Адгезия pla к столу
Обновлено: 18.05.2024
Что делать если от стола 3Д принтера отлипает, отклеивается деталь.
Основная проблема при 3Д печати изделий это удержать модель на столе.
Ситалловое стекло для 3D принтера это уникальный продукт, поставляемый только компанией Unique-3D.
В отличие от зеркала, оконного и боросиликатного стекла, применяемых в большинстве 3D принтерах с подогреваемым столом,
ситалловое стекло решает проблему отлипания модели в процессе 3D печати без дополнительных приспособлений.
Во время печати 3D моделей не нужны:
— Клей карандаш;
— Молярный и синий скотч;
— Каптоновая лента.
Удержание изделий из ABS пластика на 3D принтере с таким стеклом происходит от начала и до конца печати.
Ситалловое стекло имеет отличную адгезию пластика при 3D печати:
— ABS пластик,
— SBS (Ватсон) пластик,
— FLEX пластик,
— WOOD пластик.
Адгезия PLA зависит от состава сырья, применяемого производителями. Точные названия производителей не выявлены.
После завершения печати и охлаждения рабочей поверхности ситаллового стекла до 80°C, изделие отлипнет само.
Технические Характеристики (Номинальная):
Тип Стекла: Ситалловое
Тип обработки поверхности: магнетронная обработка.
Допуски стекла при изготовлении зависят от размера готового изделия:
По ширине: +/- 0,3-2мм
По дине: +/-0,3-2мм
Толщина: 4,0 +/- 0,2 мм
Рабочая температура: > 50°C
Max. температура: ~500°C
3Д печать на ситалловом стекле.
Как настроить 3D принтер.
Изначально стол 3Д принтера должен быть выровнен по уровню.
Перед первым использованием промойте стекло водой с мылом.
Шаг 1.
Нагрейте стол и сопло до рабочей температуры.
Шаг 2.
Лучше НЕ ИСПОЛЬЗОВАТЬ для калибровки лист бумаги.
При ее использовании получаются дополнительные и не нужные 0.2мм между поверхностью стекла и соплом.
При нажатии на кнопку «домой» сопло должно упираться в стекло, т.е. расстояние должно быть 0 мм. В дальнейшем зазор отрегулировать по инструкции за счет высоты первого слоя.
Настройки для печати ABS.
На примере «слайсеров» KISSlicer, Cura, Slic3r
1. Температура стола:
От начала и до конца печати температура обязательно должна быть в
пределах 110-128с (в отдельных случаях и больше см. страницу №9)
Это связанно с тем что датчик температуры показывает температуру нагревательного элемента, а не поверхности самого стекла. Лучше всего начинать с максимальной температуры нагрева стола . Далее в процессе использования Ситаллового стекла уже подобрать подходящую стабильную температуру для печати изделий.
*** Бывают случаи что после установки ситаллового стекла принтер не может прогреть стол до рабочей температуры. Это происходит из-за того, что блок питания 3D принтера имеет недостаточную мощность и его просто не хватает для прогрева всех элементов (стол + стекло). Из рекомендаций можем посоветовать утеплить стол или поменять блок питание на более мощный.
2. Температура сопла:
Первый слой 245-250с (зависит от производителя пластика), либо
температура на 5-10с градусов выше, чем печать остальных слоев.
Остальные слои - температура при которой обычно печатает Ваш 3D принтер.
3. Подберите высоту первого слоя .
Она должна быть примерно 0.12-0.20мм (параметр подбирается индивидуально)
4. Скорость первого слоя должна быть меньше чем остальных 10-15мм/сек (подбирается)
Настройки для печати PLA*
Перед печатью PLA пластиком убедитесь, что поверхность стекла чистая, что нет маслянистых участков от рук. Если присутствует загрязнение то промойте стекло водой с мылом, затем аккуратно не трогая руками рабочую поверхность стекла просушите и положите на принтер.
1. Температура стола от начала и до конца печати обязательно должна быть неизменной. Ее величина зависит от производителя PLA пластика и подбирается индивидуально. На тестируемых нами PLA пластиках температура поверхности была в приделах 80-90с 2. Температура сопла: первый слой 205-240с (зависит от производителя пластика), либо температура на 10-15с градусов выше, чем печать остальных слоев. Остальные слои- температура при которой обычно печатает Ваш 3D принтер. 3. Высота первого слоя должна быть 0.15-0.25 (подбирается) 4. Скорость первого слоя 10-15мм/сек.
Дополнительные Рекомендации и советы:
1. Некоторые пластики имеют очень большой коэффициент термоусадки. И чем больше изделие, тем сильнее происходит усадка пластика (приподнимаются углы изделий). Также на это влияет сильное охлаждение изделий вентилятором обдува модели. Для уменьшения этого эффекта всегда используйте функцию «БРИМ» «BRIM», понижайте скорость либо выключайте вентилятор обдува.
2. Если вы используете вентилятор обдува модели при печати, то будьте внимательнее, поток воздуха от него может ЗНАЧИТЕЛЬНО охладить стекло до температуры ниже рекомендуемой чем для использования ситаллового стекла. Можно понизить скорость вращения вентилятора или отключить обдув модели.
3. У всех принтеры разные и программы “слайсеры” тоже разные, но общие принципы по настройке и калибровке действуют везде одинаково, главное в них разобраться.
4. Если программное обеспечение 3Д принтера не позволяет увеличить температуру стола, то можно попробовать отклеить термодатчик от стола и проложить между столом и термодатчиком термостойкий тонкий материал или использовать Кембрик (см. Google).
Это позволит немного обмануть программу.
Будьте крайне аккуратны, применяя такой способ.
Понимайте, что всю ответственность в случае перегрева стола и поломки принтера Вы берете на себя.
Практические рекомендации по работе со стеклом
именно на PICASO 3D Designer
Начнем с калибровки. Конкретно для Picaso советуем забыть про задуманную производителем функцию калибровки, и лучше вытащите пластик из экструдера, чтобы он не мешал при калибровке. При настройке печати на ситалловом стекле был выбран следующий алгоритм (вы можете делать, как душе угодно):
- Выключить принтер, отвести сопло в левый верхний угол.
- Подкрутить калибровочный болт, так чтобы расстояние было минимальным, передвинуть экструдер вправо и выровнять расстояние, проверить расстояния в ближних к нам углах.
- Запустить принтер.
- Включить функцию калибровки.
- Настроить расстояние до стекла.
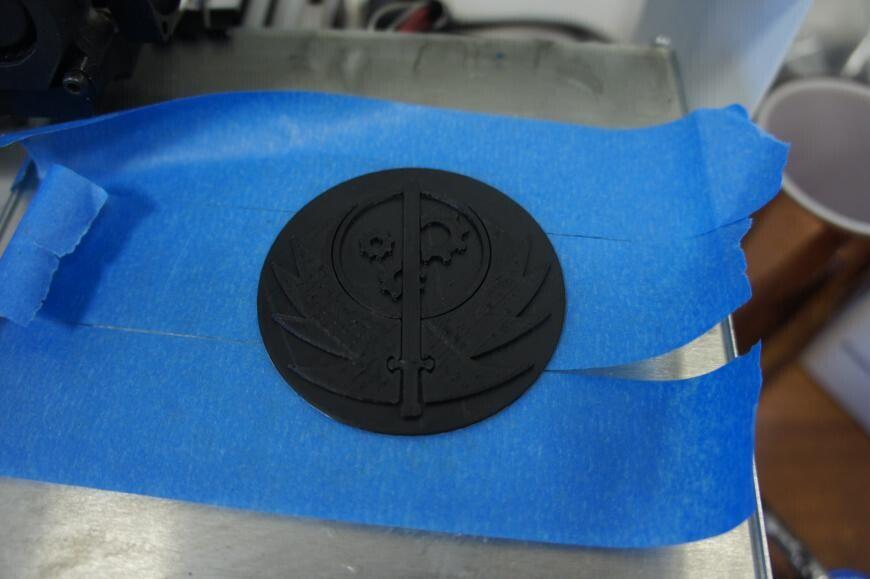
Эксперименты с ABS рекомендуем начинать со слоем 0,25(0,3). Поскольку это самый большой слой, то погрешности в калибровки на нём сказываются минимальным образом. Потом, конечно же, идёт слой 0,2 и т.д. Для проверки на каждой итерации запускали пробную печать модели, чтобы проверить, как ложатся слои по периметру и в центре (рамка по периметру с кружком внутри, рамка и кружок соединены линиями).
При печати на стекле следует запомнить следующие команды G-code’а: M190 M140 H24 H25. M190 M140 – отвечают за температуру стола при печати первого и последующих слоёв, в файле есть комментарии, какая за что отвечает, читаем внимательно.
Для себя используем 120. Во-первых, датчик не всегда верно показывает температуру и она может быть меньше (что важно для стекла).
Дальше идёт скорость печати первого слоя (first_layer_speed), она измеряется в процентах от основной скорости печати и устанавливается в 50%, разумно предположить, что это больше рекомендуемых 15мм/сек, поэтому меняем его в зависимости от нужд, но заметим, что у нас и так неплохо работает. Проще всего искать эту команду, как и все остальные, через сочетание клавиш ctrl+F открыв файл в формате текстового документа.
Адгезия и 3D-печать: все, что вы должны знать
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Многие владельцы 3D-принтеров сталкиваются с отлипанием деталей от стола во время 3D-печати. Давайте разберемся с причинами и решениями.

Что такое адгезия?
Само понятие «адгезия» означает сцепление поверхностей разнородных тел. В 3D-печати адгезия к рабочей платформе — это способность пластика, из которого изготавливается деталь, прилипать к поверхности столика во время печати.
Если адгезия недостаточная, то изготавливаемые детали могут деформироваться или вообще оторваться от столика. Во время 3D-печати деталь должна прочно держаться на платформе, а после завершения легко сниматься. Производители филаментов обычно рекомендуют адгезивы для своих пластиков, а производители 3D-принтеров предлагают рабочие столики из алюминия, стекла, нержавеющей стали или даже со специальными покрытиями. Все это помогает пластикам лучше прилипать во время печати, но не существует рабочих поверхностей, которые бы одинаково хорошо подходили для всех типов пластиков.

Также не стоит забывать про тепловое расширение, вызывающее изменение размеров изготавливаемых деталей при различных температурах. Разница в температуре нижней и верхней части детали может привести к отслаиванию краев изделия во время 3D-печати. Это в основном касается таких материалов, как АБС, для работы с которым требуется подогрев рабочего столика. При печати такими материалами слои должны немного остыть, чтобы вообще можно было построить трехмерный объект, но не настолько, чтобы вызвать отслаивание по краям.
В этой статье мы рассмотрим что влияет на адгезию и как можно решить множество проблем в плане сцепления изделий с рабочими поверхностями.
Закрытая камера 3D-принтера
Для печати материалами c высокой термоусадкой оптимальный вариант — использовать 3D-принтеры с закрытой камерой, не допускающей сквозняков и сохраняющей тепло. Многие принтеры оснащены активным подогревом камеры, поддерживающим заданную температуру и не позволяющим деталям остывать. Равномерная фоновая температура во время 3D-печати снижает вероятность коробления и обеспечивает лучшую адгезию.
Владельцам открытых принтеров остается придумывать различные приспособления (например, короба), которыми 3D-принтер накрывается для сохранения тепла, или строить вокруг печатаемой модели сохраняющие тепло стенки, что увеличивает время печати и расход филамента.
Адгезия первого слоя
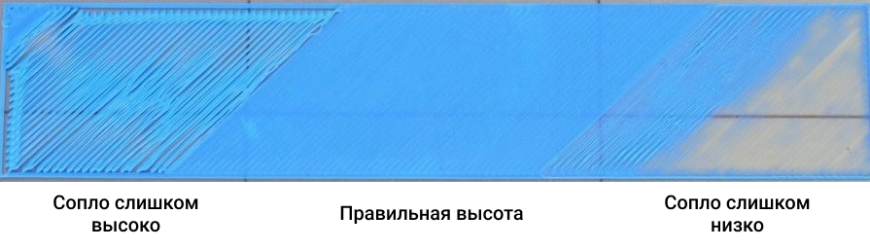
Первое, на что стоит обратить внимание — прилипание первого слоя. Это одна из самых распространенных проблем, с которой сталкиваются почти все печатники. Если первый слой уложен неравномерно, то процент брака всей остальной детали очень сильно возрастает, поэтому перед 3D-печатью очень важно решить вопрос с адгезией первого слоя. В большинстве случаев проблема решается калибровкой рабочего столика и настройкой расстояния между соплом и рабочей поверхностью.
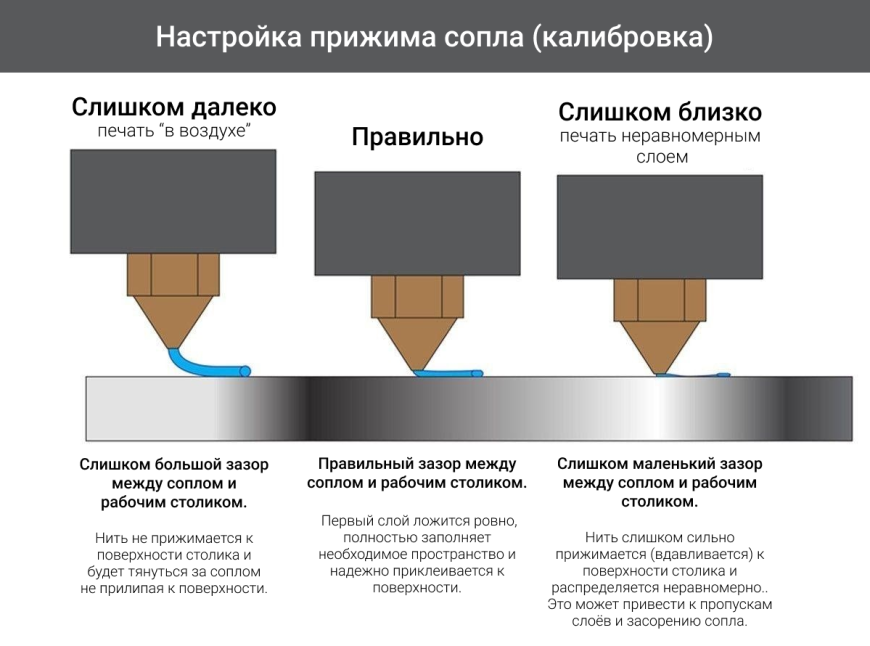
Важно правильно настроить расстояние между соплом и поверхностью столика
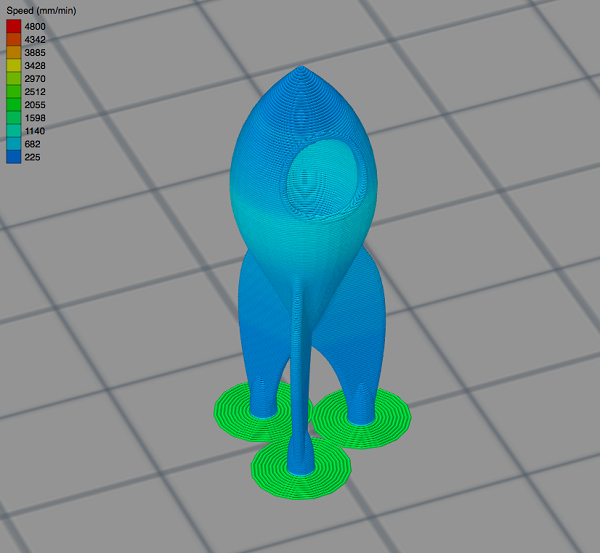
Методы Brim и Raft
Для лучшего сцепления изделия с рабочей поверхностью столика в настройках печати часто требуется создавать дополнительные элементы — подложку или обрамление модели, помогающие удерживать изготавливаемую деталь на столе. Brim или Raft увеличивают площадь контакта пластика с рабочей поверхностью вокруг нижних слоев и тем самым повышают сцепление.
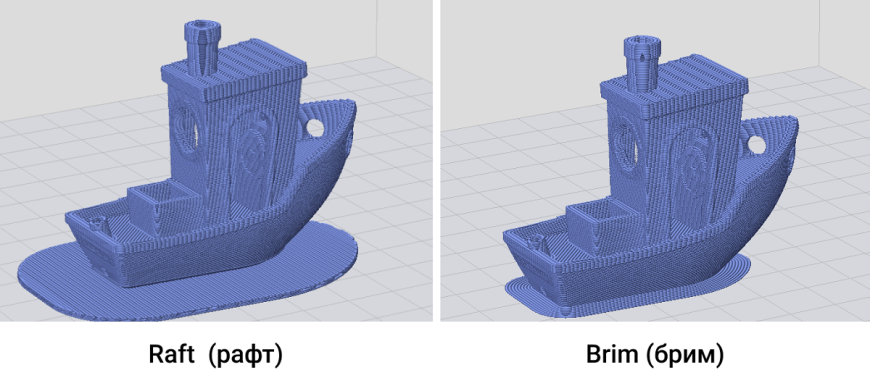
Подложки или «рафты» состоят из нескольких слоев и представляют собой горизонтальные сетки из филамента, расположенного под моделью. Рафт применяется в качестве основания для первых слоев изделия и призван повышать уровень адгезии. Дополнительно рафт помогает выравнивать поверхность столика: если на поверхности имеются неровности, то они в определенной мере нивелируются подложкой, и модель печатается уже на ровном основании. Еще один плюс рафта — снижение вероятности возникновения проблем из-за слишком большого или слишком малого зазора между соплом и столом при укладке первого слоя.
Брим используют для стабилизации небольших моделей или «островков» (отделенных друг от друга участков печатаемого изделия). Бримы увеличивают площадь контакта и помогают модели удерживаться на столе, если она соприкасается с поверхностью небольшими участками.
Температура рабочего столика и средства повышения адгезии
После калибровки платформы и настройки зазора между соплом и поверхностью столика перейдем к очередному вопросу. Следующими причинами плохой адгезии могут быть неправильно подобранная температура столика (если на 3D-принтере есть опция нагрева) и неправильный подбор средств повышения адгезии для конкретного филамента.
Подбор температуры рабочего столика
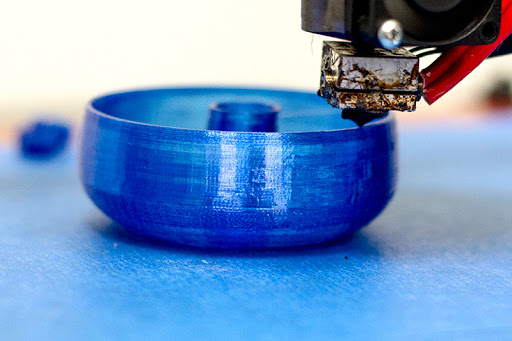
Одна из частых причин плохой адгезии — неправильный подбор температуры столика для работы с конкретным материалом. Когда расплавленная нить наносится на столик, а затем остывает, происходит деформация. При неправильно подобранной температуре столика внешние края печатаемого изделия сжимаются, и мы получаем коробление: край изделия отлипает, цепляется за сопло, и изделие полностью отрывается от платформы.
Обычно производители филаментов для 3D-печати указывают на своем сайте или коробках рекомендуемую температуру нагрева столика. Для самых распространенных материалов можно пользоваться усредненными значениями.
Примеры температур рабочего столика для некоторых материалов:
- ПЛА-пластик: 60°C
- АБС-пластик: 100-110°C
- ПЭТГ: 85°C
- Нейлон: 100°C (зависит от состава материала)
- Поликарбонат: 110°C (чем выше температура, тем лучше)
Температуры рабочего столика для каждого пластика отдельно взятого производителя могут отличаться. Подобрать оптимальную температуру можно только опытным путем.
Средства повышения адгезии
Для повышения адгезионных свойств и снижения риска повреждения стеклянной поверхности рабочего столика часто используют дополнительные средства, такие как лак или клей для 3D-печати, ПВА-клей, канцелярский клей-карандаш, растворенный АБС-пластик (так называемый «АБС-сок»), синий скотч и т. д. Одного средства для печати всеми типами пластиков будет недостаточно. В нашей статье мы не будем рассматривать такие народные средства, как пиво или сахарный сироп, а остановимся на более традиционных способах.
Основные адгезионные средства:
Лак или клей для 3D-печати
Времена лаков для волос закончились уже давно, и теперь практически никто их не использует в связи с низкой эффективностью. На смену пришли более эффективные адгезивы для 3D-печати.
Как правило, составы лаков и клеев для 3D-печати разработаны с учетом свойств различных филаментов и позволяют надежно приклеивать первый слой печатаемой модели к рабочему столику. Если проще, это универсальные средства, подходящие для работы с множественными типами филаментов.

На рынке уже достаточно много производителей лаков для 3D-печати и клеевых составов различных объемов и на любой кошелек. Экономить не стоит — одного флакона будет достаточно на несколько месяцев печати, а вы побережете нервы и время, которое тратите на перепечатывание испорченных деталей.
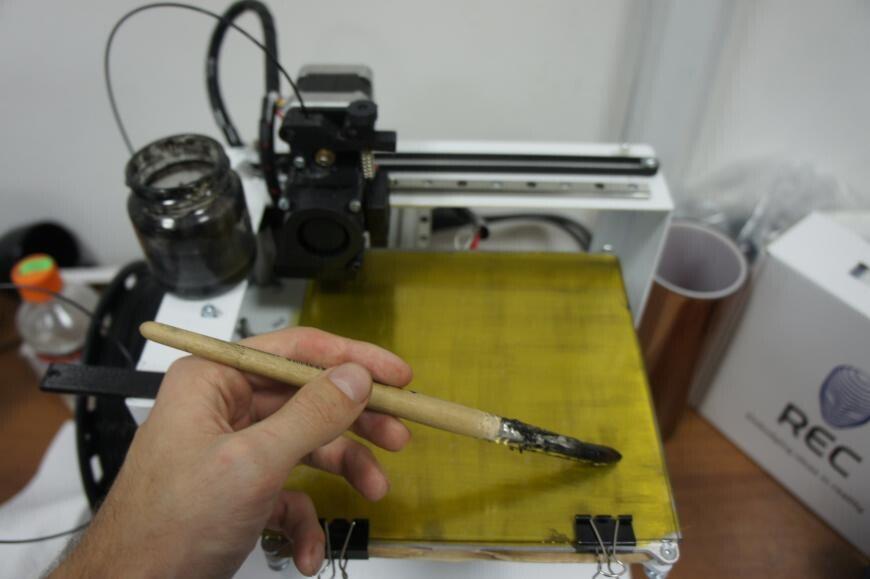
Пользоваться просто: побрызгайте лак или клей на платформу и распределите его равномерно по поверхности с помощью чистой, мягкой тряпочки.
Состав для тех, кто любит экономить или у кого под рукой нет клея или лака. Изготавливается просто: мелко нарезанный АСБ-пруток или остатки от предыдущей печати АБС-пластиком погружают в ацетон и через несколько часов получают густой раствор, который можно наносить кисточкой даже на холодную платформу.
Этот метод очень надежен в качестве дополнительного адгезионного средства, но при 3D-печати ацетон испаряется, и возникает неприятный запах.
Клей ПВА, канцелярский клей-карандаш
Клей ПВА наносится на рабочую поверхность кисточкой и растирается до получения равномерного тонкого слоя. Как правило, при застывании клей становиться прозрачным. После высыхания можно запускать 3D-печать. Способ неплохой, но надежность такого метода сомнительна по причине того, что не все ПВА работают хорошо.

Канцелярский клей-карандаш в основном используется, когда под рукой больше ничего нет. Самый популярный вариант — клей «Каляка-маляка». Клей наносится одним слоем, после остывания платформы деталь легко отделяется, а сам клей легко смывается со стекла и с напечатанной детали.

Каптоновая пленка, синий малярный скотч и пленка Lomond
Малярный скотч больше подойдет для 3D-принтеров без подогрева платформы. Скотч аккуратно наклеивается на всю площадь столика и позволяет печатать мелкие детали без нагрева стола. Этот вариант особенно хорошо подходит при работе с ПЛА-пластиком, однако при увеличении площади изделий края деталей могут отрываться вместе со скотчем, поэтому актуальность этого метода ограничена. Чаще используется каптоновый скотч или пленка Lomond.
На каптоновом скотче нижняя поверхность (подошва изделия) получается очень гладкой, детали хорошо отделяются после остывания, но оставлять изделия на остывшем столике нельзя, так как пластик стягивает скотч, и под ним образуются пузыри воздуха. При 3D-печати на каптоновом скотче обязателен нагрев платформы и дополнительно намазывание скотча клеем. Подходит для 3D-печати среднегабаритных изделий.

Пленка Lomond пользовалась популярностью, пока не появились различные клеевые составы. После наклеивания верхний слой на самой пленке небходимо смыть для лучшей адгезии. Детали после печати на такой пленке достаточно сложно оторвать. Со временем под пленкой также образуются пузыри, поэтому пленку необходимо регулярно менять. Подходит для 3D-печати крупных изделий.
Дополнительные моменты, о которых необходимо помнить
ПЛА- пластик — самый неприхотливый полимер. Для стабильной печати полилактидом необязательно обрабатывать поверхность столика дополнительными адгезивами, достаточно чистой стеклянной поверхности. Обязательное условие — нагрев платформы до 60°C. Если платформа без подогрева, то печатать лучше с использованием адгезионных средств — лака, клея для 3D-печати или синего скотча для мелких деталей.
Еще ПЛА-пластик очень любит обдув, поэтому включайте вентиляторы на полную.
АБС-пластик подвержен высокой усадке, поэтому ему требуется помощь для лучшего сцепления с поверхностью. Основные виды дополнительных средств — лак или клей для 3D-печати, АБС-клей, канцелярский клей-карандаш, клей ПВА.
При работе с АБС платформу необходимо прогревать до 100-110°C. Желательно использовать 3D-принтеры с закрытыми камерами, поддерживающими повышенные фоновые темеературы. При 3D-печати на открытых принтерах необходимо использовать сохраняющий тепло кокон вокруг модели. Многие слайсеры уже предлагают такую функцию. Обдув изделий из АБС-пластика крайне нежелателен, так как может произойти растрескивание деталей по слоям и отлипание от рабочей поверхности из-за усадки.
ПЭТГ — очень простой в работе материал, не требующий высоких температур и тонких настроек печати. Пластик обладает отличными адгезионными свойствами и очень крепко держится на чистых поверхностях. С другой стороны, высокая адгезия может приводить к отрыву кусочков от стеклянных столиков при отделении изделий, поэтому на рабочую поверхность желательно наносить разделяющие слои — тот же клей или лак для 3D-печати. Это поможет как отделять изделия, так и предотвращать повреждение стекла.
Flex обладает высокими адгезионными свойствами, хорошо схватываясь не только между слоями, но и с рабочими поверхностями. Во избежание повреждения стекла опять-таки желательно использовать лак или клей для 3D-печати. Пленочные покрытия не рекомендуются.
В случае с композиционные материалами выбор адгезионных средств в основном обуславливается типом материала, служащего основой. Обычно рекомендации по подготовке к 3D-печати композитами можно найти на сайте производителя. Если нет, то обращайтесь за консультацией в службу технической поддержки.
К примеру, основой композита FormaX из линейки X-line служит АБС-пластик, однако по свойствам композиционный материал отличаются от чистого АБС по причине наличия углеволоконного наполнителя. Для Formax нехарактерно растрескивание по слоям, но композит требует использования дополнительных адгезионных средств, поэтому производитель рекомендует использовать лак или клей для 3D-печати
Хранение и сушка материала
Влияние влаги на филаменты может носить как косметический, так и функциональный характер. Самый безобидный результат повышенной влажности — это изменение текстур 3D-печатных изделий, хотя дело редко ограничивается одной лишь шершавостью (и матовостью, если речь идет о прозрачных пластиках) и обычно сопровождается снижением межслойной адгезии и адгезии к рабочей поверхности. Более серьезным эффектом может стать неравномерная подача пластика: вода в достаточно влажном филаменте вскипает при проходе через хотэнд, а образующийся пар приводит к появлению пузырьков в укладываемом материале и даже к экструзии рывками со всеми вытекающими последствиями в плане качества и плохой адгезии. Подробная инструкция по хранению пластиков доступна по этой ссылке, а по просушиванию пластиков —здесь.
На этом пока все.
В Wiki на нашем сайте есть отдельные, подробные статьи про каждый из филаментов. Как печатать и с какими параметрами. Заходите читайте здесь.
Как правильно печатать филаментом PLA - советы и рекомендации по 3D-печати
Давайте рассмотрим в деталях процесс 3D-печати филаментом PLA. Мы обсудим, что такое PLA и как его подружить с вашим принтером, как подобрать правильную температуру и на каких поверхностях печатать.
PLA — это удивительный материал для 3D-моделирования. Но не токсичен и в процессе работы приятно пахнет. PLA бывает самых разных цветов, а по причине его температурных характеристик из него исключительно просто получаются великолепные объекты.
Если вы работали с ABS, вы обнаружите, что PLA тверже, наносится медленнее и с помощью него легче получаются замечательно гладкие детали. PLA меньше искажается под воздействием температуры, и им проще печатать крупные объекты. Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором.
Другой важный момент при печати PLA — это температуры, которым будет подвергаться распечатка. PLA становится мягким при 70-80 °C, и изготовленные из этого пластика объекты деформируются, если в течение продолжительного времени находятся под воздействием температур, которые выше указанных. Вот почему около экструдера следует использовать ABS или какой-либо другой материал. Все остальные детали принтера мы обычно распечатываем из PLA — кроме тех, которые находятся рядом с экструдером, они из ABS.
Проверьте качество пластика
Проблема пластиковая нить хрупкая и ломается в руках. При печати слои ложатся неравномерно, шероховато, частые пропуски и подтеки, слышны щелчки и хлопки. (Случается с ABS и PLA)
PLA и ABS гигроскопичны, то есть впитывают влагу из окружающей среды. Влажный пруток становится более ломким и хрупким. Может ломаться руками при сгибе. Такой филамент, если не сломался в механизме подачи экструдера, поступая в горячий хотэнд за доли секунды нагревается до температуры кипения воды, в следствие чего даже малое содержание влаги мгновенно закипает и вырывается наружу, создавая при этом характерный взрыв. Внешне такой пластик не будет отличаться от здорового, но он будет более хрупким и ломким. Качественный PLA и ABS не должен ломаться руками без усилия.
Решение просушите катушку с пластиком
- Поместите филамент в электрическую духовку на 2-3 часа и температуре 70 °C. Можно для этих целей использовать закрытую камеру принтера с подогревом стола.
- Храните не используемый пластик в герметичной коробке или пакетах с влагопоглотителем. Правильная фабричная упаковка для PLA и ABS - герметичный вакуумный пакет с пакетиком силикагеля.
- Влагопоглотитель не высушит пластик, но отлично защитит от излишней влаги.
- Используйте не гигроскопичные марки пластика SBS и HIPS - они не впитывают влагу, могут сколько угодно храниться без риска испортиться
Проблема пластик вытекает из сопла экструдера.
Для марок некоторых производителей очень сложно подобрать походящую температуру экструдера. Капризная печать, слои ложатся не равномерно, качество печати оставляет желать лучшего. Это не идеальный пластик, все что остается делать - при каждой загрузке пластика подбирать температуру экструдера.
Решение приобретайте качественные материалы проверенных производителей.
Как правильно напечатать первый слой
Первый слой — самая важная часть любой распечатки. Есть несколько вещей, который нужно сделать, чтобы первый слой прилип хорошо.
- Монтажная пластина (или подложка для печати) должна быть установлена на правильном уровне.
- Экструдер должен находиться на правильной высоте над ней.
- Материал основы должен быть достаточно хорош, чтобы PLA за него зацепился.
Печать на подложке
Используйте материалы для адгезии: подложки — один из самых простых и быстрых способов добиться отличных распечаток из PLA, как впрочем ABS, SBS или HIPS.
Раньше повсеместно использовался синий скотч 3M — не верх совершенства, но его было очень просто использовать, пока не перестал производиться. Но иногда во время печати ваша деталь могла отодрать скотч от стола, и в таких случаях объект будет иметь искажения.
Печать на подогретом столе
Если у вас стол с регулируемой температурой, можно вполне успешно печатать прямо на стекле. Рекомендуемая температура стола при печати PLA — 70 °C.
При печати на стекле исключительно важно выставить уровень стола и экструдера на правильную высоту. Если экструдер будет находиться слишком далеко от стола, PLA не прилипнет ВООБЩЕ; если слишком близко – стекло полностью заблокирует экструдирование материала, и он опять-таки не прилипнет ВООБЩЕ.
Если ваш первый слой не прилипает
- Проверьте уровень стола.
- Убедитесь, что печатающая головка находится достаточно близко, чтобы она качественно выдавливала первый слой. Зазор между соплом и поверхностью стола проверяется обычным листом бумаги. Лист толжен пролезать через это расстояние, но не застревать.
- Убедитесь, что вы достаточно прогнали экструдер перед началом печати, так что филамент поступает на стол в течение всего процесса печати первого слоя. В программе slic3r вы можете выставить количество обходов до 4 или 5, в зависимости от детали.
- Протрите стекло денатуратом.
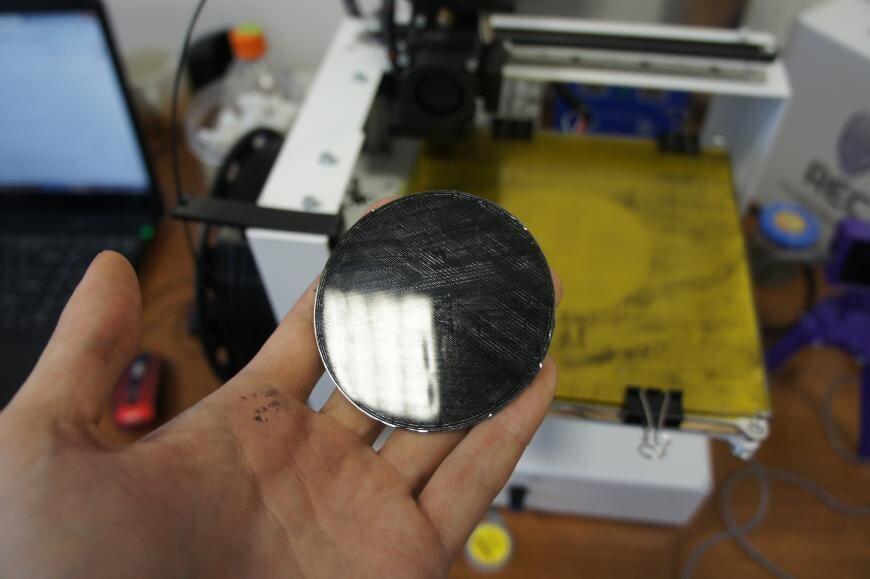
Когда все настроено правильно, стекло – это самый лучший вариант для работы с PLA. На нем получается замечательный блестящий нижний слой, а подогрев стола обеспечивает то, что все выйдет гладко и ровно.
Прочие поверхности для печати
Печать на прозрачной самоклеющейся пленке для стола 3д принтера
Прозрачная полиэстеровая самоклеящаяся пленка с перманентным термоустойчивым клеевым слоем. Наклейте пленку на печатный стол. Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Печать на каптоновой ленте
Многим удалось добиться хороших результатов, печатая на каптоновой ленте. Чтобы печатать на ней с помощью PLA, требуется монтажный стол с подогревом. Раньше мы именно так и печатали, но когда научились делать всё правильно на стекле, перестали считать этот вариант самым лучшим. Процесс печати на каптоновую ленту практически идентичен печати на стекле, однако требует больше подготовительных работ и очистки. Если вы знаете о каких-то других преимуществах каптоновой ленты, пожалуйста, поделитесь. Мы постоянно работаем над усовершенствованием процесса.
Печать на поликарбонат
Мы немного поэкспериментировали с поликарбонатом, слегка смазывая его растительным маслом. Поликарбонат работает, все распечатывается хорошо. Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем.
За чем надо следить
Если температура слишком высока
Между разными частями распечатки вы заметите большое количество своего рода струн (соплей), а экструдер будет «протекать», выпуская большое количество пластика при перемещении между различными печатаемыми областями. Если такое происходит, вы должны попытаться снизить температуру, делая это с шагом в 5 градусов до тех пор, пока из экструдера не перестанет выходить чрезмерно много материала.
Иногда приходится работать с материалом, который просто менее вязок, чем это обычно бывает у PLA, и поэтому он легче протекает даже при более низких температурах. Мы рекомендуем увеличить на несколько миллиметров обратную подачу (ректракт, retract)
Если температура слишком мала
Вы заметите, что филамент или не прилипает к предыдущему слою и у вас получается неровная поверхность, или же деталь получится недостаточно прочной и ее легко разделить. Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.
Смена филамента
При смене цвета PLA:
- Выставьте на холодном экструдере температуру в 80 °C и дождитесь нагрева.
- Когда температура достигнет 80 °C, удалите из экструдера находящийся в нем филамент. Вы можете вытянуть его руками, или же может потребоваться реверсивная подача.
- Если у вас возникли проблемы с удалением филамента, увеличьте температуру до 100 °C и повторите попытку.
- Увеличьте температуру еще и обычным способом заправьте новый филамент.
- Прогоняйте его через экструдер до тех пор, пока он не начнет выходить чистым, т.е. только нового цвета. Если вы переходите с более темного цвета (например, черного) на более светлый (например, белый или натуральный), прогоняйте подольше, чтобы убедиться в отсутствии темных загрязнений:
- Прочистите шестерню экструдера и выдуйте все частицы из входа в него.
- Распечатайте что-нибудь, по поводу чего вам не жалко, если там будет немного предыдущего цвета, или прогоните экструдер в течение нескольких минут. Этот процесс может занять от 10 до 15 минут, прежде чем вы с уверенностью сможете отметить, что темный материал больше не подмешивается к светлому.
Примечание. Мы рекомендуем извлекать филамент, когда он находится в мягком, а не в полностью расплавленном состоянии — тогда будет меньше шансов, что расплавленный материал отложится с внутренней стороны экструдера или еще до камеры плавления. В обоих случаях такого рода остатки могут привести к трудноустранимому забиванию печатающего механизма. Можно также пропихнуть гибкий кусочек филамента, чтобы убедиться, что из конечной части экструдера удалены все загрязнения.
Что делать, если что-то не так
Есть несколько ключевых моментов, которые следует проверить, если распечатки не получаются. Но перед тем как мы рассмотрим решения, мы должны дать краткую характеристику симптомам.
«Первый слой никак не прилипает».
- Убедитесь, что экструдер находится на правильной высоте. Установите ограничитель или сам экструдер на высоту 0.
- Убедитесь, что стол выровнен. Зазоры во всех точках калибровки между соплом и столом должны быть приблизительно в толщину листа бумаги.
«У детали некачественные внутренние слои и верхняя поверхность».
- Проверьте температуру экструдирования (вам может понадобиться увеличивать ее с шагом в 5 градусов)
- Проверьте натяжение филамента.
- Прочистите шестерню подачи филамента
«На гранях моей детали много мелких бугорков».
- Убедитесь, что на принтер поступает достаточный поток данных. При печати с компьютера, убедитесь, что он не перегружен и нормально отправляет команды на принтер. Если тормозит принтер, обычно это означает, что перегружен он.
- Печатайте с SD-карты. На некоторых принтерах вы можете попробовать печатать с SD-карты. Часто это помогает принтеру получать достаточно данных и работать более плавно.
- Приобретите более качественный PLA. Мы обнаружили, что качество исходного материала может оказывать существенно влияние на качество печати. Покупка более качественного PLA может помочь в достижении лучших результатов. Тем не менее, не спешите все сваливать на PLA. При правильных установках и достаточном терпении любителям трехмерной печати удавалось успешно работать с самыми разнообразными материалами, многие из которых обладали очень низкой вязкостью и имели очень большие неоднородности. Вы должны уметь добиваться от детали по крайней мере функциональности – пусть даже и с филаментом немного более низкого качества.
«Вертикальные элементы моей распечатки выглядят расплавленными или слипшимися».
Сравнение ABS, PLA, SBS, PETG. Различие пластиков: свойства, хранение, применение

Все они – термопластики, т.е. они становятся мягкими и пластичными при нагревании, а при охлаждении затвердевают. Этот процесс может быть повторен многократно. Подверженность плавлению и обработке – именно то свойство, которое вывело термопластики в лидеры в повседневном использовании и привело к тому, что большинство видов пластика, с которыми мы сталкиваемся в быту, – термопластики.
Основные свойства
Помимо того, что объекты должны быть точно изготовлены, они должны выполнять необходимые функции.
ABS может принимать много разных полимерных форм, ему можно придать множество самых разных свойств. В целом, это прочный и несколько более податливый по сравнению с PLA пластик. Натуральный ABS имеет до окраски бежеватый (молочный) оттенок. Пластичность ABS позволяет легко создавать элементы различных соединений и крепежа. Он легко шлифуется и обрабатывается. Важно отметить, что ABS растворяется в ацетоне, что позволяет склеивать детали и добиваться очень гладкой поверхности.
PLA пластик создается из самых разнообразных продуктов сельского хозяйства – кукурузы, картофеля, сахарной свеклы и т.п. – и считается более экологичным, чем ABS, в основе которого лежит нефть. Изначально он применялся для изготовления продуктовых упаковок и легко утилизируется в промышленных компостных установках. В компостной куче на вашей даче он разлагаться не будет Проверяем PLA на долговечность В своем естественном виде он прозрачен и поддается окраске, в результате чего можно добиться также разной степени прозрачности. PLA такой же прочный, но более жесткий, чем ABS, поэтому его сложнее использовать для соединений различных элементов. Распечатанные объекты, как правило, более гладкие и блестящие. PLA немного труднее шлифовать и обрабатывать, чем ABS. PLA растворяется в Хлористом метилене (дихлорметане). Более низкая температура плавления делает PLA непригодным для ряда ситуаций – например, за день в нагретом салоне автомобиля детали из него могут деформироваться и «потечь».
SBS Прочность, пластичность и термостойкость делают из него материал, которому часто отдается предпочтение в инженерных и механических приложениях. Модуль упругости гораздо меньше, чем у ABS. То есть, напечатанные детали получаются более гибкими. Удлинение при разрыве >250%. Нить, в отличие от ABS, не ломается, не говоря о PLA, который наиболее хрупкий из рассматриваемых материалов. SBS имеет гибкую структуру. Он не обломится и не оборвется при печати. Даже если пруток в ваш экструдер подается под углом в 90 градусов! Материал прозрачен (93% светопропускания). Окрашивание материала дает очень красивый эффект.Обрабатывается и растворяется Лимоненом, Дихлорметаном, сольвентом. SBS идеально подходит для печати плафонов светильников, прототипов прозрачной посуды, бутылок и т.д.
PETG Считается, что PETG сочетает в себе преимущества ABS — прочность, термостойкость, долговечность, и PLA — легкость использования в печати. Он немного более гибкий чем ABS и PLA, но более жесткий чем SBS. Сплавление слоев, как правило, великолепное. Низкая термоусадка. Можно не так опасаться искажений в размерах распечаток.
Точность
С помощью всех этих материалов можно создавать точные пространственные элементы. Есть, тем не менее, определенные нюансы, которые следует иметь в виду в отношении рассматриваемых видов пластика.
ABS При использовании ABS единственной существенной проблемой является заворачивание пластика при контакте с поверхностью печати. Эту проблему легко устранить, если подогревать саму поверхность печати, которая при этом должна быть гладкой, плоской и чистой. Кроме того, некоторые прибегают к дополнительным хитростям, например, наносят на поверхность смесь ABS и ацетона или сбрызгивают ее лаком для волос. Хорошие результаты дает покрытие fixpad для 3d принтера и пленка для стола 3d принтера.
Нагрев стола нужен для обеспечения фазового состояния контакта пластика со столом — он должен быть в состоянии упругой деформируемости — для ABS это диапазон 105-230 градусов. При температуре ниже он кристаллизуется и отслоится, а выше — перейдет в состояние вязкой текучести и тоже отслоится. Но обычно стол нагревают всего до 70 градусов. Подогрев стола обеспечивает задачу поддержания всего объема изделия при температуре упругой деформируемости с минимальным гредиентом по слоям. Но если изделие достаточно большое — более 5 см, обеспечить это условие в полной мере можно только в закрытой камере печати, что практически никогда не соблюдается в RepRap.
PLA По сравнению с ABS, слои PLA скручиваются гораздо меньше. Это дает возможность печати без подогрева стола и использовать в качестве нее любимый многими синий скотч 3М, но который недавно был снят с производства, но на замену ему пришло универсальное покрытие fixpad. Полный отказ от подогретой подложки все же может привести к небольшому скручиванию крупных слоев – хотя и не всегда. При нагревании PLA подвергается более значительным фазовым изменениям и становится более текучим. При активном охлаждении при печати можно добиться более заостренных элементов и углов – без риска получить хрупкий объект. Повышенная текучесть обеспечивает также лучшее сцепление между слоями, и результат получается более прочным. Как избежать засорения сопла в 3D-принтере.
SBS Не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Имеется возможность печати и на холодном столе. SBS Watson хорошо подходит для печати крупно-габаритных макетов. Великолепная межслойная адгезия (слипание между слоями) добавляет распечатанным изделиям плюсы к прочности. Пластик допущен для изготовления медицинских изделий и детских игрушек.
PETG Аналогично, не боится открытого воздуха и сквозняков. Хорошо липнет к столу. Подогрев стола не обязателен, но может оказаться полезен, особенно в случае, если обнаруживается искажение крупных деталей. Вполне возможно печатать без подогрева, однако придется немного повозиться с настройками. Очень прочный и долговечный материал.

Запах
ABS При печати ABS нередко чувствуется сильный запах горячего пластика. Одни на него жалуются, другие не замечают или не считают слишком неприятным. Чтобы уменьшить запах, в небольших помещениях следует обеспечить надлежащую вентиляцию, а также убедиться, что ABS обладает достаточной чистотой, свободен от примесей и нагревается до требуемой температуры в правильном экструдере.
PLA Биопластик, полилактид, или другими словами, полимер молочной кислоты. Производится путем синтеза на основе растительного сырья, содержащего крахмал (или сахар), например кукурузы, сахарного тросника, зерновых культур. При нагревании издает запах сладковатого кулинарного масла. Это, конечно, не запах бабушкиных пирожков, но многие считают его гораздо приятнее запаха нагретого пластика.
SBS не пахнет в процессе печати. Люди с очень тонким обонянием могут в радиусе 30см от хотэнда уловить легкий запах (от некоторых красителей), но не более того. Прозрачный вообще запаха не имеет.
PETG практически не пахнет, по крайней мере гораздо меньше чем ABS
Хранение
Применение и ABS, PLA и SBS дает наилучшие результаты, если во избежание проникновения влаги из воздуха при хранении и перед использованием материалы изолированы от атмосферы.
Это не значит, что пластик разрушается, если неделю лежит на полке в магазине, однако длительное хранение во влажной среде может нежелательно сказаться как на процессе печати, так и на конечной продукции. ABS и PLA лучшего всего хранить в вакуумной или плотно закрытой упаковке для избегания повышенной влажности материалов.
Влажный ABS при печати может начать пузыриться и брызгаться, что скажется на внешнем виде, точности и прочности получаемого объекта, а также возникает риск засорения сопла расслаивающимся пластиком. ABS легко просушивается теплым (желательно сухим) воздухом, например, в электрической духовке при температуре 70 градусов.
PLA реагирует на влагу несколько иначе. Помимо пузырей и забивания сопла, поскольку PLA при высоких температурах вступает в химическую реакцию с водой и подвергается деполимеризации, может наблюдаться обесцвечивание и ухудшение качества печатаемых деталей. Хотя PLA тоже легко просушить в обычной духовке (t 50-60 °C), следует отметить, что при этом у пластика может измениться степень кристаллизации, в результате чего изменится температура и другие характеристики экструдирования. Для многих 3D-принтеров это составляет серьезную проблему.
SBS не впитывает влагу! Хранить его можно просто в пакете (чтобы не пылился). Пруток не становится ломким от контакта с влагой. Из него также можно печатать посуду, допускается контакт с холодными пищевыми продуктами.
PETG практически не подвержен воздействию обычной влажности воздуха окружающей среды, поэтому с печатью и хранением особых проблем не возникает. И все же, хорошо, чтобы филамент хранился в как можно более сухом месте, рядом с силикатными пакетиками.
В заключение
Суммируя и упрощая тысячи факторов, в силу которых один пластик следует предпочесть другому, подведем краткий итог.
ABS Часто предпочитают применять в инженерных и профессиональных приложениях по причине его прочности, пластичности, легкости в обработке и высокой термостойкости. Нагретый ABS, как и любой пластик на основе нефтепродуктов, обладает неприятным для многих запахом. Необходимость наличия подогретой подложки делает его почти неприменимым для удовлетворительного качества печати на некоторых принтерах.
PLA Широкая гамма доступных цветов, степеней прозрачности, а также получающаяся глянцевая поверхность делает этот пластик привлекательным для изготовления арт-объектов и хозяйственной утвари. Многие имеют в виду растительное происхождение этого пластика и предпочитают его полусладкий запах запаху ABS. При правильном режиме охлаждения максимальная скорость печати PLA выше, слои тоньше, углы острее. Если добавить к этому прочность получаемых деталей, то становится понятна популярность PLA среди любителей и в школах.
SBS Новый и очень перспективный материал для 3D-печати. Своими свойствами он превосходит традиционные ABS или PLA. Если давать общую оценку для рассмотренных материалов, то SBS встанет на первое место как универсальный, не капризный, удобный и красивый материал.
PETG Призван заменить ABS и PLA в области 3D-печати, по своим свойствам превосходит эти материалы, удобен в использовании, долговечнен, безопасен.
Не прилипает модель к столу 3Д принтера: Что делать?
Адгезия модели к рабочей поверхности стола 3D-принтера — способы ее повышения
Технология 3D-печати FDM предполагает исполнение ряда условий для получения наилучшего результата печати. Одним из таких необходимых условий является высокий показатель адгезии, то есть надежное закрепление нижнего печатного слоя изделия к рабочей платформе устройства. В том случае, когда первый слой не прилипает надежно к столу, то высока вероятность возникновения таких неприятностей, как деформация изделия. Особенно это актуально ABS-пластика, в отношении выступающих частей изделия и углов.
Перед печатью любой 3D-принтер нуждается в калибровке. При этом будет регулироваться высота печатного слоя по оси Z. Все знают, что от сопла до горячего слоя должен быть промежуток размером около 50-75% от толщины выбранного слоя. Реализовать это весьма просто. Необходимо взять обычный лист формата А4 офисной бумаги. Показатель плотности листа должен составлять 80 мг/м3. Сопло должно подходить к столу плотно, но лист должен при этом проходить с небольшим усилием. В таком случае калибровка считается правильной. Для новичков в области 3D-печати также есть видео, иллюстрирующие правильную настройку рабочего стола.
3D-принтеры могут поставляться в зависимости от модели с рабочей платформой из алюминия или стекла. Некоторые 3Д-печатники предпочитают печатать прямо на платформе, не используя при этом никаких допсредств. Но в любом случае есть некоторые правила, которых нужно придерживаться.
Правило №1: гладкая поверхность предварительно перед печатью обязательно должна быть очищена от пыли и обезжирена. Для этого используется изопропиловый спирт. Если этим правилом пренебрегать, то обязательно столкнешься с деформацией первого печатного слоя, а, соответственно, все изделие будет менее качественным.
Правило №2: для улучшения адгезионных характеристик необходимо использовать специальные средства: каптоновая лента, термостойкая лента, термоковрик, раствор ABS-пластика, гаролит, боросиликатное стекло, клей для 3D-печати, PEI-пленка. Выбор достаточно широкий и можно подобрать оптимальный вариант.
Рассмотрим наиболее популярные варианты этих средств подробнее…
Синий скотч для 3Д печати
Это один из популярных вариантов для повышения адгезии. Преимуществами этого материала является удобство, дешевизна, легкость нанесения, простота снятия готового отпечатка. К недостаткам относят одноразовость этого материала, хотя это далеко не всегда так.
Наиболее популярный вариант термостойкой ленты – это синий скотч для 3Д печати . Также встречаются термостойкий синий лист. К этой категории можно с натяжкой отнести и малярную ленту.
Способ применения: Перед использованием адгезионного материала обязательно обезжиривают и очищают поверхность платформы. Лента наклеивается встык, чтобы не было никаких дефектов на готовом изделии. Делать оклейку платформы необходимо максимально ровно.
Применимость: Термостойкую ленту рекомендуется использовать для повышения адгезионных характеристик при печати такими филаментами, как PLA , Nylon, Elastan и coPET.Синий скотч для 3D-печати или термостойкая лента
Клей для 3D-печати
Данный материал для повышения адгезии представляет собой водорастворимый клей в виде тюбика. Материал может использоваться на платформах как из стекла, так и алюминия. Также его можно использовать поверх малярного скотча или каптона.
Достоинствами клея для 3Д печати являются простота нанесения, дешевизна, совместимость с большинством 3Д печатных материалов.
Способ применения: Клей равномерным слоем наносился на обезжиренную платформу или материал поролоновой губкой.
Применимость: клей для 3Д печати совместим практически со всеми материалами. Рекомендуется использовать его при печати АBS, FLEX, RUBBER, PC, Nylon, а также PLA и другими материалами.
Читайте также: