Адгезия нейлона к столу
Обновлено: 04.05.2024
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.

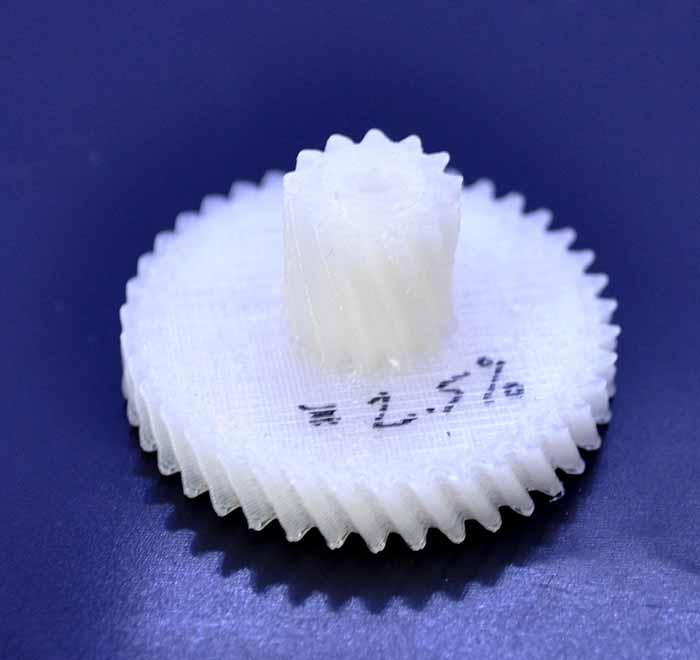
Недавно у нас появилась идея протестировать три вида материала Нейлон: Nylon, Nylon+1% иNylon+2,5%. Поскольку у нас был пробник Nylon+, было решено провести сравнительный тест четырех образцов.
Внешне материал для 3D-печати Nylon+ отличается цветом - он имеет естественный натуральный цвет, остальные образцы - чуть прозрачнее.
До начала печати, как и положено, все тестируемые материалы Нейлон были просушены в духовке для сушки полимеров при температуре 80°С в течение четырех 4 часов.
Для определения оптимальной температуры работы с пластиком Нейлон, суть первого теста состояла в печати Температурных столбиков. Во всем диапазоне температур от 260 до 222 градусов в процессе 3d-печати пластик ложился ровно и не расслаивался.
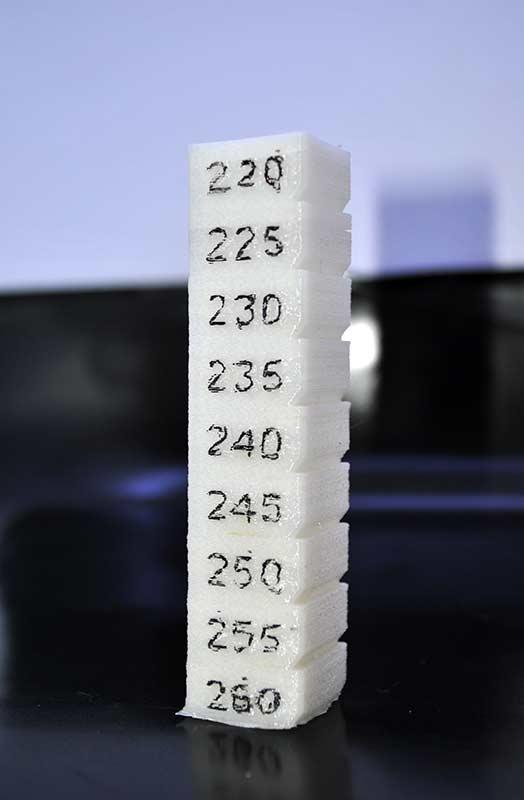
При механическом воздействии - резка температурного столбика канцелярским ножом - определили, что от 220 до 235 градусов слои разрезаютя, а при температуре 2400С и выше спекаемость слоев хорошая и изделие разрезать не получится.
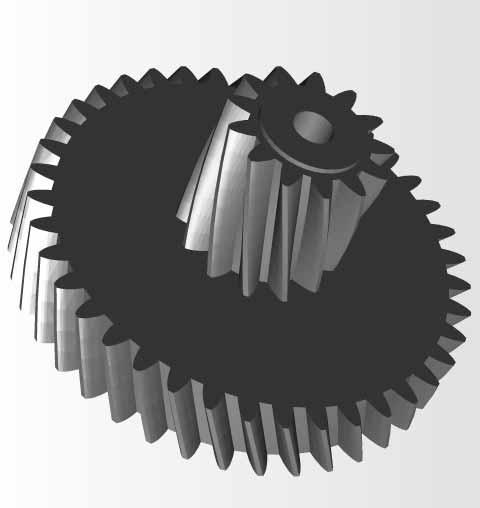
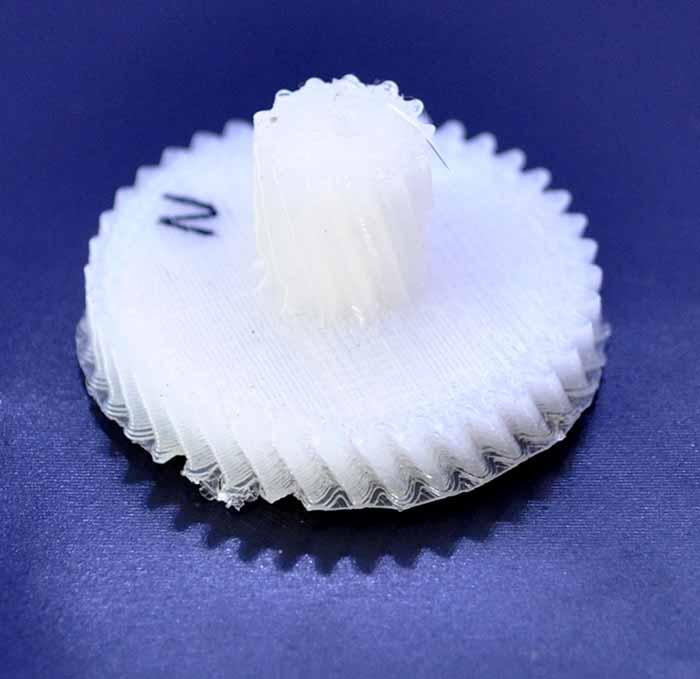
В качестве тестовой модели была выбрана двойная косозубая шестерня небольшого размера.
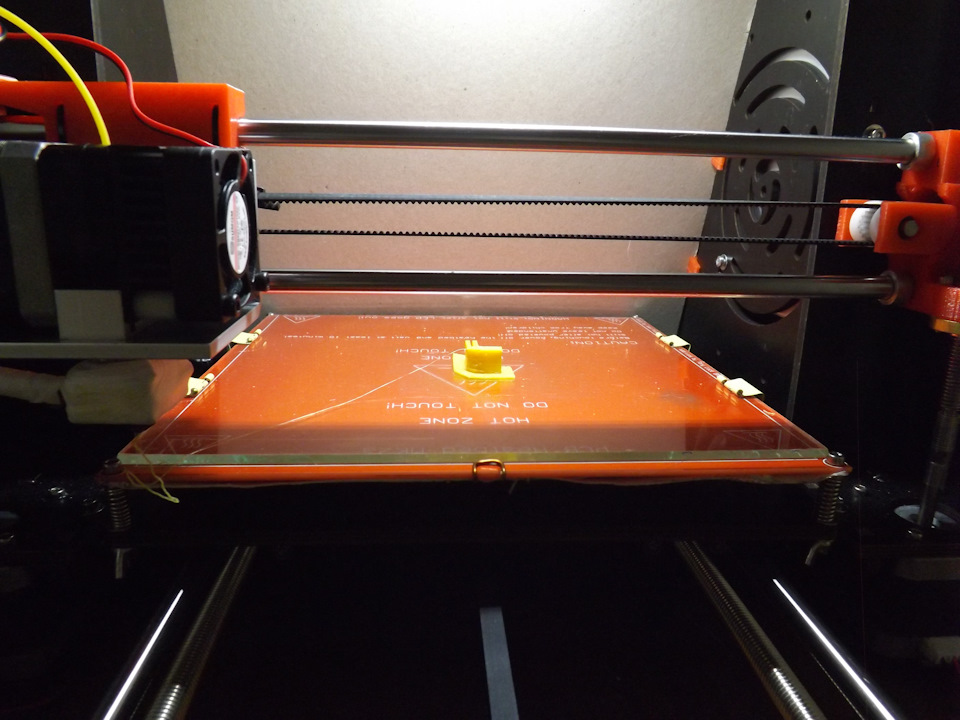
Для того, чтобы обеспечить хорошую адгезию к столу, был применен один из наших проверенных методов печати с такими установками:
Температура головки – 260 °С-первые два слоя, - 245 °С -последующие
Температура стола – 0 °С
Высота слоя – 0.25 мм
Плотность заполнения – 50 %
Скорость печати по внешней границе – 20 мм/с
Скорость печати по внутренней границе – 50 мм/с
Скорость заполнения – 50 мм/с
Тип прилипания к столу: Кайма (Brim)
Рекомендуемые производителем параметры температуры для печати:
Температура головки – 220 - 240 °С
Температура стола – 100 - 120 °С
Подготовка к 3D печати
Перед началом работы обязательно очищаем стеклянную поверхность от клеящего вещества и загрязнений. Наносим сплошным тонким слоем клей ПВА D3, стараясь распределить клей равномерно по всей поверхности той части стола, на которой будет печататься модель.
Ждем пока клей высохнет.
Стол 3D-принтера Epo3d+ оставляем не разогретым, а печатающую головку до 260 °С и начинаем печать. Первый слой печатаем на маленькой скорости 10 – 20 мм/с. При печати первых слоев нужно задавать повышенную температуру - такой режим обеспечит хорошее прилипание слоев между собой и к стеклу. Далее через 5 – 6 слоев понижаем температуру до 245 °С. Именно такую температуру мы определили как оптимальную после исследования температурного столбика.
Таким образом, создается остывшая нижняя часть модели, которая не дает печатаемому образцу деформироваться.
При переходе принтера к печати меньшей по диаметру шестерни для предотвращения смещения слоев включаем обдув примерно на 20% и снижаем скорость печати.
Подведем итог
Из проведенного эксперимента делаем вывод, что все четыре разновидности пластика Nylon показали себя с хорошей стороны как материалы для 3D-печати.
Все виды пластика Нейлон не любят большой скорости печати.
Самое важное отличие Nylon+1% и +2,5% в том, что не было отклеивания от стола.
Метод 3D-печати, который применялся для теста, в целом обеспечил удовлетворительные результаты и может быть основнымтдля дальнейших экспериментов.
Далее по таком же методу распечатан держатель спинки от офисного стула. Материал Нейлон от компании Plexiwire.
Подпишитесь на автора
Большой тест нейлонов от Print Product
Статья относится к принтерам:
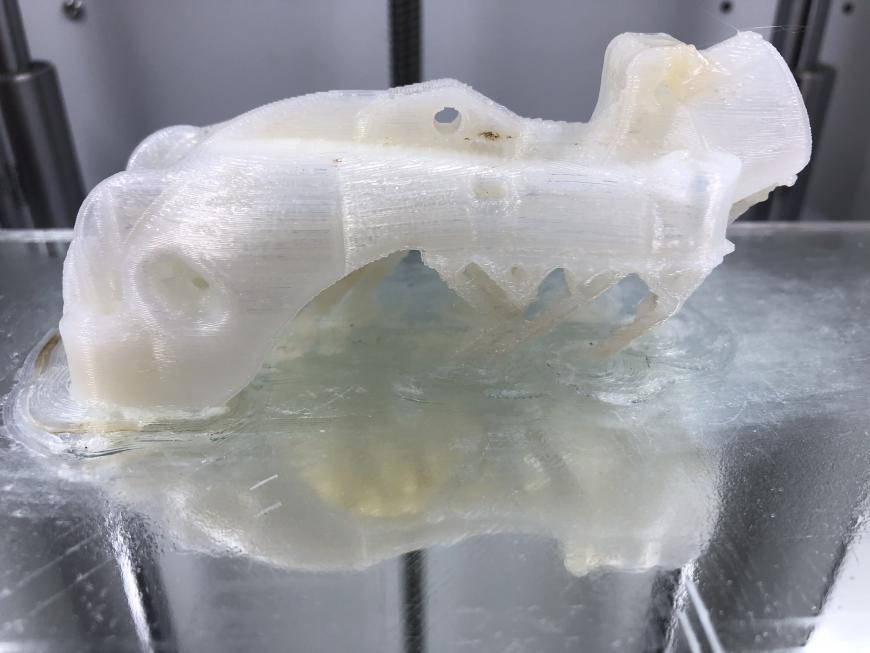
Давно уже занимаюсь нейлонами и вот наконец решил поделится немного своим опытом, а так же попытаться развеять частое мнение, что нейлоны это только для шестеренок. Вот яркий пример:

А так же вторая цель небольшого исследования постараться подобрать аналог американского филамента Taulman 645, для печати деталей для гоночных квадрокоптеров. Особенность его в том, что он как никто лучше подходит для этой задачи, так как выдерживает большую ударную нагрузку, которая часто встречается в дронрейсинге.

Я договорился с компанией Print Product (которую хорошо знаю, с очень положительной стороны) взять образцы их материала на тест.
Руководство этой компании очень любезно согласилось предоставить на тест все доступные на данный момент образцы, а так же дали даже несколько экспериментальных катушек.

Получив катушки я приступил к работе!
Для тестов использовал свой ZAV MAX PRO с установленной термокамерой, на плате управления Lerdge-K (прошивка 3.0.1 на тот момент) и Direct Drive экструдер.
К сожалению задача оказалась гораздо сложнее чем казалась. До этого я конечно печатал нейлонами, но обычно это всегда был какой то таулман, а с ними у меня проблем особых не возникало + печатал в основном себе, по этому повышенных претензий к качеству не было.
В данном случае, когда я начал тест всех этих нейлонов, я пришел к выводу, что мой принтер сильно недогревает некоторые нейлоны, так как у них крайне плохая адгезия. Первоначальные тесты были достаточно простые - печатал тестовый полый кубик:
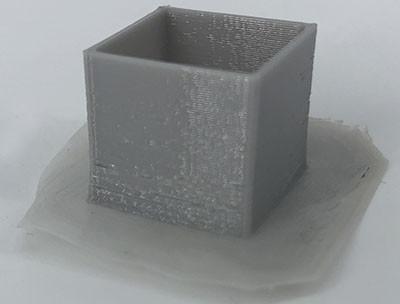
И тыкал его острым ножом. Если по слоям лопалось легко, искал оптимальную температуру дальше.
По результату стало понятно, что обычный термистор просто не может потянуть температуру выше 260, так как у него на этих температурах сильно падает точность (очень небольшой разброс в сопротивлении). Заказал лерджевский датчик PT100 - и это решило проблему. Так же поставил медный термоблок, чтобы лучше удерживал высокие температуры. Так или иначе это сделало свое дело.
С адгезией к столу отлично справлялся старый проверенный метод - клей карандаш UHU - еще из старых партий, который работает (либо еще рекомендуют Каляку). Достаточно было небольшого слоя, чтобы любую деталь не срывал. Так же обязателен был сплошной брим / скирт.
Последней не решенной проблемой оставалась сушилка. Нейлон, как всем известно очень гигроскопичен, поэтому, если он полежал сутки даже в пакете с силикагелем, то он уже "мокрый", а печать мокрым нейлоном бессмысленна, так как сильно меняет в худшую сторону его характеристики.
Самый простой и самый не правильный способ - сушить в духовке, т.к. нейлон, да и остальные полимеры обладают токсичностью и все это будет оставаться в вашей духовке, поэтому такой способ я никогда не рассматривал даже. Поэтому сушилки должны быть только чем то отдельным.
В свое время я перепробовал несколько самодельных сушек для пластика - одна была сделана традиционно из овощесушки и прожила не долго - главная ее проблема - низкая температура для нейлонов, высокий шум и слабый пластик корпуса, я попытался ее затюнить подняв температуру, но у меня начал плавится корпус. Вторую сушилку я собрал сам с нуля из г*на и палок:

в основе было два нагревательных стола от принтеров между которых была катушка.
Но она с нейлонами работала плохо, так как была недостаточная конвекция (т.е. сырой воздух не выдувался).
По итогу я от нее отказался. Тогда немного погуглив, я наткнулся на отечественную разработку от 3D laboratorio - FILDRY.
Если честно посмотрев отзывы и почитав комментарии, я сначала не воодушевился ею, так как были большие сомнения, что ее хватит для нейлонов, но после долгих мучительных раздумий, решил все же рискнуть и купить ее - и не пожалел! :)

На настоящий момент, я довольно часто использовал ее на протяжении 5 месяцев и могу сказать, что она проявила себя просто превосходно! Она без проблем справляется с нейлоном (сушка обычно 24 часа). Сушилка работает очень тихо - буквально шуршит и она очень компактная! Удобно печатать прямо из нее.
Подробнее расписывать не буду, о ней я напишу отдельный пост.
Главное, что с ней у меня с тестами больше проблем не было. Очень удобно - одной катушкой печатаешь, а вторая рядом сушится, чтобы стать следующей.
В общем, надеюсь хоть кто то осилил мою длинное вступление:) Теперь давайте перейдем к самим тестам.
Напомню, первой задачей была печать из нейлона различных полезных вещей, с учетом его свойств. Хорошим вариантом стал обдув для принтера ZAV, который я в свое время дорабатывал и пробовал печатать разными материалами. Одной из главных его особенностей - он должен быть температуростойким, т.к. располагался близко от нагревательного блока и с небольшой усадкой. Особенно это было важно, при печати высокими температурами, как, например теми же нейлонами, но при этом этот обдув имел довольно сложную форму, что усложняло его печать именно нейлоном, т.к. хотелось печатать без поддержек, потому что их потом было бы не просто удалять из внутренних поверхностей.
Второй задачей была печать детали для гоночного дрона, в данном случае канопы - т.е. это верхняя часть гоночного дрона, крепящаяся обычно 4-я винтами на карбоновую раму и к которой крепится курсовая камера и некоторые другие элементы. Нужно было подобрать нейлон, который был бы близок по свойствам к taulman 645, а это высокая ударопрочность и достаточная жесткость.

Базовые параметры печати:
Температура хотенда: 285°
Температура стола: 105°
Охлаждение детали выключено
Скорость печати 50mm/s
Скорость перемещения 100mm/s
размер brim/skirt: 25 линий.
Главная задача добиться обязательно ровного первого слоя, тогда прилипание даже сложной детали на поддержках будет 100%.
Печатаем обдув и канопу:

Напечаталось очень хорошо, адгезия со столом отличная, ничего не оторвало/задрало.
При хорошо просушенном нейлоне (12-24 часа), слои выглядят очень ровно, без пузыриков и шероховатостей, усадка минимальна.
деталь обдува получилась очень ровной и гладкой.
Канопа для дрона очень близка по свойствам к taulman 645. Полетные испытания показали высокую ударопрочность, немногим уступающую таулману.

Филамент так же отлично печатался, адгезия со столом очень хорошая. Просушки 12-24 часа достаточно, для ровных слоев.
Сам материал чуть более жесткий, обдув получился очень ровный. Усадка минимальна. для канопы так же неплохо подходит, но немногим более хрупкий.
Натуральный MOD

Данный филамент очень похож на первый, но является его модификацией. Сушки в 12 часов не достаточно, сушить нужно 24 часа. Но при этом внешний вид сохраняется довольно шершавым. По жесткости более жесткий и прочный, но ударопрочность у него хуже.

Интересный материал. Почему то при печати он у меня печатается с ярко выраженной полосатостью.
Причину этого я не выяснил. Сам пруток мне показался на катушке однородным, возможно полосатость из за температурного дрифта и высокой чувствительности филамента даже к небольшим изменениям (ну типа как у WOOD-а). хоть pt100 лучше работает с высокими температурами, но и он не идеален, но с другой стороны очень характерная повторяемость полос заставляется усомнится в этой теории. Если у кого есть идеи - поделитесь в комментариях :)
Печатается он так же без проблем, Но сушить нужно от 24 часов, при этом шершавость поверхности полностью не исчезает. По твердости он самый высокий, но при этом очень колкий, вероятней всего из за высокой плотности. Я напечатал из него еще и дверную щеколду и при закручивании шурупа, петли лопали. На дроне такая канопа тоже очень быстро разваливается.
Черный (эксперементальный)

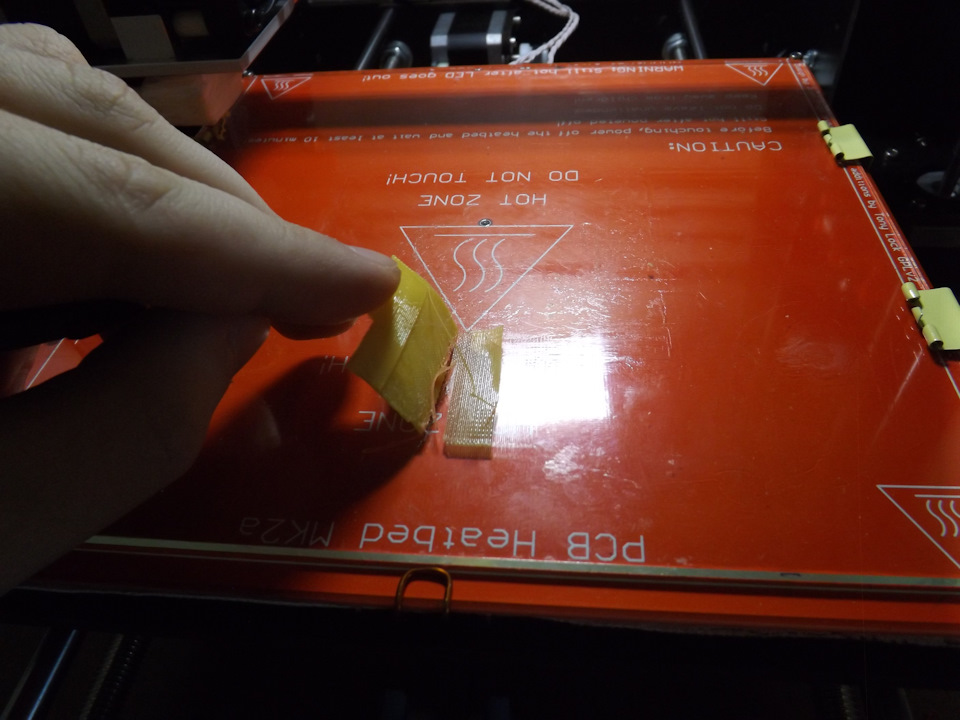
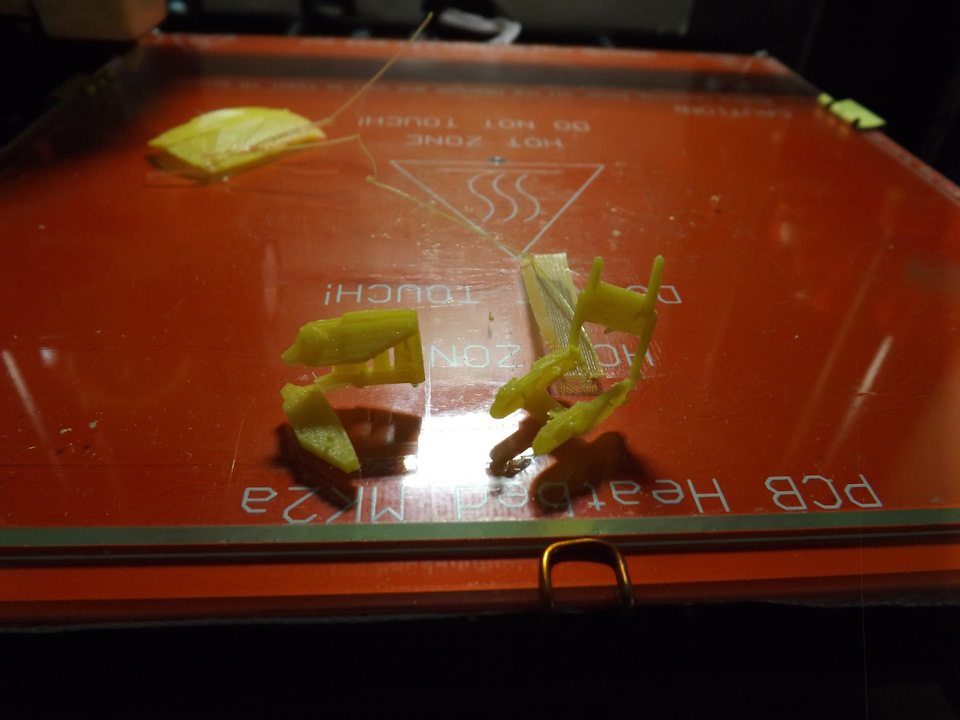
Это пожалуй один из самых сложных нейлонов. Сушить нужно 48 часов, при этом он все равно сохраняет очень сильно шершавый вид. При печати видны различные дефекты, сильно сопливит. Адгезия к столу не очень хорошая - у меня на двух из трех печатей уголок приподняло, нужна очень точная калибровка первого слоя. Ударопрочность очень низкая, канопа быстро приходит в негодность.
Вот мы и добрались до конца:)))
Даже при некоторых сложностях при печати, все эти нейлоны без особых усилий годятся для печати на обычном 3д принтере, с выполнением некоторых требований - термокамера и термодатчик pt100.
По моему мнению возможности применения нейлонов очень сильно недооценены (возможно даже самими производителями). А они, как показал опыт печати, годятся не только для печати шестеренок и прочей ерунды, но их можно и нужно применять там где эксплуатация производится при высоких температурах а так же где нужна высокая жесткость и ударопрочность.
К сожалению не все нейлоны подошли мне для печати запчастей для дронов, так как для этой цели требуется определенное сочетание свойств, таких как твердость и ударопрочность, но одновременно с сочетанием достаточной эластичности. Тем не менее есть по крайней мере один тип, который с этим справился хорошо, я надеюсь производители и дальше будут заниматься доработкой нейлонов, подгоняя из свойства под наши реальные задачи :)))
PS я не считаю себя экспертом в 3д печати, а так же специалистом по нейлонам. Я не проводил отдельных испытаний на статическую нагрузку на разрыв (они есть в ютубе), т.к. меня интересовала в первую очередь динамическая нагрузка. Так что этот пост очень субъективен, отражает только мое мнение, исходя из моего опыта и собранной информации и может быть полезен новичкам и просто интересующимся.
Все ваши замечания, жду в комментариях))))
продолжаю опыты с нейлоном, что то не так опять Дополнение!

Дополнено.
получилось напечатать только если деталь обдувать феном с обдувом в 210 и температура детали части которая не отошла 140, та что отошла 120, деталь не распадается, не пузырилась и можно сказать гладка печать, но что за танцы с бубном?
Бокс сделал, поднял температуру внутри бокса до 45-50 градусов, температура стола 110, головы 240, нейлон не стреляет, так как я его держу в коробке с гельпакетами от влаги.
обдува печати нет
скорость печати 20
но слои также не слипаются, ну может капельку лучше чем без бокса.
к столу не липнет, та часть которая прилипла, в голове был остаток PLA.
стол покрыт БФ.




Комментарии 45
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

я пробовал печатать разным типом нейлона, для этого покупал леску для триммера
пришел к выводу, что не весь нейлон идет для печати, у некоторого слои потом расходятся.
Для хорошей адгезии пришлось разработать свой способ, если интересно пиши в личку, расскажу как правильно печатать из нейлона.

я почти научился заставлять деталь липнуть к столу, только деталь более 70мм длинной немного отслаивается. и слои стали спаиваться. скажем как делал ни где такого не находил. и по поводу типа нейлона разница не большая когда получается обходить раслоение, но один параметр который всё замедляет это скорость печати. он и нужен очень низкий, и при такой низкой скорости большая деталь может расслоится. сейчас нейлон кончился и нужно ждать пока появится снова, но в лс напишу.

нейлон на шершавую поверхность. температура не так сильно важна.
не погу подобрать эту шершавую поверхность, может свою пятку туда поставить?)))
как то случайно остался лист бумаги для калибровки, начал печать, так первый слой от бумаги оторвасся вместе с бумагой, специально повторить не получилось закрепив (на клеев) бумагу на стол, возможно голова должна почти шкрябсти по столу с бумагой, но это бред и так сопло можно об бумагу сточить за короткое время
Я пробовал на скотч липкой стороной вверх. Вроде получалось, но только маленькие детальки, скотч открывало от стола.
Кто то еще на текстолита печатал. Говорят тоже норм. Еще пробовал на фанерном сторонке без всего.
а у меня сопли катал по скотчу, самый идеальный результат печати на пластине нагрева стола покрытая клеевым карандашом и то деталь маленькая и не высокая
первый слой очень медленно и температура сопла 250-260.
от 250 нейлон парит и теряет свои свойства и в добавок в моём принтере нет изменяемых параметров температуры по слоям, скорость да и плюсЪ ручная корректировка в процессе.
и скорость замедлял даже до 10. всё не то
температуру по слоям делает вроде слайсер ? не? Да и скорость тоже.
тут на вскидку нашел
Рекомендуемые параметры печати:
Температура экструзии — 240-260C (каждый тип Нейлон (Nylon) нити немного отличается. Следуйте рекомендациям производителя).
Температура подогреваемого стола — 70-80C (используем клей ПВА)
Скорость печати: 30-60мм/с
Высота слоя: 0,2 – 0,4 мм
я больше склоняюсь 0.4 высоте слоя и диаметром 0.5 сопла.
а вот температура стола почему то мала.
слайсером попробую (откладывал на последок)
но вот у меня нейлон без рекомендации производителя) нейлон из СПБ производства. а нейлон из германии (пробник) печатал также один в один с такими же проблемами.
скорость печати также пробовал. и иногда 140 скорость спаивалась лучше чем 50
Честно сказать приличного качества я от нейлона не получил. Более-менее приличные получаются мелкие детали. Ну и условия печати у меня на момент экспериментов были не самые комфортные. Принтер на балконе. И на улице зима прошлого года. Высокая температура и тут же низкая. Нужно контур принтера закрывать и подогревать для стабильной печати. Нижние слои кривые.
Еще кстати нейлона может быть влажный и тогда тоже ничего не получится
у меня бокс и отверсти для установке строительного вена, разогревал внутрянку до 50 градусов, больше не рискнул, часть деталей принтера на PLA, хотел заменить на нейлон))). Ну он скоро мне надоесть и вернуть к АБС
Поделитесь опытом печати нейлоном
Есть принтер Pursa i3 MK8 и нейлоновый пруток.
Подскажите подводные камни в печати им.
Ну там какое сопло оптимально по опыту, температура стола, скорость "печати", прогрев нити для "просушки", увеличение подачи.
Пока что слой с слоем плохо спаиваются и иногда отстаёт от стола частично. Температура стола 85 на поверхности(показание пиротермометром), покрытие БФ
Комментарии 44
сопла у меня от 0.2 мм по 0.5мм (приедут) сейчас 0.2мм, хотя обещали в комплекте 0.4, так что величины 3х значные мне не понятны. Буду пробовать сушить дольше нейлон

Трехзначные — это градусы. Сопло пофиг какое.

Уяснил для себя что при печати нейлоном и даже абс пластиком что принтер должен быть закрытым. Пока просто укутываю его полиэтиленом (типа подложки под ламинат). В дальнейшем думаю сделать для него стеклянный бокс либо из поликарбоната. При укутывании нейлон практически не выгибает. Если плохо спаиваются слои попробуй поднять температуру экструдера.
240 он кипит и лезет из сопла как будто у него понос
Я пробовал печатать рыболовной леской 2мм. Другого опыта печати нейлоном у меня нет, думаю для каждого филамента придётся опытным путём вычислять температуру стола/экструдера. Для лучшей адгезии использую обычный клей-карандаш на малярный скотч. Вот я печатал центра для катушки филамента, пластика пожалел, напечатал обычной леской.

по фото пластик у тебя пенился, усадка сколько процентов(примерно)?
Я не скажу что он пенился, нет. Размеры на выходе получились те что и задумывал, в Cura выставлял только температуру экструдера/стола остальные настройки остались как для PLA 1,75. Температуру экструдера выставил вроде 245, стол сильно не грел кажись тоже как для пла 60 град оставил, так меньше выгибает. Ну и укутал принтер. Пока не начал укрывать, никакие настройки не помогали, либо нет адгезии, либо выгибает и опять таки отлипает модель. Кстати, нейлон обязательно рекомендуют просушивать перед печатью. ХЗ, у меня сразу "стрелял", потом около недельки полежал при комнатной температуре, стрелять почти перестал.
спасибо за совет. я кстати сделал утеплитель из силикона и стеклоткани и прицепил к нижней части стола. Но стекло довольно торможнуто температуру передаёт, подумываю на метал пластину заменить.
Но вообще здесь в этом сообществе почти во всём могут подсказать и помочь?
У меня стол алюминиевый, поэтому мне такие проблемы неведомы :) А укрываю я полностью, с верхом. Ну, чем могут, помогут имхо.
у меня есть 2 конструктивных проблемы в принтере, позже буду и с ними бороться.
1. зубчятые шкивы на шаговиках имеют смещение 0.5мм
2. печатается деталь внешним размером чуть меньше, ну и внутренний естественно меньше. порядка 0.5мм с каждой стороны на детали 50х50 и толщина создаваемых перегородод, вместо 2мм делает 2.6мм (на PLA)
проверь в настройках филамента правильный ли диаметр нити указан и есть такой параметр как толщина стенки в настройках печати, он должен быть кратным диаметру сопла. Например у меня сопло 0,4 — толщина стенки 0,8
Обзор оборудования для печати на 3D-принтере нейлоном
Полиамидная продукция находит широкое применение в разных областях человеческой деятельности. В этом направлении особо выделяется печать нейлоном на 3D-принтере, позволяющая создавать различные высокопрочные полимерные изделия. При ее использовании необходимо учитывать ряд особенностей.
Что такое нейлон для печати на 3D-принтере?

Нейлон (nylon) — это коммерческое наименование синтетических полиамидов, хорошо подходящих для 3D-печати на принтере. Для 3D-печати может использоваться нейлон в виде порошка (SLS-технология) или филамента (FDM-технология). Наибольшее распространение находит 2-й вариант.
Рекомендуемые марки материала

От используемого филамента зависит конечное качество продукции. Наилучшие материалы поставляют следующие производители:
- Taulman. Эта американская компания изготавливает несколько видов нейлона для 3D-принтеров. Один из лучших — Taulman3D 645 Nylon. Он выпускается в виде филамента диаметром 1,75 и 2,85 мм натурального и черного цвета. Температура при печати достигает 230–265 градусов. Полимер имеет предел прочности на разрыв более 114 МПа и относительное удлинение на разрыв до 120 %.
- Stratasys. Компания выпускает полиамид Stratasys FDM Nylon 12 в виде филамента диаметром 1,75 мм. Он предназначен для наложения слоя толщиной 175–330 мкм. Материал отличается очень высокими прочностными характеристиками, позволяющими применять его даже в аэрокосмической отрасли. Еще одна перспективная марка — Stratasys FDM Nylon 12CF, представляющая собой смесь смолы Nylon 12 и измельченного углеродного волокна (содержание более 35 %). Этот полимер имеет самую высокую прочность на изгиб. Предлагается также Stratasys FDM Nylon 6, который предназначен для суровых эксплуатационных условий.
- U3print. Этот производитель предлагает Nylon Reinforced U3print в форме филамента диаметром 1,75 мм. Материал очень стоек к износу и деформациям. Отличается глянцевой поверхностью. Недостаток — наличие усадки. К универсальным инженерным пластикам относится марка Nylon Super U3print 1,75 мм 0,45 кг Natural, изготавливаемая из высоковязкой смолы РА12. Ее отличает очень низкая усадка. Компания также выпускает Nylon Super Carbon M7 U3print 1,75 черного цвета, в который добавляется углеволокно (не менее 25 %). У него практически нет усадки, и отличается он повышенной жесткостью.
- Intamsys. Данная американская компания выпускает филамент для 3D-принтера Nylon6 Intamsys 1.75mm. Отличительная черта — повышенное тепловое сопротивление материала и высокая ударопрочность.
- Print Product. Популярностью пользуется марка NYLON пластик 1,75 Print Product. Натурального и черного цвета. Этот материал близок к классическому полиамиду — высокие прочностные характеристики, но и повышенная усадка. Филамент NYLON STRONG пластик 1,75 Print Product отличается пониженной гигроскопичностью. Он хорошо подходит для деталей, работающих под активной нагрузкой.
- SolidFilament . Компания выпускает Nylon SolidFilament 1,75 натурального, белого и черного цвета. Важная особенность материала – наличие самосмазывающего свойства, что важно при изготовлении шестерней и других изнашиваемых деталей. Обладает повышенной прочностью, но и значительной усадкой.
- Bestfilament . Предлагается филамент BFNylon 1,75 мм. Перед наложением стол необходимо нагреть до 90–100 градусов. Обладает высокой жесткостью и износостойкостью.
3D-принтеры для печати нейлоном
Для печати нейлоном надо подбирать принтер, в инструкции которого указывается на возможность использования такого материала. Аппарат должен быть обязательно закрытого типа и иметь подогреваемый рабочий стол.
Wanhao Duplicator 6 Plus (D6 Plus) в корпусе
Одним из лучших миниатюрных принтеров, работающих с нейлоном, является модель Wanhao Duplicator 6 Plus (D6 Plus). Это аппарат закрытого типа, основанный на FDM-технологии. Принтер имеет устройство автоматической калибровки рабочего стола. При отключении электричества он продолжит работать на встроенном источнике. Помимо нейлона можно использовать все основные пластики, применяемые для 3D-печати.

- Гарантия 1 месяц
- Страна производитель Китай
- Печать FDM
- Практическая толщина слоя 20 мкм
- Температура печатного стола 120°С
- Температура экструдера 160-300°С
- Область рабочей камеры 200 х 200 х 200 мм
- Скорость 30-150 мм/с
- Используемые материалы ABS, PLA, HIPS, PVA
- Толщина слоя от 20
- Диаметр нити 1,75
- Диаметр сопла, мм 0,4
- Дисплей LCD
- Интерфейсы USB, SD
- высокая скорость печатания;
- высокопрочный корпус;
- миниатюрность;
- пониженная стоимость.
В данной модели прекрасно сочетаются цена, качество и функциональные возможности.
Picaso Designer X
Популярностью пользуется 3D-принтер Picaso Designer X компании PICASO 3D. Это аппарат профессионального типа с закрытым корпусом, способный использовать все важнейшие полимерные материалы. Контроль работы осуществляется системой Flow Control, обеспечивающей высокое качество печати. Температурный режим регулируется в широких пределах.

- Количество экструдеров 1
- Печать FDM
- Подогреваемая платформа да
- Температура печатного стола 150 °С
- Температура экструдера 410 °С
- Область рабочей камеры 200 х 200 х 210 мм
- Скорость до 100 см3/ч
- Толщина слоя от 10
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3 (0,2-0,8)
- высокое качество печати;
- повышенная производительность;
- надежный контроль параметров экструдера и филамента;
- стабильность работы.
- небольшое рабочее пространство;
- повышенная цена.
Аппарат относится к профессиональному оборудованию, пригодному для организации выгодного бизнеса.
3D-принтер Zenit
Высокое качество послойной печати по технологии FDM демонстрирует 3D-принтер Zenit. Он имеет закрытый корпус и способен накладывать нейлон, АBS, PLA, PVA. Для стола предусмотрен регулируемый предварительный подогрев. В рабочую камеру интегрирован эффективный обдув.

- Программное обеспечение RepetierHost, Slic3r
- Страна производитель Россия
- Количество экструдеров 1
- Печать FDM
- Разрешение по оси Z 0,01 мм (10 микрон)
- Скорость перемещения 300 мм/с
- Точность по осям X, Y, мм 0,04 мм (40 микрон)
- Область рабочей камеры 240 х 215 х 230 мм
- Скорость 35 см3/час
- Толщина слоя от 50 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3
- Интерфейсы USB 2.0, SD-карта
- небольшие габариты и малый вес;
- полная адаптация к российским условиям;
- универсальность;
- надежный протяжной механизм для филамента.
- недостаточный зазор до сопла;
- претензии к качеству разогрева стола.
В целом принтер обеспечивает высокое качество печати и высоко оценивается российскими пользователями.
Anycubic i3 Mega Pro
В топ лучших моделей входит 3D-принтер Anycubic i3 Mega Pro. Он является лидером по цене в своем классе. В аппарате предусмотрена возможность лазерной гравировки. Рама выполнена из стального профиля. Сопло позволяет использовать филамент разных цветов. Можно печатать тонкие гибкие изделия.

- Количество экструдеров 1
- Максимальная температура экструдера 260 ° C
- Скорость печати по оси z 20 ~ 100 мм / с (рекомендуется 60 мм / с)
- Скорость, точность позиционирования до 100 мм / с; X / Y - 0,0125 мм; Z - 0,002 мм.
- Электропитание нагревателя 110-220 В, 50/60 Гц
- Область рабочей камеры 210х210х205 мм
- Толщина слоя от 50 мкм
- Диаметр сопла, мм 0,4 мм
- Интерфейсы SD-карта; USB-кабель
- Технология печати FDM (моделирование наплавленного осаждения)
- низкая цена;
- в комплекте имеется лазерный гравер;
- бесшумность;
- повышенная прочность.
Принтер признается одним из лучших в бюджетной категории 3D-оборудования.
Raise3D E2
Среди лучших принтеров для 3D-печати особо выделяется модель Raise3D E2. Она имеет 2 печатающие головки, что повышает возможности аппарата. Корпус выполнен из алюминия. Рабочий стол имеет специальное покрытие Buildtak. Предусмотрена система автокалибровки рабочего стола. Печатать можно на 3 режимах.

- Рабочая температура 5-35 ºC
- Размеры, мм 607х596х465
- Материал корпуса Алюминий
- Программное обеспечение IdeaMaker
- Калибровка столешницы авто
- Печать FDM
- Поддерживаемые форматы файлов STL, OBJ, GCODE
- Подогреваемая платформа да
- Температура печатного стола до 110 ℃
- Область рабочей камеры 330х240х240 мм
- Количество печатающих головок 2
- Толщина слоя от 10 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0.4 мм (0.2/ 0.6/ 0.8/ 1.0 мм опционально)
- Дисплей 7" сенсорный, 1024х600
- Интерфейсы Wi-Fi, LAN, USB
- Максимальная точность позиционирования XY: 0.78125 мкм, Z: 0.078125 мкм
- Скорость перемещения 30 - 150 мм/с
- увеличенная рабочая зона;
- высокая производительность;
- энергосберегающий режим;
- высокая точность печати.
Данную модель высоко оценили не только любители, но и профессионалы, использующие ее в коммерческих целях.
Особенности печати нейлоном

При использовании нейлона в 3D-печати необходимо учитывать следующие нюансы:
- Обеспечение хранения материала. Гигроскопичность нейлона может привести к браку в производстве. Хранить филамент необходимо в герметичной упаковке с силикагелем. Перед использованием желательно произвести сушку.
- Предварительный нагрев рабочего стола. Для обеспечения адгезии первого слоя необходимо разогреть стол до 70–90 градусов. Некоторые марки материала требуют нагрева до 110–120 градусов. Рекомендуется использовать стеклянный стол с покрытием из гаролита или PEI.
- Скорость печати. Ее не следует завышать при работе с нейлоном, т. к. он имеет повышенную температуру плавления. При сложных формах изделия скорость не следует устанавливать выше 35–40 мм/с. При формировании простых фигур ее можно поднять до 67–75 мм/с.
- Охлаждение. Быстрое охлаждение камеры может привести к короблению материала. Лучшими считаются принтеры с регулируемым подогревом рабочей камеры.
Рекомендуются такие усредненные настройки принтера для нейлона:
- Температура экструзии — 235–260 °С. Она корректируется с учетом применяемой марки материала.
- Температура нагрева стола — 75–80 °С. Кроме того, используется клей ПВА.
- Скорость печатания — 30–50 мм/с;
- Толщина одного слоя — 20–50 мкм.
Важно! При покупке филамента следует тщательно изучить рекомендации производителя. Каждая марка может иметь свои особенности использования при 3D-печати.
Преимущества и недостатки нейлона
Нейлон обладает такими важными преимуществами:
- повышенная механическая прочность на разрыв и устойчивость к истиранию;
- высокая температура плавления, повышенная рабочая температура (выше 160 °С), стойкость к температурным колебаниям;
- устойчивость к ультрафиолету;
- стойкость к маслам, щелочам и многим растворителям;
- отсутствие неприятного запаха при наложении;
- пониженная стоимость материала.
Гибкость нейлона зависит от толщины изделий. Тонкие элементы обладают высокой гибкостью, а массивные детали становятся жесткими. Материал легко поддается окрашиванию при добавлении красителя в филамент или путем покраски готового изделия.
К недостаткам нейлона можно отнести повышенную гигроскопичность и некоторую сложность наложения на 3D-принтере. Для обеспечения адгезии к столу его надо предварительно разогреть и покрыть клеевым составом. Кроме того, сушке подвергается и сам полимер.
Нейлон является популярным материалом для 3D-печати. Из него можно изготовить высокопрочные, износостойкие, нагревостойкие изделия. В то же время материал предполагает определенные сложности в использовании, которые необходимо учитывать. Использовать нейлоновые принты можно в самых разных областях человеческой деятельности.
Читайте также: