLTouch
Согласно описанию на сайте Antclabs , «BLTouch — это датчик с автоматическим выравниванием для 3D-принтеров, который может точно измерять наклон (sic ) поверхности стола 3D принтера». Этот датчик работает на любом типе поверхности, будь то металл, стекло, дерево или еще.
Сам датчик довольно сложен. Он состоит из микроконтроллера, соленоидного переключателя и штыревого зонда, который соприкасается с поверхностью стола. В оригинальном BLTouch для обеспечения высокой точности используется датчик эффекта Холла и в сочетании с физической кнопкой позволяет использовать его со многими типами столов 3D принтеров.
В некотором смысле этот датчик эквивалентен микровыключателю, установленному на сервоприводе, управляемом серводвигателем. Когда головка инструмента опускается, чтобы «вернуть » сопло в ось Z, стол толкает кнопку немного вверх, срабатывает датчик Холла, после чего кнопка втягивается, а головка инструмента поднимается.
BLTouch — один из самых точных и надежных датчиков, поэтому неудивительно, что некоторые известные производители, используют это устройство на своих машинах.
Теперь, когда мы точно знаем, с чем имеем дело, давайте сравним BLTouch с другими типами датчиков автоматического выравнивания.
Различные типы датчиков автоматического выравнивания
Индуктивный датчик
Ключевое различие между индуктивным датчиком и BLTouch заключается в том, что датчик BLTouch физически касается стола 3D принтера в процессе выравнивания. Индуктивный датчик использует токи, индуцированные магнитными полями, для обнаружения металлических предметов поблизости, устраняя необходимость физического прикосновения к выравниваемой поверхности.
Но в этом и заключается проблема: индуктивные датчики работают только на металлических пластинах, поскольку срабатывают только при контакте с металлом. Это может быть проблемой, если стекло является вашим предпочтительным материалом.
Микровыключатель
Не будем сбрасывать со счетов старомодный физический микровыключатель. По сравнению с BLTouch он менее точен и возможно, менее надежен в долгосрочной перспективе, поскольку измерение зависит от физических компонентов, которые могут со временем изнашиваться (по крайней мере, для физических переключателей, имеющихся на большинстве машин FDM).
Однако эти физические переключатели дают возможность другим более модным датчикам оправдать свои деньги, когда дело касается стоимости и простоты настройки. Поскольку физические переключатели являются самой простой и самой ранней формой датчиков, их легко приобрести и настроить.
Pinda
Датчик Pinda, разработанный Prusa Research, представляет собой индукционный зонд с добавлением термистора для учета изменений температуры. Pinda специально разработан для линейки 3D-принтеров Prusa, которые имеют специальные точки калибровки на столе.
Считается, что он очень точен для и хотя мы не смогли найти никаких цифр, имеются положительные отзывы. Подходит только для металлических столов.
Ezabl Pro
Ezabl Pro — это емкостный датчик, изготавливаемый на заказ. Он поставляется с соединительной платой, в которой используется оптический изолятор, чтобы предотвратить повреждение материнской платы высоким напряжением в случае ошибок подключения.
Что касается точности, он может измерять в пределах одной тысячной миллиметра. Ezabl Pro также имеет полезные функции, такие как двойное экранирование, которое предотвращает любые помехи.
Основным недостатком Ezabl Pro будет стоимость, которая составляет около 65 долларов. С другой стороны, он будет работать в том числе и на стеклянных поверхностях.
Пьезоэлектрический датчик
Пьезоэлектрический датчик использует пьезоэлектрический эффект для улавливания изменений силы, давления или деформации и преобразования этих изменений в электрический заряд. Компания Precision Piezo из Великобритании — одна из немногих компаний, производящих пьезоэлектрические датчики для 3D-принтеров. Они имеют точность, близкую к 7 микронам, что довольно хорошая точность для 3D-принтера.
Преимущество пьезоэлектрического датчика заключается в том, что в качестве чувствительного элемента можно использовать сопло, не требующее установки дополнительных компонентов. Кроме того, пьезоэлектрический датчик можно разместить на печатающей головке или под платформой для измерения давления. Что касается цены, она в значительной степени эквивалентна BLTouch.
Общие настройки BLTouch
Прежде чем вы начнете модифицировать вашу машину для BLTouch, вам необходимо спланировать следующее:
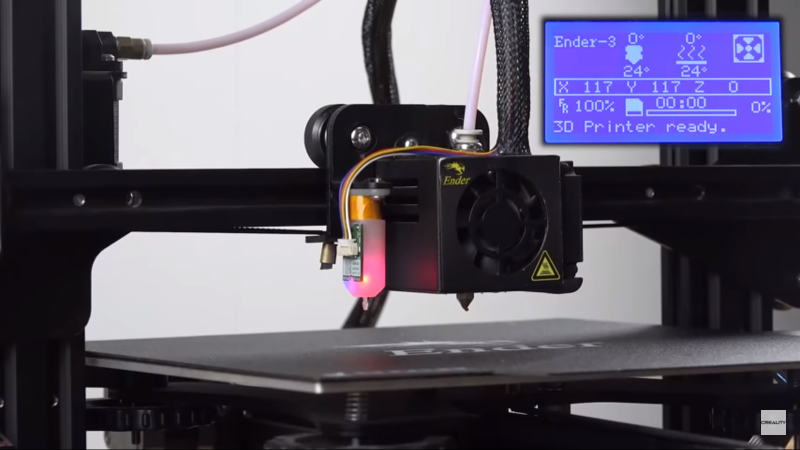
Монтаж датчика BLTouch
BLTouch необходимо установить как можно ближе к печатающей печатающей головке, при этом их оси по всех плоскостях должны быть параллельны. Вы можете найти множество дизайнов, доступных для загрузки напрямую или если вы настроены разработать их самостоятельно, обязательно прочтите документацию BLTouch .
Некоторые пользователи сталкиваются с проблемой, когда сопло врезается в поверхность стола 3D принтера с одной стороны и идеально печатает с другой. Причина этого в том, что BLTouch установлен под углом по отношению к соплу. Поэтому при проектировании и установке оборудования убедитесь, что BLTouch установлен идеально и совмещен с соплом.
После установки датчика обязательно отметьте расстояние между датчиком BLTouch и центром сопла как по оси X, так и по оси Y.
Настройка прошивки 3D принтера Marlin для BLTouch
Чтобы запустить BLTouch, потребуется несколько изменений прошивки принтера.
Мы использовали последнюю версию прошивки Marlin 1.1.9, которая была обновлена в марте 2020 года. Войдите в файл marlin.ino и перейдите на вкладку configuration.h
Первый шаг — активировать датчик BLTouch, определив его. Удалите две косые черты, чтобы раскомментировать оператор define:
Следующим шагом является установка смещения BLTouch с использованием расстояний X и Y, которые вы должны были измерить при установке датчика. Z смещение может быть немного сложнее, так как зонд BLTouch проходит под соплом при активации, так что вам необходимо найти расстояние между датчиком и наконечником сопла, когда зонд полностью вытянут.
Кроме того, поскольку зонд опускается ниже сопла, смещение должно быть отрицательным. Мы рекомендуем установить его примерно на -2,5 для безопасности, а затем оттуда отрегулировать. Вам нужно изменить значения следующих строк, чтобы они соответствовали вашим числам:
Как только вы закончите со смещением, вам нужно будет выбрать тип выравнивания стола 3D принтера, который подойдет для вас. Существует около пяти различных типов методов выравнивания, из которых вы можете выбрать, но мы будем использовать билинейный метод, поскольку с ним легко начать работу.
Чтобы выбрать вариант, раскомментируйте его, убрав косую черту. Обратите внимание, что без комментариев можно оставить только один вариант. Ваш код должен выглядеть примерно так:
Вы также можете установить количество точек сетки, которые вы хотите исследовать. По умолчанию установлено 9 точек, что составляет сетку 3 на 3 по осям X и Y. Количество точек может быть увеличено для получения более точных результатов, но имейте в виду, что время зондирования также будет увеличиваться по мере добавления большего количества точек.
// Set the number of grid points per dimension.
Настройка слайсера
Обязательно добавьте команду G29 в свой стартовый G-код сразу после команды G28, как показано выше.
Подделки и проблемы с BLTouch
Подделки BLTouch
Cоздатели оригинального BlTouch в Antclabs упомянули, что оригинальные датчики поставляются с QR-кодом, встроенным в печатную плату на задней стороне. Также известно, что другие китайские производители, называемые TL Touch и 3D Touch, производят продукцию более низкого качества, что приводит к ухудшению качества обслуживания клиентов. При покупке оригинального BLTouch в Интернете обязательно приобретайте у одного из авторизованных реселлеров , как опубликовано на сайте Antclabs.
Общие проблемы с BLTouch
Хотя BLTouch является чрезвычайно точным датчиком автоматического выравнивания, у него есть несколько недостатков.
При использовании BLTouch важно, чтобы на поверхности стола не было мусора, любое повреждение или мусор на поверхности приведет к неточным показаниям.
Также сообщается, что BLTouch страдает от шумов от тока в проводах нагревателя экструдера. Это вмешательство приводит к неправильному функционированию BLTouch. В прошивке Marlin есть специальная строка кода, которая поможет вам выключить нагреватели, пока датчик выравнивает стол 3D принтера. Чтобы активировать его, найдите и раскомментируйте следующую строку.
Проблемы с BLTouch 3.0
В последней версии BLTouch V3 были проблемы с принтерами Creality, где он работал не так, как задумано. Разработчики прошивки Marlin тесно сотрудничали с Antclabs и определили, что в прошивку необходимо внести определенные изменения.
Teaching Tech на youtube выпустила отличное обучающее видео по устранению этой проблемы. После внесения изменений многие пользователи, наконец, решили проблему.



Читайте также: