3d принтер консольный стол
Обновлено: 19.05.2024
Правильная калибровка стола 3D принтера, или как его еще называют Hot Bed, это очень важно. Первый слой - это как фундамент для дома, если фундамент непрочный то и дом долго не простоит.
Если плоскость печатной поверхности будет неровная то модель может частично отклеиться или деформироваться. Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Пример неудачной печати
Поэтому очень важно правильно откалибровать стол. Печатные платформы условно можно разделить на два вида - регулируемый и нет.
Регулируемый стол крепится к принтеру при помощи подпружиненных винтов. Он не закреплен жестко по высоте и при помощи винтов можно калибровать плоскость и зазор между столом 3D принтера и соплом.
Регулировочный винт
Нерегулируемый - это печатная платформа которая жестко закреплена на корпусе принтера. Такое решение используется в дельта принтерах. Калибруют их только программно.
Нерегулируемый стол дельта принтера
Материалы печатной платформы
Материалом из которого изготавливается стол может различаться в зависимости от того подогреваемый это стол или нет.
Стол с подогревом
Существует несколько видов нагревательных элементов для платформы 3D принтера - алюминиевый, текстолитовый, силиконовый и каптоновый. У каждого из них есть свои плюсы и минусы.
Текстолитовый нагреватель - недорогой, но хрупкий и может сильно изгибаться при нагреве.
Силиконовый нагреватель - нельзя использовать самостоятельно. Обычно используется в связке с металлическим основанием.
Алюминиевый стол - дорогой, но равномернее нагревается и меньше подвержен температурной деформации, чем другие платформы.
Каптоновый нагреватель - очень дорогой, нельзя использовать самостоятельно. Обычно наклеивается на металлическое основание. Может нагреваться до 200 градусов.
Виды нагревательных печатных поверхностей
Чаще всего используется алюминиевый нагревательный стол или силиконовая грелка в связке с алюминиевой пластиной. Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Основной плюс подогрева печатной поверхности - это повышение адгезии (прилипаемости) первого слоя пластика. Если принтер с закрытым корпусом и подогреваемой платформой - внутри создается “пассивная термокамера”. Благодаря этому пластики с высокой усадкой не трескаются по слоям во время печати, повышается слипаемость слоев (межслойная адгезия), более равномерно распределяется внутреннее напряжение при остывании.
Но есть и минусы - при нагреве металлический стол немного расширяется, а поскольку расширяться ему некуда, его начинает выгибать. Для печатной платформы размером до 200х200 - деформация будет не очень критична, но для более больших столов это становится ощутимой проблемой.
Каждый производитель 3D принтеров с большой областью печати решает проблему деформации металлического стола по своему. Например у Raise 3D - стол фиксируется по всей плоскости шпильками в 13 точках.
Фиксация нагреваемого стола Raise 3D
Стол без подогрева.
Печатная поверхность без нагревателя часто используется в 3D принтерах предназначенных для работы только с PLA и другими низкотемпературными пластиками. Например - принтеры для детей или большие принтеры с открытым корпусом.
Детский принтер с акриловой печатной платформой
Столы без подогрева изготавливают из алюминия или акрила. Если стол алюминевый то сверху нужно использовать стекло или любое другое покрытие. Алюминий - мягкий метал и даже латунное сопло, при неправильной настройке, может поцарапать или испортить его.
Нагревательный стол с алюминиевым основанием и зеркалом
Акриловые столы часто используются в недорогих 3D принтерах предназначенных для детей. Акрил сложно испортить или разбить. На акриловом столе можно печатать без стекла или другого покрытия.
3D-принтеры с разной кинематикой
Сегодня я решил показать 3D-принтеры с разной кинематикой . Честно говоря, в интернете нет однозначного мнения о том, какая все-таки схема движения экструдера по осям является наиболее удачной.
Самая распространенная в интернете система принадлежит классическому Prusa Mendel:
В классификации самих репраповцев такая схема движения называется XZ Head Y Bed. Это означает, что экструдер движется по оси X (влево-вправо) и Z (вверх-вниз), а стол бегает по оси Y (вперед-назад). И все тут вроде бы хорошо
Собрать (а самое главное - настроить) такой принтер гораздо проще. Да и качество печати будет уже на уровне промышленных образцов. Необязательно делать боковины и прочие элементы из акрила при помощи лазерной резки, либо фрезерования. Можно обойтись фанерой (или МДФ):
Советую все-таки воспользоваться услугами лазерной / фрезерной резки - сейчас практически в любом городе есть фирмы (производства), которые предоставляют такие услуги. Денег это будет стоить немного, зато сэкономите кучу времени и нервов.
Delta кинематика.
Штука просто великолепная, а процесс печати доставляет гораздо сильнее, чем от простых принтеров. В инете очень много роликов процесса печати - советую всем посмотреть (если кто еще не видел) - тут например . Самый главный плюс этого принтера в том, что печатная головка может летать по всем осям на сверхзвуковых скоростях. Конечно, это в том случае, если мощности движков хватит, в головка будет обладать небольшой инерционностью. А самый главный минус - что для движения по любой из осей необходимо в любом случае задействовать все три двигателя одновременно. Тут возможен вариант с накоплением суммарной ошибки в точности позиционирования, которая, кроме всего прочего, сильно зависит от наличия люфтов в шарнирах плечей.
1) Легко кастомизируется. Для увеличения высоты достаточно прикупить 3 куска профиля подлиннее, и увеличить максимальную высоту в настройках.
2) Занимает мало места. Она чаще высокая, чем громоздкая по длине и ширине, за счет этого компактность.
3) Если сделать легкий эффектор ( каретка, на которой установлен хотенд), то можно добиться больших скоростей без потери качества печати.
4) Перемещение по высоте не отличается от перемещения по XY. Таким образом, нет залипания линейных подшипников на переездах стола, как у Cartesian принтеров, лишних двигателей, катающихся на балке.
5) Отсутствие выступающих частей дает возможность закрыть корпус и придать раме жесткости.
6) Эстетическая часть - на работу дельты интереснее залипать.
Недостатки:
1) Сложная математика перемещений, рекомендуется ставить сразу 32-битные платы.
2) Сложная настройка. Частая проблема в настройке - убрать так называемую 'линзу', ведь каждый стержень вращается с радиусом, и при некорректной настройке у вас печатаемая плоскость будет либо выпуклой,либо вогнутой линзой.
3) Сложно и дорого сделать жесткую раму, что бы ее не болтало от постоянных дрыганий кареток.
4) Проблемы точности изготовления деталей - любые неровности и несоосности будут видны, даже если они на одной оси. И они складываются по осям.
Кинематика Ultimaker.
Одна из наиболее распространенных вариаций кинематики.
В принтере Ultimaker двигатели осей XY стоят неподвижно. При помощи целой кучи зубчатых ремней (4 больших и 2 маленьких) и валов они двигают печатающую головку с очень неплохой скоростью. Качество печати у такого принтера одно из самых лучших. Чуть подробнее кинематическая часть.
В этой конструкции лично мне не нравится использование вращающихся валов, которые обязывают использовать бронзовые (или фторопластовые) втулки вместо подшипников качения. Да и валы должны быть идеально ровными, иначе весь механизм будет штормить при движении. Обилие зубчатых ремней я бы тоже не отнес к плюсам конструкции, поэтому ищем дальше.
Плюсы данной кинематики:
1) Стол движется только вдоль одной оси. Вертикальной. И градиент температур никоим образом от этого не страдает. Стол консольный, поэтому желательно предусмотреть ребра жесткости или учесть это толщиной стола.
2) При всей кажущейся сложности кинематической схемы она проста и каждая ось перемещается с помощью своего же мотора.
3) Корпус закрытый, что защищает от сквозняков, и следовательно деламинации. Некоторые для пущего эффекта ставят акриловую дверцу.
Минусы кинематики:
1) Для хорошей печати мало купить пачку ровных валов. Собрать все эти валы правильно воедино та еще задачка. Заодно и купить хорошие подшипники. Не то, китайское барахло, что чаще втюхивают на али, а нормальные подшипники. Если подшипники, что ставят в корпус будут плохо вращаться - печать будет рывками и со сдвигом слоев. Так же, покупая леопардовые втулки латунные подшипники с графитовыми вставками будьте готовы к тому, что они будут люфтить. А если будет люфт - вся конструкция будет стучать.
2) Необходимо выставить правильно все параллели валов. Предлагаю воспользоваться таким девайсом.
4 вала, что идут вдоль стенок корпуса автоматически встают правильно, а вот крестовину важно выставить правильно, что бы получить углы 90 градусов в плоскости XY.
3) Конструкция не предусматривает увеличение области печати с помощью пары кусоков профиля, поэтому размеры хотенда имеют значение. Директ сложновато поставить, но можно при желании.
Калибровка стола проще некуда. Стол часто на 3 точках крепления. Перемещаем хотенд по 3 точкам и крутим барашки.
Кинематика, используемая фирмой BQ, BCN3D ,Magnum, Makerbot.
В частности принтеры компании Makerbot, BQ, BCN3D ,Magnum, клон магнума - Zenit работают на данной кинематической схеме.
В данном случае мы имеем независимое движение каждой из осей, с Z столом и всеми вытекающими из этого сторонами.
Основной недостаток заключается в том, что на катающейся балке с одной стороны висит двигатель, создавая эдакий дисбаланс. Этот недостаток компенсировали в двухэкструдерном варианте - BCN3D Sigma. Там у каждой bowden-головы для перемещения вдоль балки есть свой двигатель. И они установлены по краям балки и уравновешивают друг друга. Для равномерного перемещения каждого из краев балки применяется 2 вала, шкивы и ремни. Ремни необходимо натягивать одинаково.
Достоинства кинематики :
1) Независимое перемещение каждой из осей.
2) Движущийся по Z стол. Градиент температур не страдает 'сдуванием'.
3) Закрытый корпус. Если не закрытый, то есть вполне нормальный с точки зрения эстетики шанс закрыть его.
4) Масштабируемость кинематики возможна. Различные BigREP и иже с ними с метровыми областями печати используют именно эту кинематику, так как различные H-bot/CoreXY будут адово звенеть по причине наличия 4-5 метровых ремней и их растяжения во время ускорений.
Недостатки кинематики:
1) Неуравновешенные массы на движущейся балке, отсюда максимальная скорость печати, с приемлемым качеством не больше 60-80 мм/с. Некоторые умудряются их уравновесить и это не столь заметно.
2) Громоздкие конструкции на валах, дабы избежать дисбалланса при перемещениях.
3) Необходимо следить, чтобы натяжения ремней справа и слева были одинаковы.
Кинематика H-bot/CoreXY.
Следующая по распространению. Два мотора неподвижны, но перемещают каретку по направляющим с помощью одного длинного куска ремня, или с помощью двух, но покороче. Математика сложнее, чем у предыдущих, так как необходимо синхронизировать поворот обоих роторов двигателя. То есть, для перемещения вдоль каждой оси нужно вращать оба мотора, а для перемещения по диагонали - всего 1.
По сути математика для вращения моторов одна и та же, а реализация в механике разная. Один из самых больших недостатков H-bot перед CoreXY состоит в том, что при перемещениях ремень стремится повернуть балку. CoreXY, в отличии от H-bot, приводится в движение при помощи двух ремней.
Достоинства:
1) Ремень необходим всего один, а схема предусматривает его работу без скручиваний.
2) Натягивать один ремень удобнее, чем 2, поэтому в этой схеме нужен всего один нормальный натяжитель.
Недостатки:
1) Ремень имеет свойство растягиваться со временем, а так как величина растяжения напрямую зависит от длины, то необходимо следить за его натяжением. Иначе получатся некрасивые волны на поверхности перед остановками.
2) Необходимо выставлять ролики строго перпендикулярно плоскости XY, так как при небольшом перекосе ролика ремень будет съедаться об буртики ролика. И мы получим такую вот бяку.
Поэтому всегда рекомендую нормально закреплять ролики, а не консольно, дабы избежать изгиба оси ролика от натяжки ремня.
3) Сложная математика, из-за чего на скоростях выше 100 мм/с могут быть проблемы с нехваткой ресурсов 8 битных плат.
Достоинства:
1) Два коротких куска ремня. Их проще найти, чем один длинный.
2) Силы уравновешивают балку, а не стремятся ее повернуть, поэтому эту кинематику можно собирать и на валах.
Недостатки:
1) Есть схемы с перекручиванием ремней и перехода ремня с одного уровня на другой - для ремня это не очень приятно. Особенно, когда один ремень трется об другой. На видео этот момент есть.
2) Сложность нятяжки ремней. Их необходимо натягивать одинаково, иначе силы нятяжки будут стремиться повернуть каретку.
3) Сложность сборки и разработки. Необходимо выдержать вертикальность роликов, относительно горизонтальности площадки для установки моторов и рельс. Небольшой перекос роликов приведет к тому, что ремень будет стремиться съехать по ролику, а если будет упираться в буртик ролика, то будет скрипеть, если буртик большой, а если маленький - то будет пытаться на него заехать, как на фото из описания h-bot.
Общий недостаток кинематики - плохая масштабируемость. То есть ставить такую кинематику для области печати больше 300*300 весьма проблемно просто из-за удлинений ремня при печати. Для небольших принтеров с большой скоростью печати - одна из лучших кинематик.
Резюмируя , хотите небольшой принтер (не больше 300*300 мм) с шустрой кинематикой? Тогда вам к Ultimaker или H-bot/CoreXY. Нужен принтер с большой областью печати или с 2 независимыми экструдерами? Тогда к Makerbot. Если печатать вазочки, кальяны и достаточно высокие детали - дельта. Для всего остального есть классика - Prusa.
Как собрать 3д принтер за 3 часа? Часть 3.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Продолжаю цикл статей на тему сборки принтера из фанеры или МДФ (или любого другого листового материала толщиной 6мм, который вам смогут вырезать лазером на ЧПУ) “почти классической” конструкции.
Напомню, что главным принципом построения принтера является модульность, т.е. возможность раздельной сборки всех узлов (модулей) и возможность снятия/установки каждого из них без вмешательства в остальную конструкцию и без разборки самого узла. Это, на мой взгляд, существенно упростит модернизацию, ремонтопригодность и реализацию всевозможных экспериментов и творческих порывов в ключе репрапа. Ну и как следует из названия статьи время на сборку принтера (благодаря ее удобству) я собираюсь уложить в 3 часа.
К настоящему моменту собраны портал и экструдер. А поскольку детали из МДФ уже давно высохли после покраски и буквально умоляют о том чтобы их куда-нибудь применили, а все остальные детали, крепеж и прочее тоже ждут своего часа, можно приступить к сборке остальных модулей.
Ось Z. Механику оси Z я решил разбить на 3 части. С консольным висящим столом получился бы 1 модуль, но консоль это скучно, а у нас вариантец повеселее и одним модулем в сборе он в принтер никак не влезет. Поэтому отдельно 2 консольных модуля (с валом и трапецией каждый) и основание стола (с подогревом и зеркалом):



Конечно, внимательный наблюдатель резонно возразит: а как же концепция снятия/установки любого модуля без затрагивания остальных? Ведь ни один из консольных модулей невозможно извлечь из принтера без снятия основания стола. Каюсь, грешен.

Но в данном случае иного малокровного выхода я не вижу. И это единственное подобное место во всем принтере. Да и, справедливости ради, от концепции я не так уж сильно отошел, просто теперь финальная сборка/разборка одного из модулей происходит внутри другого.
Ну а приверженцы консольных столов могут ставить “старый-добрый-провисающий”, никто не запрещает. Его как раз можно будет вставить в сборе вместо одного из модулей ”непровисающего”

Все провода, идущие “за пределы” модуля оканчиваются либо разъёмами, либо клеммами, так что при необходимости этот модуль также можно снять “в сборе” (без паяльника и кусачек) и, например, пристроить в другой принтер.
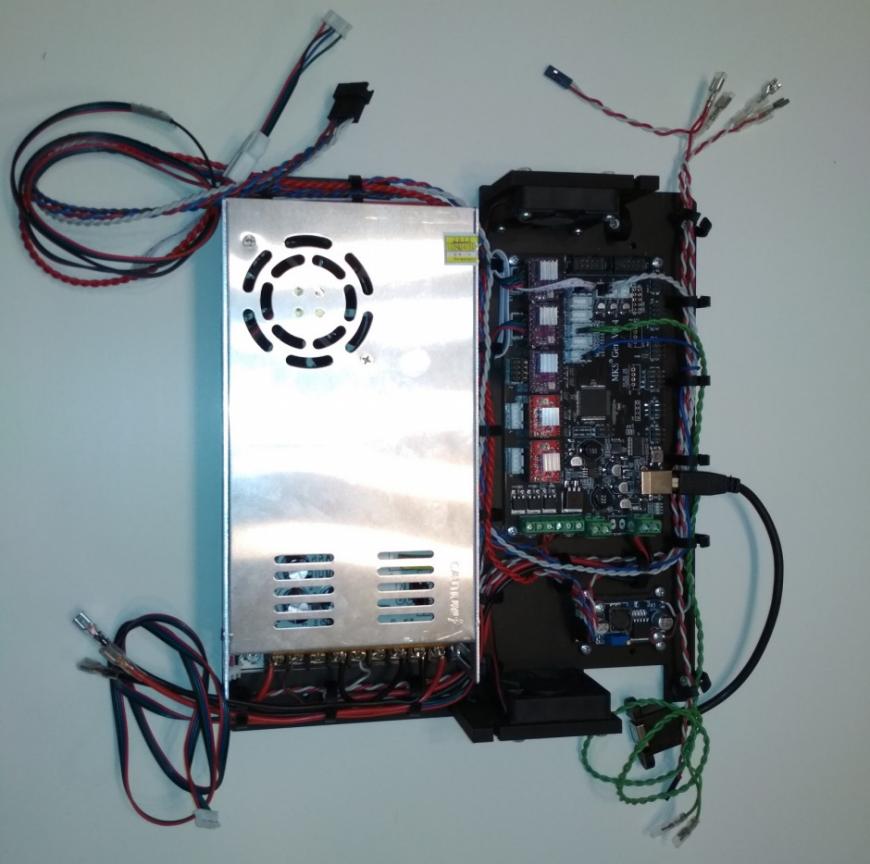
Электроника для подобного принтера стандартная – MKS gen1.4, драйвера X Y стандартные – А4988, Z и E - drv8825. Для этого принтера я отжалел умный тач-экран MKS tft32. Ставить в связке с ним 32хбитную плату управления считаю неоправданным мажорством, ибо 8битная MKS gen1.4, не расходуя ресурсы на отрисовку экрана (как, например, в случае с MKS mini12864), по моим наблюдениям, справляется без проблем и затупов с печатью деталей в общем-то любой сложности.
Опять же, справедливости ради: простецкий РАМПС 1.4 в связке c тем же MKS mini12864 ведет себя вполне адекватно и многочисленных затупов при печати высокополигональных моделей, которыми пугают здесь сторонники перехода на 32 бита, лично мною выявлено не было (прошивка marlin 1.8). Так что переходы на 32 бита считаю разговорами из области высших материй:

хотя и всецело их поддерживаю.
Как бы то ни было, в качестве платы управления можно ставить и gen1.4, и sbase, и robin, и тот же РАМПС, это уж как ваша душа повелит, все это чудесно работает с MKS tft32.
Печатная голова. Этот блок можно было собрать и без деталей из МДФ и описать в предыдущей статье, но я про него просто забыл))). Собственно вот и он:
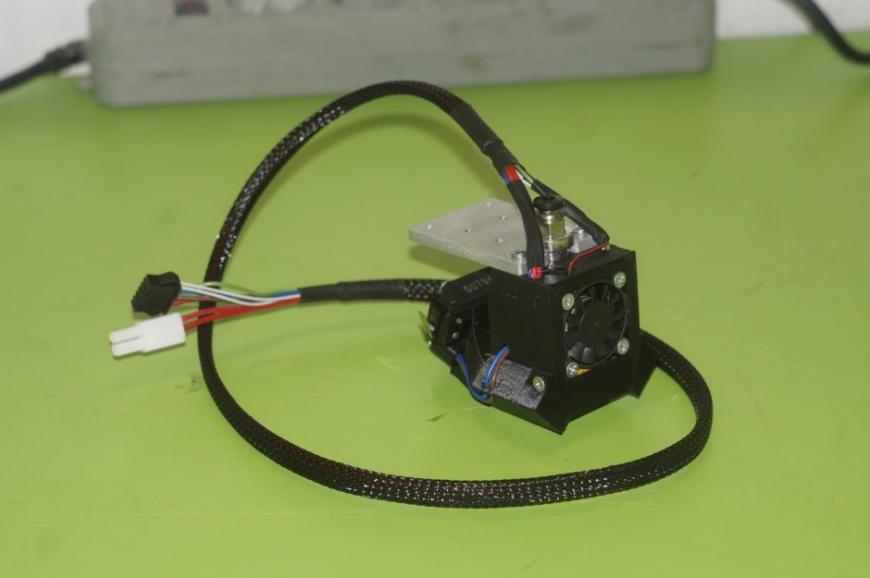
Тут у нас классический е3дв6 в неклассической упаковке. Выбор вентиляторов охлаждения и обдува для китайского е3дв6, их количество и расположение, утепление термоблока и т.п. - это песня, заслуживающая отдельной статьи, которую я обязательно напишу позже.
Здесь же приведен далеко не первый мой шаг на пути к священному Граалю, но думается и далеко не последний. Кроме этого, как я уже писал в предыдущих статьях, есть у меня химера и крепеж к каретке под нее из алюминия 4мм. Хотя для 2хцветной печати, пожалуй, лучше использовать что-нибудь поинтересней (желательно с механизмом подъёма не печатающего сопла), но этим я займусь чуть позже, тем более что кое-какие наметки в этом направлении имеются.
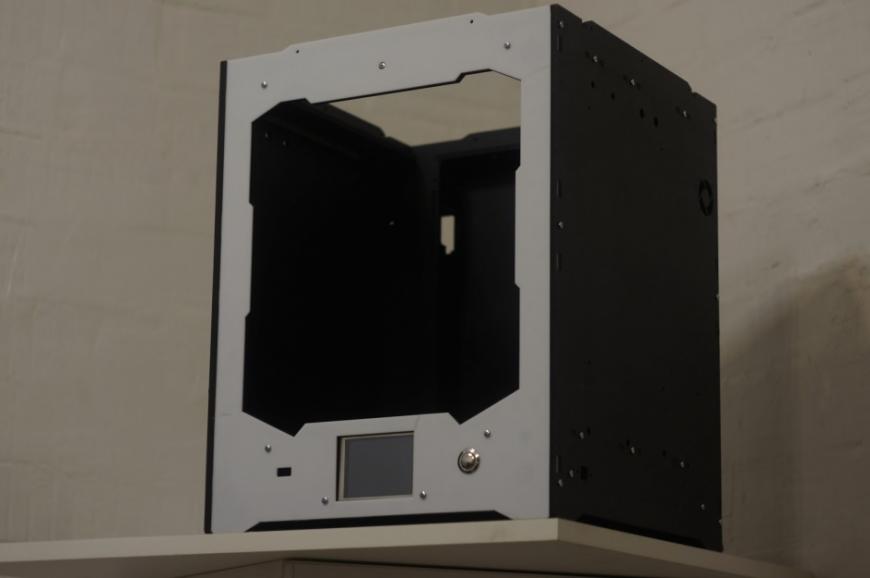
Корпус. Описывать тут особенно нечего - вставляем гайки - крутим винты - наслаждаемся результатом:
Собственно, все модули собраны и остаётся только соединить их вместе. Описанием этого процесса и полученным результатом я поделюсь с вами в следующей статье цикла, а сейчас несколько слов о таймингах:
Корпус - 37 минут
Ось Z - 49 минут
Эл.блок - 1час 33 минут
Время на сборку модулей собранных в этой статье составило 3 часа 27 минут. Плюс накину еще 9 мин из прошлой статьи на околосборочные, подготовительные и завершающие работы. В этот раз я их не засекал, т.к это имеет смысл скорее при сборке принтера от и до. Таким образом суммарное время потраченное на сборку всех деталей принтера на текущий момент составляет 4 часа 18 минут(!).
Многовато, но не спешите забрасывать меня тухлыми помидорами. Оптимизацией времени сборки займусь, пожалуй, позже, все-таки это прототип, на котором я изначально планировал “набить шишек”, столкнуться с проблемами, решить их и обнародовать доработанную версию. И, на мой взгляд вместо того чтобы оптимизировать время на сборку уже собранных узлов, логичнее довести весь процесс (не только собрать но и часов 50 отпечатать) до конца, чтобы видеть картину в целом и понимать на каких задачах нужно сфокусироваться для достижения поставленных задач. Да и просто хочется поскорей собрать своё детище и хорошенечко протестировать.
За сим ненадолго прощаюсь. Всем добра, позитива и хорошей межслойной адгезии!
Подпишитесь на автора
Как откалибровать стол 3D принтера? Или 80% успешной печати.
Что нам понадобиться?
Собственно любой тонкий металлический щуп, можно использовать заводские решения продаются за не большие деньги в авто магазинах. Но учтите что самые дешевые покупать не стоит. Так же из подручных материалов может подойти лезвие канцелярского ножа.
Далее собственно сам 3D принтер который надо откалибровать.
3D модель прямоугольника. Она потребуется для проверки.
Вот собственно и всё что нужно.
А зачем вообще калибровать стол?
Тут всё просто правильно откалиброванный стол сбережёт вам кучу нервов и времени, ведь если вы используете хороший адгезив, и у вас подобраны тепловые режимы, то вы не будете мучаться с проблемой отрыва модели, так же вы будете получать шикарную нижнюю поверхность, размеры модели по оси Z не будут "плыть", а так же не будет эффекта "слоновья нога". Да и поверхность стола прослужит намного дольше.
Сам алгоритм калибровки стола.
В начале берём щуп, для меня идеально подходит щуп 0.2 мм, по этому предлагаю вам взять данный щуп как отправная точка, а дальше по результату калибровки вы сможете подобрать подходящий вам зазор между столом и соплом, или же настроить параметр Z offset(зазор который выставляется в G - коде.).
Затем включаете нагрев стола и экструдера, в ту температуру в которой вы чаще всего печатаете. у меня это ABC пластик следовательно стол 100 градусов, экструдер 245.
Зачем надо нагревать стол и экструдер? А всё дело в тепловом коэффициенте расширения, то есть при нагреве многие материалы имеют свойство расширяться, на глаз это не видно, но для 3D печати это могут быть огромные значения. А если калибровать в рабочих режимах, то и этот коэффициент мы исключаем.
Если у вас подан в экструдер филамент, то его стоит отодвинуть, это надо что бы во время калибровки он не мешал стекающими "соплями".
Затем через меню принтера ищем пункт с калибровкой стола. У меня установлена прошивка Marlin 2.xx по этому в следующих фото я покажу где этот пункт находиться у меня.
далее начинается парковка всех осей в домашнюю зону, и после окончания парковки экструдер выдвигается в первую калибровочную точку.
И теперь при помощи барашков снизу, подгоняем зазор. Так что бы при проведении щупа вы почувствовали что он проходит с небольшой "натяжкой", это тяжело описать словами но как вы только набьете руку в этом деле то вы будете чувствовать этот момент сразу. Но всё приходит с опытом.
Затем нажимаем галочку и экструдер движется к следующему углу. Там проводим ту же операцию, И таким образом у вас должно получиться 4 угла, а далее в многих настройках есть пятая точка в центре, она нужна как контроль.
А что же она контролирует?
Ну собственно основная зона печати у принтеров это центр стола, по этому если у вас выставлены все зазоры то и центр должен проходить проверку щупом, но если в этом месте щуп свободно проходит или его закусывает, то продолжаем настраивать углы.
Могу по опыту сказать что бывает иногда надо сделать более 10 проходов по углам что бы откалибровать стол.
Но может получиться так что вы точно уверены что углы точно откалиброваны, но центральная точка всё равно не проходит проверку щупом, то тогда причину надо искать в направляющих, или столе.
И опять же из опыта скажу что если зона печати большая (больше 300мм*300мм) То очень часто наблюдаться кривизна стола. В таких случаях есть два пути решения это или настройка карты кривизны стола (это можно сделать как в ручную, но удобнее с помощью датчика). Второй вариант искать ровное стекло/зеркало, то есть очень высокого качества).
Уже закончили?
Можно сказать и так, но что бы самому себе доказать что ты молодец можно запустить тестовую печать, собственно для этого нам и потребуется 3D модель.
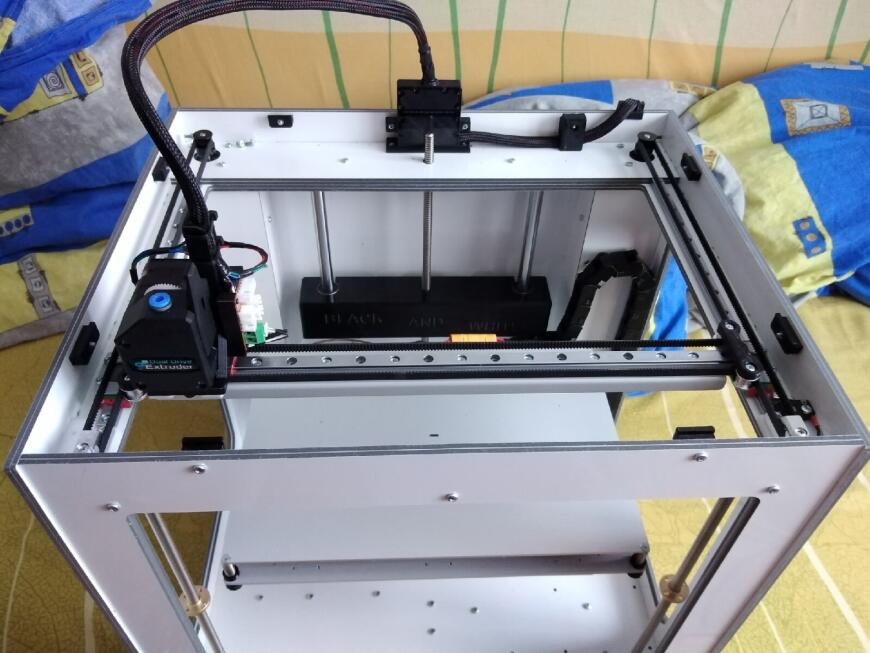
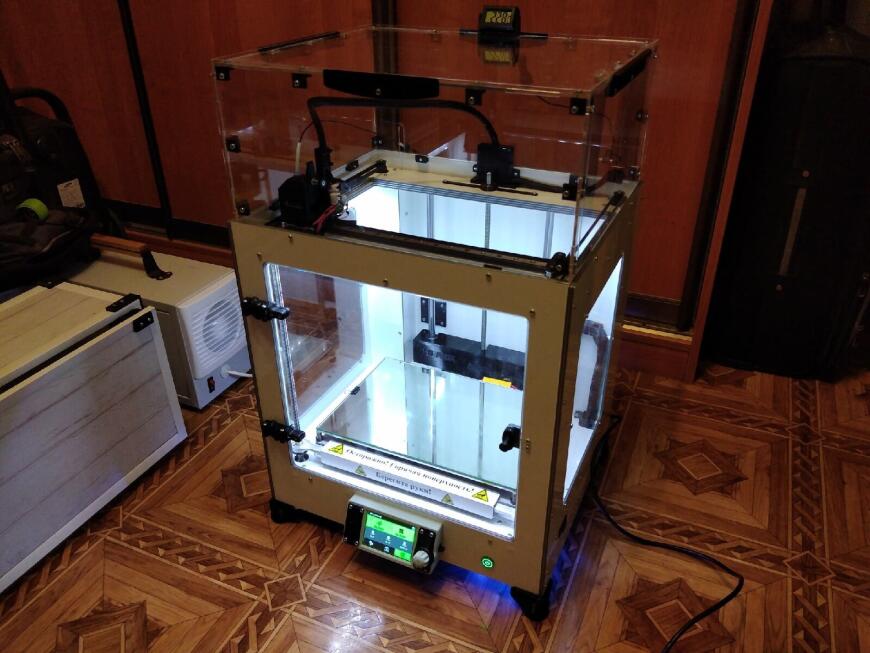
История одного эксперимента, или уходим от консольного стола на ZAV Pro v3
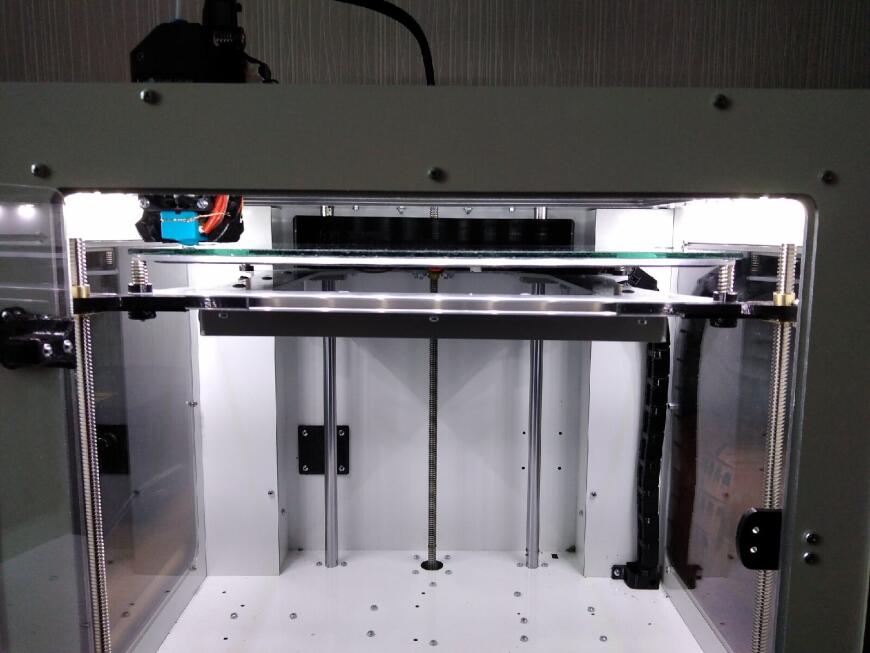
День добрый. Есть у меня старая рабочая лошадка - 3D-принтер ZAV Max Pro из МДФ с боуден системой подачи пластика. Принтер всем нравится, но мне захотелось избавиться у него от консольного стола, т.к. иногда замечал колебательные движения, которые делал свободный край стола при печати. Они небольшие, на качество почти не влияют, но глаз мозолят. С чем это связано – с микролюфтом подшипников на валах, или с недостаточной жёсткостью самого не маленького стола (300х200мм) – я не знаю, да и играть в угадайку мне не хотелось. В свете этого я решил провести эксперимент. Основная его суть в том, чтобы с минимальными изменениями готового корпуса принтера, а также с минимальными финансовыми вложениями, переделать консольное крепление стола на не консольный вариант. Кроме этого, я решил внести и другие экспериментальные изменения, относительно моего первого принтера из МДФ:
- директ на BMG (ускорится ли печать? улучшиться ли её качество? как пойдут флексы?);
- стол на разъёмном подключении с термозащитой от перегрева выше 120 градусов (удобство замены и обслуживания?);
- шпули на подшипниках (сколько проходят?);
- композитный корпус (резонансы и т.п. нюансы);
- ну и прочее по мелочи (изогнутая система обдува радиаторов платы управления, интегрирование термометра в пассивную термокамеру, использование резьбовых заклёпок для центровки пружин и т.п. мелочи).
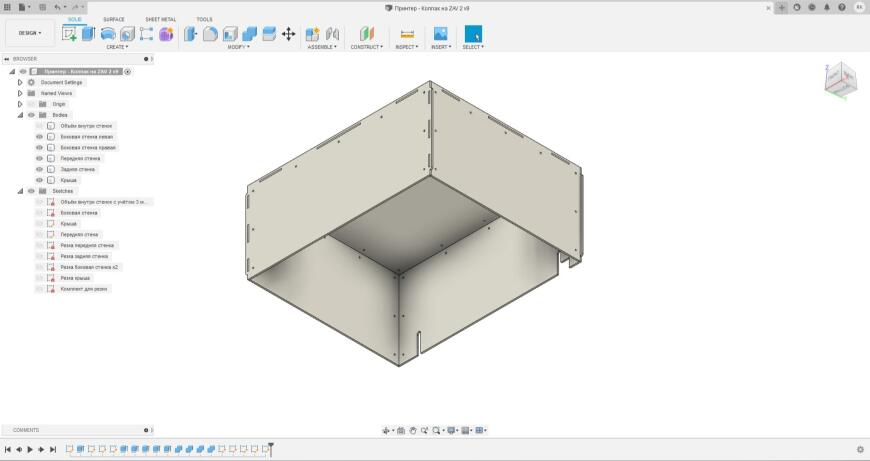
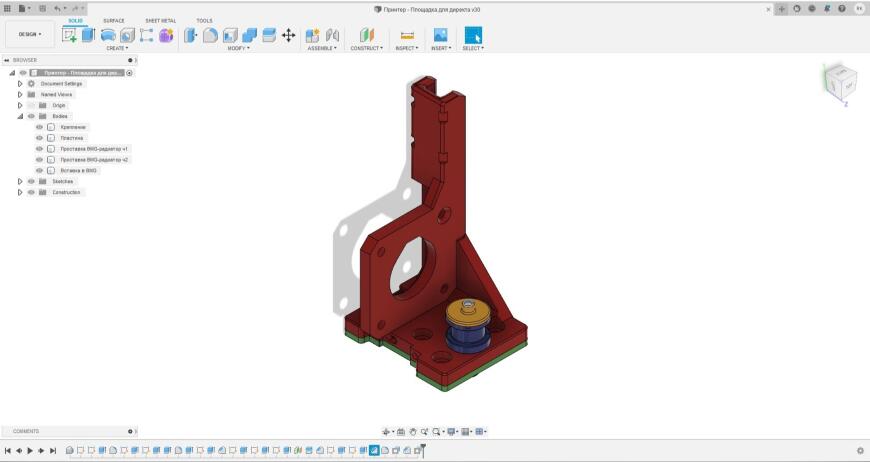
Чтобы не ломать нормально работающий принтер, и не остаться без оного на время эксперимента (а оно, я подозревал, будет длительным), мной был приобретён корпус принтера ZAV Pro V3 из композитного материала. После этого в Fusion 360 были смоделированы изменения, которые нужно было внести в уже сделанные детали дна – отверстия под дополнительные трапециевидные винты и крепления для блоков подшипников к этим винтам.
После были сделаны кондукторы для этих отверстий. При этом, при проектировании креплений и отверстий для них, я изначально заложил возможность замены блоков подшипников с трапециевидными винтами на мотор-винты, о чем нисколько не пожалел в будущем.


Далее всё это было установлено в корпус принтера и синхронизировано кольцевым ремнём GT-2 длиной 1310 мм и шириной 6 мм.

Затем была установлена электроника и остальная механика принтера, сделана разводка высоковольтной и низковольтной линий, установлена защита на кольцевой ремень.
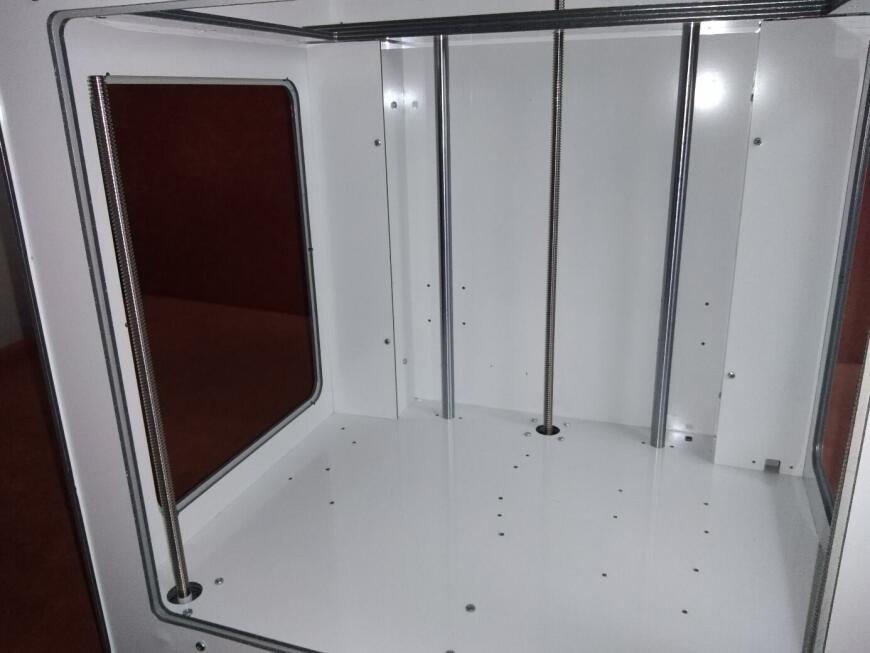
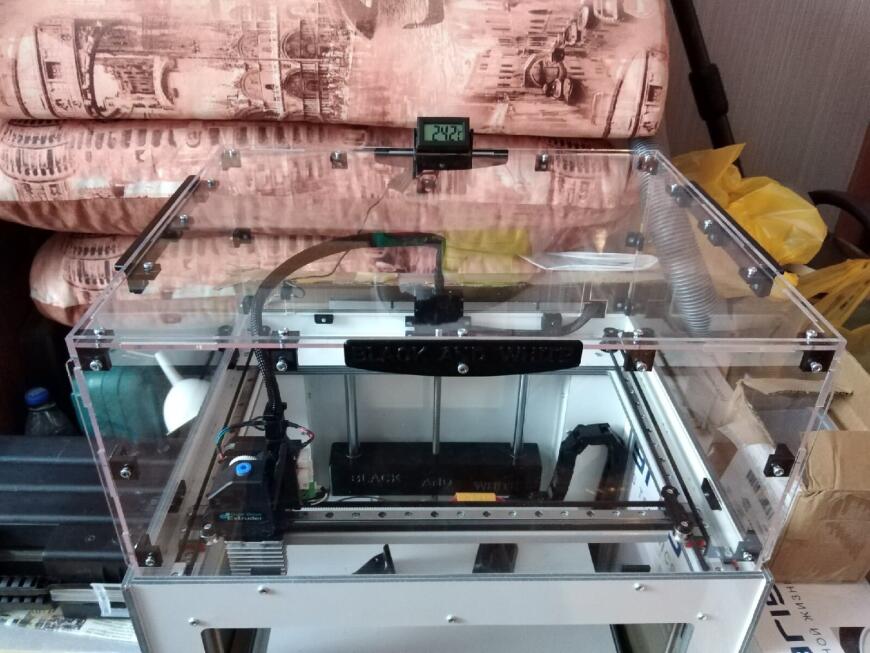
Также был спроектирован колпак для принтера. При этом колпак проектировался в первую очередь как защита от пыли, чтобы она не оседала на смазанные рельсы и валы.
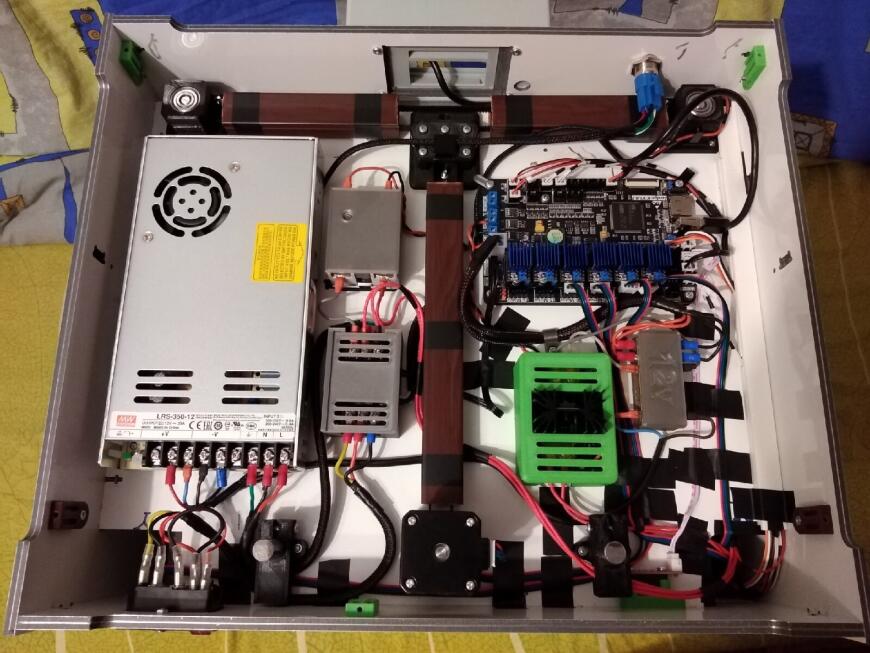
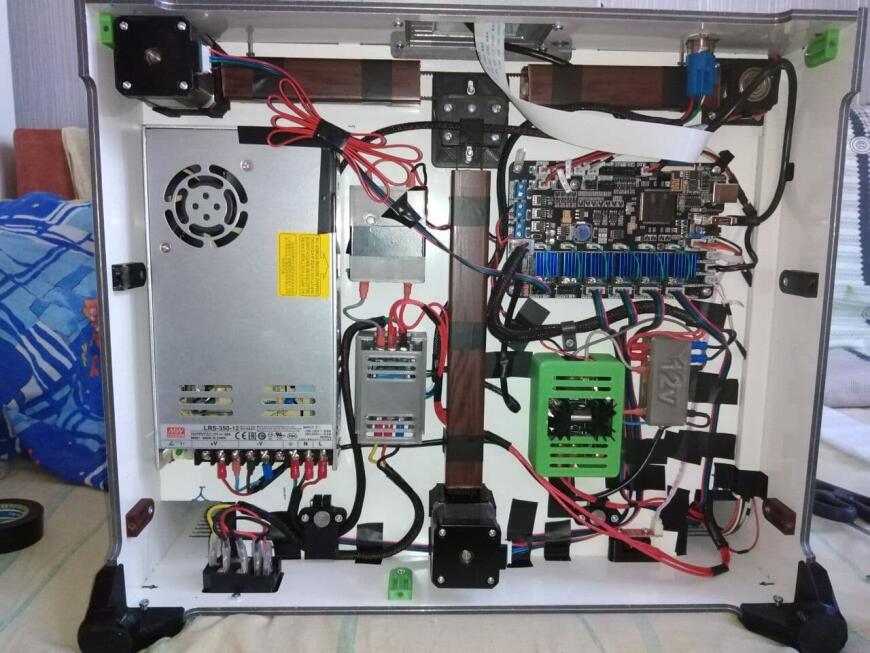
Теперь немного об электронике и механике принтера. В качестве платы управления используется Lerdge-K с платой Wi-Fi и блоком автовыключения питания. В виду того, что корпус принтера сделан из композитного материала с металлическими поверхностями, все элементы в подвале принтера (плата управления, реле, блок питания и т.п.) прикручены к корпусу через диэлектрические проставки, которые предотвращают любой контакт элементов с поверхностью металла корпуса. Также, все нагревательные элементы подключаются к плате или через управляемое реле (для нагревателя стола), или через управляемый мосфет (для нагревателя хотенда), т.к. их дешевле поменять, чем чинить плату управления, если нагреватель решить выйти из строя и утянуть что-либо с собой. Для стола использована силиконовая 300 ваттная грелка на 220 вольт, которая подключена через нормально замкнутое термореле, размыкающееся на 120 градусах. И нагреватель стола, и его термодатчик подключаются к шлейфу на разъёмах, что даёт возможность их замены без отсоединения всего шлейфа от платы в подвале принтера.
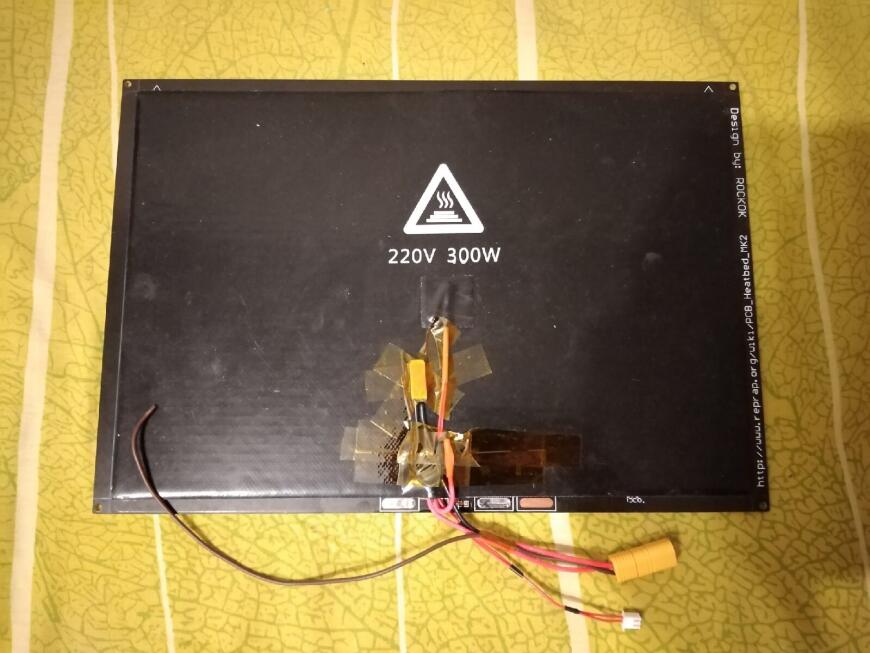
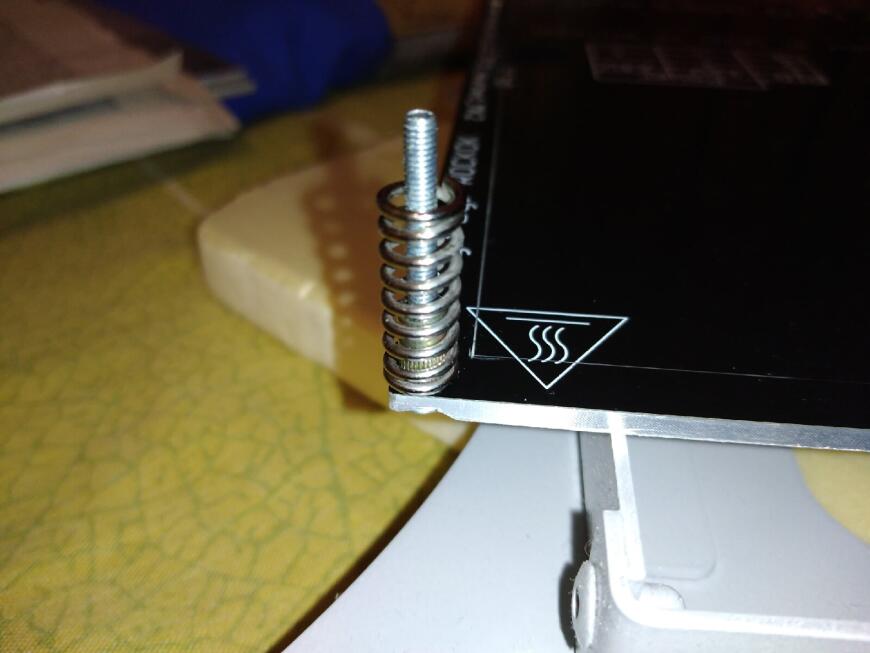
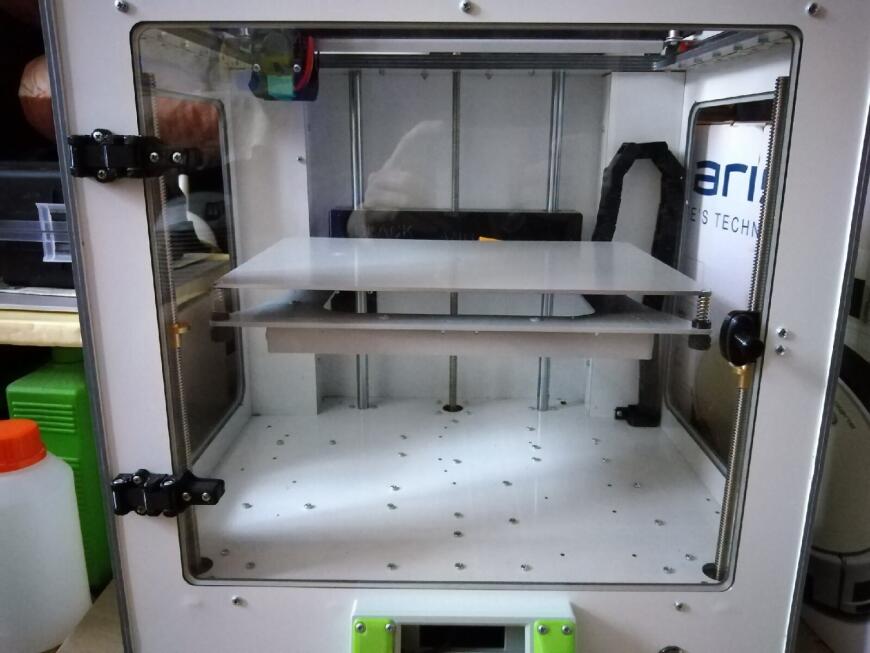
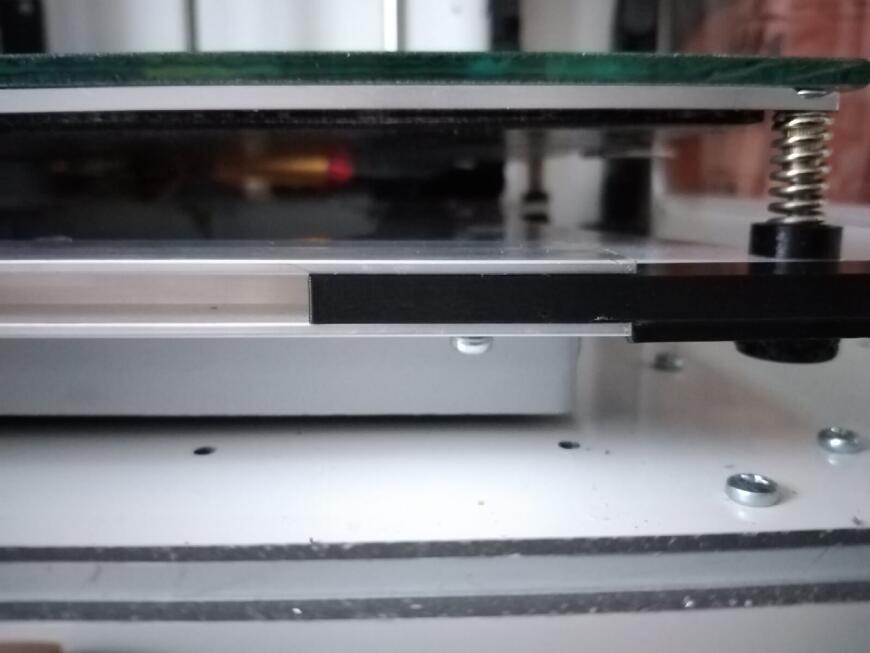
Сам нагревательный стол крепится к раме с помощью винтов м3 с потайной головкой. Винты прикручены к столу с помощью резьбовых заклёпок, которые отлично центрируют упорные пружины для выравнивания стола.
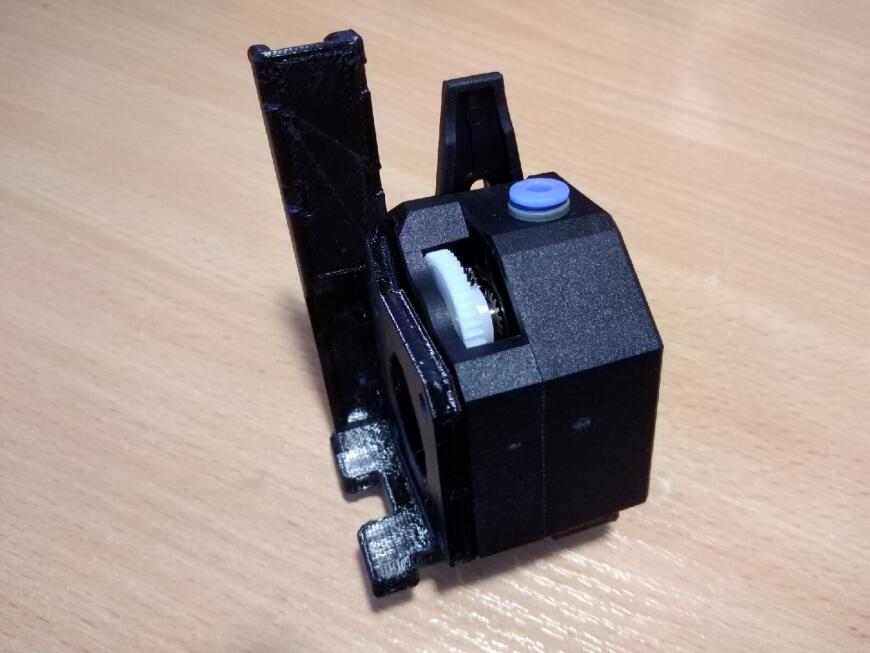
На оси «X» и «Y» были установлены рельсовые направляющие Hiwin MGN9H с широкими каретками. В качестве подающего механизма на этом принтере я решил использовать директ на базе фидера BMG. Для этого было распечатано специальное крепление.
Как и в случае со столом, вся проводка к голове идёт подключаемым шлейфом на разъёме, который вставляется в ответную часть со стороны принтера и имеет переходную плату со стороны печатающей головы.

Это позволило уменьшить длину проводов в подвижной части шлейфа и дало возможность производить замену электронных компонентов печатающей головы без необходимости распутывания всего шлейфа, идущего к голове. Достаточно вынуть разъём из переходной платы и заменить вышедший из строя компонент. Ну и раз механика и электроника принтера почти собраны, то пора отправлять ранее начерченные детали колпака и стенок с дверцей на лазерную резку и потом собрать всё в одно целое. По итогу всего этого получилась неплохое «остекление». На колпаке по бокам я установил небольшие печатные ручки, что очень облегчает его снятие и установку. Также встроил в колпак электронный термометр, на котором отображается температура в получившейся пассивной термокамере.
Далее была спроектирована и распечатана система для обдува драйверов на плате управления.


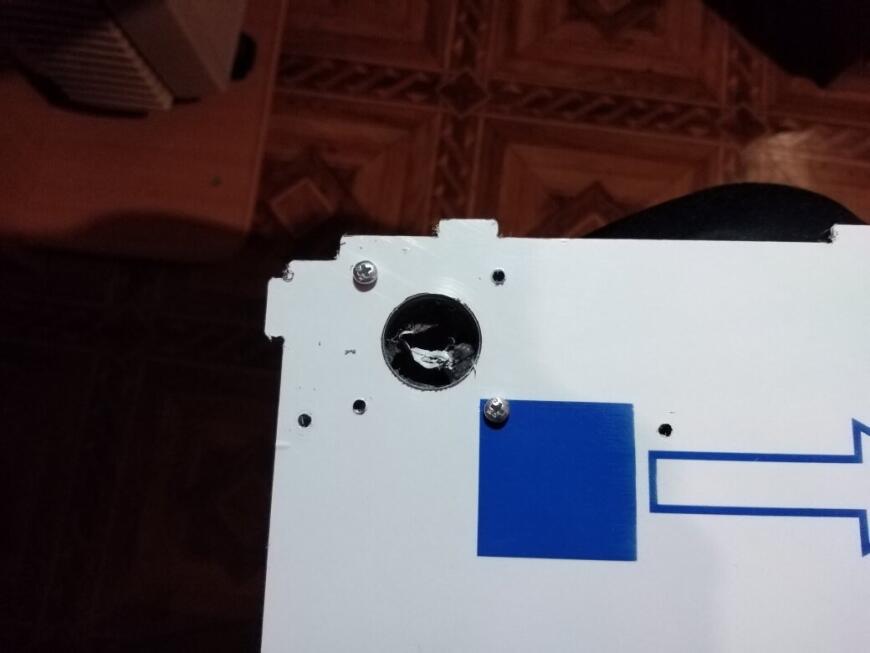
Затем были спроектированы и сделаны (сначала из пластика, а потом из алюминия) крепления свободного края консольного стола к передним трапециевидным винтам. Данные крепления фиксируются на свободном крае стола с помощью двутавра.
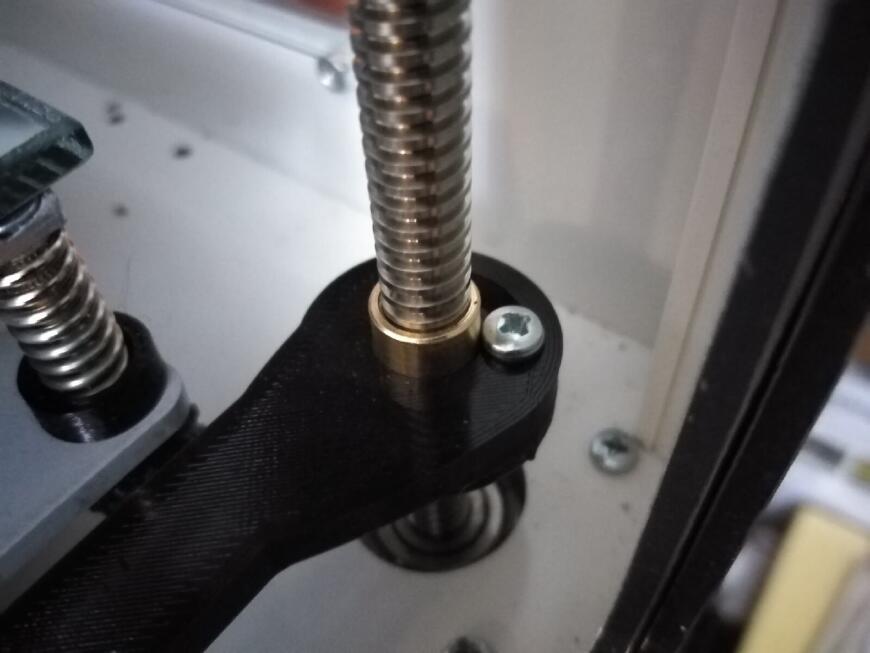

После этого начались эксперименты с печатью на таком модернизированном принтере. Увы, во время этих экспериментов вылезла проблема с пропуском шагов по оси Z, т.к. мощности одного двигателя (даже 17HS8401S-T8) не хватало для нормальной работы дополнительных передних винтов, что проявлялось именно на мелких передвижениях. Проблема была решена путём замены одного из блоков подшипников с трапециевидным винтом на второй мотор-винт. Данный мотор-винт был подключен к плате управления в качестве дублирующей оси Z. Также, оба мотор-винта и оставшийся блок подшипников с трапециевидным винтом были синхронизированы всё тем же кольцевым ремнём.
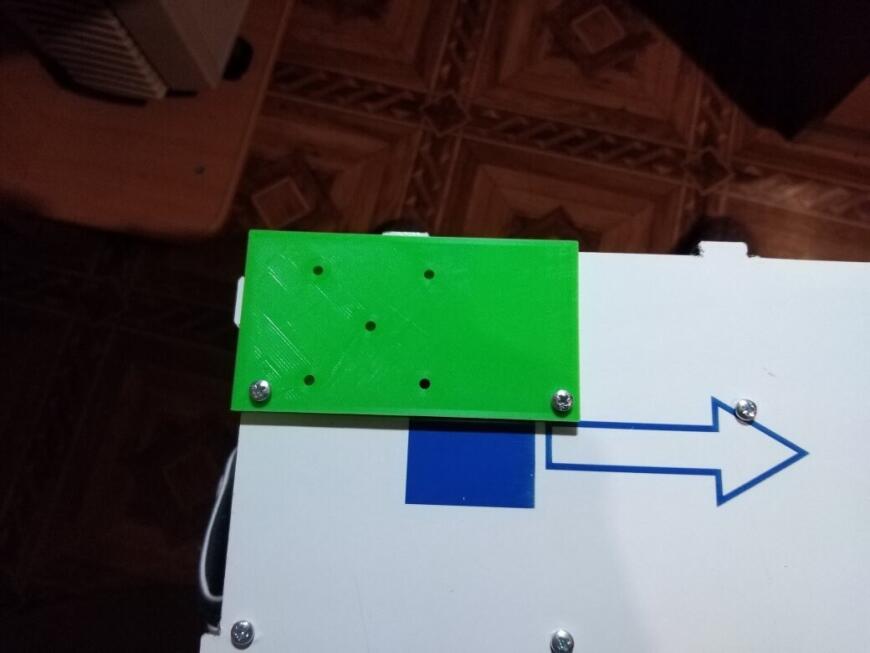
Ну и в качестве украшения была установлена цветная предостерегающая информационная табличка, которая также закрывает неприглядный алюминиевый двутавр.
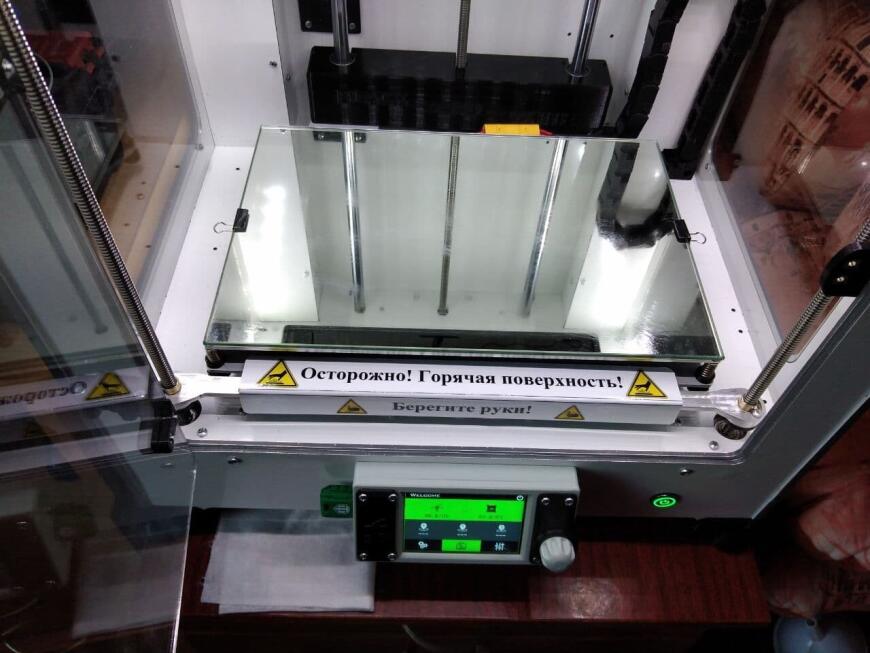
После установки второго мотор-винта проблема с пропуском шагов по Z ушла. И по итогу я получил тот результат, который и хотел – ушёл от стола с консольным креплением. Теперь при печати стол не вибрирует, а принтер нормально работает и радует глаз.
Итого, для переделки стола принтера на не консольный вариант, мне понадобились следующие элементы:
В плане возможного вопроса: «А стоило ли оно того?», скажу, что конкретно для меня – стоило. По итогу всех этих переделок я получил (как и говорил выше) то, что хотел - хороший принтер с не консольным столом, который не вибрирует при печати деталей. Кроме того, я приобрёл ещё и бесценный опыт, как в плане моделирования, так и в плане переделки готового изделия под свои нужды.
Читайте также: