Шкаф управления прессом кд
Обновлено: 29.04.2024
Сегодня публикую в рубрике Промышленное блога СамЭлектрик.ру небольшую заметку про переделку электрической схемы кривошипного пресса КД 2122К. Расскажу про механику и кинематику пресса, а также вместе построим принципиальную электрическую схему. В конце дам ссылки на статьи про подобное промышленное оборудование.
Пресс я застал в ужасном состоянии, он не работал вообще, мне предстояло полностью восстановить его электрическую схему.
С опытом появляется интуитивное чутьё, как у переводчика – язык алгоритма переводится в язык электросхем, и я уже знаю, как это сделать и на чем реализовать, причем вариантов может быть несколько.
В этой статье не важен сам пресс. Важен принцип, как и в любом деле. Думаю, что статья пригодится всем, кто сталкивается в своей работе с релейной автоматикой.
Заранее извиняюсь перед ценителями прекрасного - если для вас красота важнее принципов работы, поищите красивые картинки в Гугле.
Описание пресса
Работа пресса описывается словами так: Постоянно крутится двигатель с маховиком. При нажатии педали (или кнопки) срабатывает пневматическая муфта, через которую вращение маховика передается через кривошип на прессовой блок. Этот блок установленным на нем пуансоном либо резаком выдавливает в металле или вырезает нужные детали.
Видели работу паровоза, где продольное движение вперед-назад преобразуется во вращательное движение колеса? Вот, то же самое происходит и в этом прессе, только наоборот – вращательное преобразуется в движение вверх-вниз.
Положение маховика для его остановки (то есть, для отключения электромагнита муфты) определяется с помощью бесконтактного датчика БВК201:
Вот картинка, поясняющая работу этого датчика:
Показано исходное положение. Датчик активен, т.е. его контакты замкнуты. При вращении активатора в конце цикла он попадает в прорезь, и деактивируется. Далее важна инерция, благодаря которой активатор поворачивается ещё чуть, чтобы датчик снова стал активен. Эта инерция настраивается прижимом муфты.
Этот алгоритм мне нужно было реализовать в реальной схеме.
У меня на блоге есть также описания принципов работы и электрических схем других прессов – гидравлического и пневматического пресса . Рекомендую.
К прессу постоянно подводится сжатый воздух давлением не менее 6 кгс/см2 для работы муфты.
В интернете есть инструкции и схемы для этого и подобных прессов, схема очень сложная, на транзисторах, с множеством функций и установок. Как правило, схема быстро ломается, и умельцы (такие, как я) переделывают на упрощенный вариант. О чём речь в статье.
Работу пресса можно будет увидеть на видео в конце статьи.
Данные для построения схемы
Схема представляла собой такое безобразие:
Исходные данные следующие.
Педаль, кнопки включения/выключения двигателя, тумблер включения/выключения ручного режима (режима наладки), две кнопки ручного проруба (как в прессе гидравлическом и пневматическом), индуктивный датчик положения кривошипа. Это входные элементы схемы.
Выходные данные – электродвигатель асинхронный трехфазный 1,5 кВт, клапан электропневматический на +24 В, и немного индикации.
Поскольку трансформатор уже был, то по любому цепи управления будут питаться через него. Вариант с гальванической развязкой всегда более предпочтительнее, поскольку схема будет под низким потенциалом, и безопасна при прикосновении к токоведущим частям.
Конечно, конфетку из этого:
сделать не получится, поскольку вариант бюджетный, но работать надежно моя схема будет, гарантирую. На момент написания статьи пресс крутится больше двух лет, без рекламаций.
Некоторые детали
Как определяется время, когда нужно выключить муфту? По щелевому индуктивному концевому выключателю (бесконтактному датчику приближения) БВК201, у которого три провода:
- красный – +24В,
- белый – 0В,
- синий – выход.
Датчик нормально открытый, PNP.
Подробнее, что это означает, я писал в статье про датчики .
Важно! Датчик БВК – с открытым коллектором, а это значит, что вольтметром его не проверить, его надо обязательно подключать на нагрузку. Например, на катушку реле. Или на резистор 1-2 кОм, и на нем мерить напряжение, внося в щель датчика активатор (металлическую пластину).
Клапан пневматический – нормально закрытый, когда на него подается 24 В постоянного тока, он приводит в действие муфту. Реально у клапана 2 катушки, соединенных параллельно.
Панель управления выглядела так:
Со стороны подключения:
Составляем схему кривошипного пресса
Простейшая схема, которая реализует нужный алгоритм, может выглядеть так:
Что напоминает? Да, это классическая схема с самоподхватом, которая широко применяется для запуска электродвигателей . Нулевой провод датчика решил не указывать, чтобы не загромождать схему. Не стал показывать и силовые, аварийные и питающие цепи – по этому вопросу я уже писал на блоге не раз.
Контакты датчика – равносильны кнопке “Стоп”, SB – это педаль, либо 2 последовательные кнопки на панели. Реле КА1 имеет 2 группы контактов – одни для самоподхвата, другие – для включения электромагнита пневмоклапана ЭМ.
Работу схемы с самоподхватом можно представить как триггер, поскольку при кратковременном нажатии на Пуск она взводится, т.е Пуск = Set, Стоп = Reset, КА1 = Q (выход).
Нажатие на педаль SB – реле КА включается, становится на самоподхват своими контактами КА, и остается включенным до тех пор, пока датчик не разомкнет цепь питания реле. Так может пройти несколько ударов, пока оператор держит нажатой педаль. При отжатии педали цикл удара завершится в верхней точке, в месте перехода датчика через ноль.
При совершении полного оборота датчик деактивируется, КА1 выключается, активатор датчика по инерции проворачивается, и датчик активируется, чтобы можно было начать новый цикл прессования.
Чтобы при переходе через ноль клапан не щёлкал, контакты КА1, включающие ЭМ, можно зашунтировать НО контактами педали. Поскольку таких контактов у педали, как правило, нет – нужно поставить промежуточное реле.
Продолжаем усовершенствовать схему. Для того, чтобы можно было непрерывно вращать маховик, датчик можно зашунтировать. Тогда при кратковременном нажатии на педаль ЭМ включится, и будет оставаться включенным, пока не будет выключен непрерывный режим:
На этой схеме я и остановился, только датчик включен через промежуточное реле.
Ещё есть в режиме наладки интересная и нужная особенность – при включении этого ручного режима можно сделать так, чтобы двигатель отключался. Тогда можно вручную крутить маховик как в одну, так и в другую сторону. Это полезно в тех аварийных случаях, когда пуансон пресса застревает в нижнем положении. Произойти это может в разных случаях – заклинивание детали, пропадание воздуха (точнее, понижение давления), и попадание руки под пресс. К сожалению, все эти случаи в массовом производстве – не редкость…
Продолжаем усложнять. Вводим ещё одно реле КА2, которое позволяет работать в режиме “1 нажатие = 1 удар”. Этот режим нужен для безопасности и не позволяет оператору сильно увлекаться.
Правая часть схемы осталась абсолютно та же, только второй НЗ контакт педали служит “анти-самоподхватом” – если педаль нажата, он разомкнут, и при размыкании датчика в конце цикла реле КА2 выключается.
Выключается этот режим тумблером SA2.
Нулевая защита
Про нулевую защиту я уже писал в статье про аварийные цепи в промышленном оборудовании . Основной смысл таков, что станок не должен начать вращаться при включении питания. Нужно сначала привести все механизмы в исходное состояние, нажать на кнопку готовности, и только потом можно запускать двигатели.
Например, такой принцип заложен в нулевой защите токарных станков – при подаче питания двигатель невозможно будет включить, пока коробка передач не будет приведена в нейтральное положение.
Предлагаю схему, которая при подаче питания проверяет, что педаль в ненажатом состоянии, о чем будет говорить включенное реле КА3:
При кратковременном нажатии педали SB реле КА3 продолжает оставаться включенным на самоподхвате, и на самоподхват становится КА1. Через контакты реле КА1 и КА3 включается ЭМ. При деактивации датчика (конец цикла) оба реле сбрасываются. За счет инерции датчик опять становится активным, и КА3 включается. Схема вновь готова к работе.
Такая схема исключает самопроизвольное включение пресса при проблемах с педалью – застревание, нажатие произвольным предметом.
Что получилось
Не судите строго, всё делалось на скорую руку и из подручных деталей.
Короче, бюджетный вариант:
Фото сделано после двух лет эксплуатации пресса. Вон тот черный кабель на верхние клеммы вводного автомата цеплял не я!
Видео работы пресса
Если хотите узнать, как составляются релейные схемы по науке – скачайте интересную книжку:
• Логические приемы составления и анализа релейно-контактных и бесконтактных схем / Методические указания (пособие) к практическим занятиям по курсу «Системы автоматизированного управления» Направление 220300 - Автоматизированные технологии и производства, pdf, 304.8 kB, скачан: 544 раз./
Файл Splan, в котором я делал схемы к этой статье:
• Пресс КД / Схемы в формате SPlan., zip, 16.7 kB, скачан: 703 раз./
Шкаф управления прессом (электрошкаф, щит)
Шкафы управления прессами используются для управления производственным оборудованием и контроля за режимами его работы. Они регулируют функционирование отдельных элементов механических и гидравлических прессов.
Шкаф управления прессом может иметь различную форму, функциональность, конструктивное исполнение и панель оператора. Все изделия соответствуют действующим в нашей стране производственным нормам и государственным стандартам.
Шкаф управления механическим или гидравлическим прессом состоит из следующих элементов:
- Устройства плавного пуска оборудования.
- Контроллеры, обеспечивающие заданный режим работы и проверяющий исправность устройства в процессе функционирования.
- Автоматические выключатели для защиты от коротких замыканий и поражения электрическим током.
- Аппаратура для коммутации.
- Световые сигналы, индикаторы и органы управления прессом.
При изготовлении гидравлических прессов серий ДГ24хх, ДЕ24хх и других, используемых для прессования изделий из термореактивных пластмасс, Оренбургский завод прессовых машин использует современные шкафы управления. Они обеспечивают полную функциональную взаимозаменяемость с электрошкафами серии Ш9101, используемых ранее. Шкаф управления совместно с механизмами конечных выключателей обеспечивают циклограмму работы пресса.
 |  |  |
Щит управления обеспечивает следующие режимы работы пресса:
- Наладка (ручная работа). В этом режиме пресс управляется кнопками ручного управления. Движение механизма продолжается при нажатии кнопок или до достижения ограничительных устройств. Этот режим позволяет отладить работу отдельных узлов пресса, выставить конечные выключатели, проводить профилактические работы по обслуживанию пресса.
- Полуавтоматическая работа. В этом режиме пресс запускается в работу на один цикл.
- Автоматическая работа. В этом режиме движения ползуна (ходы) осуществляются автоматически.
- Работа в комплексе. В этом режиме пресс запускается в работу в составе технологической линии и управляется внешними общими для линии устройствами.
Процесс работы может быть прямым или трансферным прессованием с автоматическим поддержанием заданной температуры матрицы и пуансона. Возможные варианты работы пресса в соответствии с технологическими требованиями:
- с выталкивателем или без него;
- отключение двигателя на время выдержки под давлением происходит автоматически при установке выдержки более 90 секунд;
- в режиме «без двигателя», отключение двигателя происходит сразу после достижения заданного давления независимо от значения выдержки;
- с подпрессовками или без них;
- с гидроаккумулятором или без него;
- с литьевой приставкой или с механизмом съема или с боковыми знаками или без них;
- с защитным экраном или без него;
- с блокировкой по аварии или без блокировки.
Блок выполняет функции подсчета и индикации числа ходов, самопроверку исправности элементов схемы и датчиков, показывает состояния оборудования (напряжение в схему подано; главный привод включен; давление подпрессовки, прессования, аккумулятора; режимы и варианты работы пресса; блокировку, аварию), обеспечивает цифровую индикацию количества сменных ходов механизма (сбрасываемое), суммарное количество рабочих ходов (несбрасываемое), текущую температуру, установки режимов, тип аварии, обеспечивает различные варианты защиты и блокировки.
Микропроцессорный контроллер, установленный в шкафу, позволяет регулировать температуру матрицы и пуансона в диапазоне от 10 до 600 °С (но не менее температуры окружающей среды), вводить временные интервалы для выдержки изделия под давлением, время работы механизмов, количество подпрессовок.
Шкаф предназначен для работы в условиях соответствующих УХЛ4 по ГОСТ 15150, в не взрывоопасной окружающей среде не содержащей токопроводящей пыли, агрессивных газов и паров в концентрациях разрушающих металл и изоляцию, и соответствующей группам 1-3 по ГОСТ 24682. Степень защиты IP43 по ГОСТ 14254.
Питание электрооборудования пресса осуществляется через общий вводной выключатель от цеховой сети трехфазного переменного напряжения 380В, 50Гц. Питание цепей обогрева осуществляется переменным напряжением 220В, 50Гц. Мощность обогрева пресс-форм не более 12 кВт на каждую.
Наряду с типовыми моделями щитов возможно изготовление изделий по индивидуальным проектам. Электрический щит управления для гидравлического пресса может быть оборудован дополнительными узлами, обеспечивающими работу прессов с гидроподушками, без гидроподушек и с выталкивателями.
Пресс кривошипный КД2128 63 тонны
Пресс кривошипный КД2128 усилием 63 тонны предназначен для работы с листовым, ленточным металлом посредством холодной штамповки. Применяется в различных областях современного производства.
Пресс кривошипный КД2128 усилием 63 тонны предназначен для работы с листовым, ленточным металлом посредством холодной штамповки. Операции проводимые на прессе: вырубка, пробивка, гибка, неглубокая вытяжка и др. позволяют его применяеть в различных областях современного производства при мелкосерийном, серийном, массовом типе производства.
Пресс КД 2128 (К2128) произведен с использованием высококачественных материалов, соответствует современным стандартам качества и сокращает необходимость привлечения большого количества квалифицированных рабочих.
Для оптимизации технологического процесса обработки металлических заготовок служит разнообразная комплектация пресса. Дополнительно пресс может быть оснащён различными приспособлениями, инструментами, и механизмами, увеличивающими его функциональность, а также установлена автоматическая подача заготовок, что позволит значительно сократить время производственного цикла и повысить производительность автоматической или поточной линии.
Пневматическая многодисковая фрикционная муфта-тормоз жестко сбалансирована. Муфта надежно фиксирует ползун, имеется удобная настройка зазоров для рабочих дисков в зависимости от степени их износа.
Преимуществами пресса К2128 является простая система управления, пониженный уровень шума, защита ползуна от перегрузки, надежность эксплуатации. На прессе установлена централизованная система смазки основных пар трения.
Купить пресс КД2128 можно в ОЗПМ, обратившись по форме обратной связи или по телефонам, указанным в контактах.
 |  |  |
Работа пресса КД2128 на непрерывных ходах
Работа пресса КД2128 на одиночных ходах
В базовую комплектацию входит:
- Кривошипный пресс в сборе;
- Шкаф управления, педаль управления;
- Паспорт и руководство по эксплуатации;
- Ящик ЗИП.
Дополнительное оборудование:
- Разматывающее устройство;
- Правильное устройство;
- Валковая или клещевая подача;
- Ножницы для резки отходов;
- Пневматическая подушка.
| Технические характеристики | КД2128 |
| Номинальное усилие пресса, кН | 630 |
| Ход ползуна, мм | 10. 100 |
| Размеры стола, мм | 480х710 |
| Расстояние между столом и ползуном в его нижнем положении при наибольшем ходе, мм | 340 |
| Расстояние от оси ползуна до станины, мм | 260 |
| Диаметр отверстия в столе, мм | 300 |
| Частота ходов ползуна, в минуту (непрерывных, одиночных) | 90, 45 |
| Толщина подштамповой плиты, мм | 80 |
| Размеры отверстия в столе, мм: | 240х360 |
| Расстояние в свету между стойками станины, мм | 340 |
| Мощность электродвигателя, кВт | 7,5 |
| Габариты, мм | 1450х1730х2880 |
| Масса, кг | 5890 |





















Форма оплаты, порядок поставки, гарантия КД2128:
- Продажа осуществляется на условиях 50% предоплаты при заказе станка в производство и 100% предоплаты при их наличии на складе.
- Доставка осуществляется транспортными компаниями Поставщика или Покупателя по договоренности, а также ж/д транспортом.
- Транспортные расходы по доставке товаров оплачивает Покупатель.
- Гарантия на всю новую продукцию 12 мес, на продукцию после капитального ремонта 6 мес.
Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой.
Чтобы получить коммерческое предложение на определенную модель
нашей продукции просто заполните форму ниже
© 2010-2020
ООО "Станкогид"
Отправляя любую форму на сайте вы соглашаетесь с Политикой конфиденциальности
Сайт носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ч.2 ст. 437 ГК РФ. Внешний вид, цвет, комплектация и характеристики товаров указаны ориентировочно, могут не совпадать с обновленными моделями — уточняйте информацию у менеджеров.
Адрес: г. Оренбург,
ул.Народная, 12/3
Укажите Ваше имя, организацию, номер Вашего телефона и мы обязательно свяжемся с Вами.
Системы управления и автоматизации
Система управления «Соло 3» предназначена для замены устаревших блоков управления БУБ-1, БУБ-2, БЛУ-1, БЛУ-2 в ящиках БУБ-1А, БУБ-2А, Я9101, Я9102 и релейно-контактных схем управления листовыми ножницами и механическими прессами КД2124, К2128, К2130, К2320 и т.д.
Система управления кузнечно-прессовым оборудованием «СОЛО 3»
Данная система управления по соотношению цена–качество не имеет аналогов на Российском рынке. В отличие от блоков управления БУБ и БЛУ, система управления «Соло 3» полностью автоматизирует управление и диагностику, что позволяет специалисту, даже с низкой квалификацией, легко устранять неполадки в работе кузнечно-прессового оборудования.
«СОЛО 3» - это три системы в одной
- Система управления - обеспечивает надежную и безопасную работу пресса;
- Система диагностики - идентифицирует более 50 неисправностей и сбоев в работе оборудования;
- Система обучения – указывает штамповщику на последовательность действий.
C помощью поставляемого под заказ переходного кабеля, монтаж и демонтаж системы управления «Соло 3» в ящики Я9101, Я9102, БУБ-1А, БУБ-2А не займет много времени - соединить разъем и подключить 2 пускателя.
Всё управление берёт на себя«СОЛО 3»
Автоматически из работы исключаются все старые элементы схемы: блок управления, блок индикации, электромеханический счетчик ходов, тумблеры, переключатели и т.д. Если каждый датчик завести на соответствующий вход «Соло 3», Вы получите полноценную, полностью диагностируемую автоматизированную систему управления.
Старый источник питания меняется на новый - современный, компактный, с защитой от перенапряжений и короткого замыкания, благодаря чему срок службы бесконтактных датчиков увеличивается многократно! «Соло 3» создана на базе современных решений, полностью адаптирована под старые системы управления БУБ и БЛУ, в то же время, эта система нового поколения, отвечающая требованиям сегодняшнего дня.
Предлагаем Вашему вниманию современные ящики управления кузнечно-прессовым оборудованием «Соло 3»
Подключение ящика «Соло 3»
к кузнечно-прессовому оборудованию:
- через штатные разъемы
- через клеммники
Габаритные размеры ящиков:
- 650 х 500 х 220 мм
- 800 х 650 х 250 мм
- 1000 х 650 х 300 мм
Система управления кузнечно-прессовым оборудованием«СОЛО 4».
Предлагаем Вашему вниманию систему управления кузнечно-прессовым оборудованием «Соло 4». В отличие от «Соло 3» к системе «Соло 4» можно подключать:
- до 3 пультов управления,
- муфту отдельно от тормоза
На базе системы управления «Соло 4» изготавливаем системы управления гидравлическими прессами.
Системы управления и переходные кабели в наличии. Отгрузка на следующий день после поступления денег на расчетный счет.
Срок изготовления ящиков управления 1-3 недели (зависит от количества заказов).
Доставка транспортными компаниями: СДЭК, Деловые Линии, ПЭК, Экспресс-Авто, КИТ, РАТЭК, Энергия, ЖелДорЭкспедиция или почтой России.
Мы стремимся сделать Ваш труд легким, продуктивным и безопасным.
Пресс КД. Переделка электрической схемы
Сегодня публикую в рубрике Промышленное моего блога небольшую заметку про переделку электрической схемы кривошипного пресса КД 2122К (фото слева). Пресс я застал в ужасном состоянии, он не работал вообще, мне предстояло полностью восстановить его электрическую схему.
С опытом появляется интуитивное чутьё, как у переводчика – язык алгоритма переводится в язык электросхем, и я уже знаю, как это сделать и на чем реализовать, причем вариантов может быть несколько.

Маховик пресса. Видно шланг, воздух в котором приводит в действие муфту
Видели работу паровоза, где продольное движение вперед-назад преобразуется во вращательное движение колеса? Вот, то же самое происходит и в этом прессе, только наоборот – вращательное преобразуется в движение вверх-вниз.
СамЭлектрик.ру в социальных сетях:
Подписывайтесь! Там тоже интересно!

Бесконтактный датчик для определения углового положения маховика пресса
Работа датчика положения
У меня на блоге есть также описания принципов работы и электрических схем других прессов – гидравлического и пневматического пресса. Рекомендую.

Шильдик пресса КД 2122К усилие 16 тонн
Схема электрическая пресса КД
Конечно, конфетку из

Потроха внутри электрошкафа
сделать не получится, поскольку вариант бюджетный, но работать надежно моя схема будет, гарантирую. На момент написания статьи пресс крутится больше полутора лет, без рекламаций.

Датчик БВК 201. По нему определяется положение маховика пресса
Подробнее, что это означает, я писал в статье про датчики.
Важно! Датчик БВК – с открытым коллектором, а это значит, что вольтметром его не проверить, его надо обязательно подключать на нагрузку. Например, на катушку реле. Или на резистор 1-2 кОм, и на нем мерить напряжение, внося в щель датчика активатор (металлическую пластину).

Клапан пневматический с электромагнитными катушками
Панель управления (кнопки) выглядели так:

Кнопки пресса на панели управления

Кнопки панели управления пресса, вид с обратной стороны. Внизу видно часть педали
Составляем схему пресса
Простейшая схема пресса кривошипного
Что напоминает? Да, это классическая схема с самоподхватом, которая широко применяется для запуска электродвигателей. Нулевой провод датчика решил не указывать, чтобы не загромождать схему. Не стал показывать силовые, аварийные и питающие цепи – по этому вопросу я уже писал на блоге не раз.
Работу схемы с самоподхватом можно представить как триггер, поскольку при кратковременном нажатии на Пуск она взводится, т.е Пуск = Set, Стоп = Reset, КА1 = Q (выход).
Чтобы при переходе через ноль клапан не щёлкал, контакты КА1, включающие ЭМ, можно зашунтировать НО контактами педали. Поскольку таких контактов у педали, как правило, нет – нужно поставить промежуточное реле.
В схему добавляем выключатель SA1
Схема пресса с ограничением в 1 удар
Про нулевую защиту я уже писал в статье про аварийные цепи в промышленном оборудовании. Основной смысл таков, что станок не должен начать вращаться при включении питания. Нужно сначала привести все механизмы в исходное состояние, нажать на кнопку готовности, и только потом можно запускать двигатели.
Схема с нулевой защитой

Собранная схема пресса КД
Фото сделал вчера, после полутора лет эксплуатации пресса.
Вон тот черный кабель на верхние клеммы вводного автомата цеплял не я!
• Логические приемы составления и анализа релейно-контактных и бесконтактных схем / Методические указания (пособие) к практическим занятиям по курсу «Системы автоматизированного управления» Направление 220300 - Автоматизированные технологии и производства, pdf, 304.8 kB, скачан: 1092 раз./
• Пресс КД / Схемы в формате SPlan., zip, 16.7 kB, скачан: 1399 раз./
Релейная логика
Как я уже говорил, любой схеме на реле соответствует схема на логических элементах. И, ИЛИ, НЕ, Линия задержки, Триггер (ячейка памяти) – всё это реализуется на реле.
Вот интересное видео, где об этом подробно рассказано:
Ещё схема
Читатель Сом прислал схему, которую он собственноручно монтировал на подобные пресса. См. комментарии от 8 июля 2018 г.
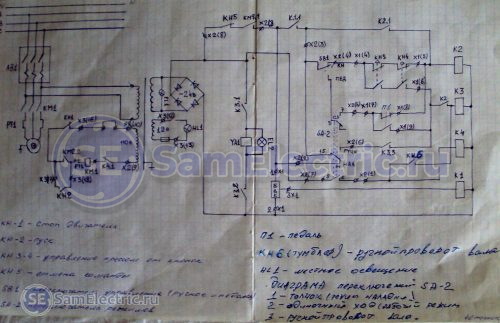
Схема пресса КД от читателя

Пресс КД. Клеммники и расположение элементов на прессу

Диаграмма переключателя режимов работы пресса
На сегодня всё, прошу делиться опытом по релейной автоматике и задавать вопросы в комментариях!
Читайте также: