Шкаф управления гидравлическим прессом
Обновлено: 04.05.2024
Шкафы управления прессами используются для управления производственным оборудованием и контроля за режимами его работы. Они регулируют функционирование отдельных элементов механических и гидравлических прессов.
Шкаф управления прессом может иметь различную форму, функциональность, конструктивное исполнение и панель оператора. Все изделия соответствуют действующим в нашей стране производственным нормам и государственным стандартам.
Шкаф управления механическим или гидравлическим прессом состоит из следующих элементов:
- Устройства плавного пуска оборудования.
- Контроллеры, обеспечивающие заданный режим работы и проверяющий исправность устройства в процессе функционирования.
- Автоматические выключатели для защиты от коротких замыканий и поражения электрическим током.
- Аппаратура для коммутации.
- Световые сигналы, индикаторы и органы управления прессом.
При изготовлении гидравлических прессов серий ДГ24хх, ДЕ24хх и других, используемых для прессования изделий из термореактивных пластмасс, Оренбургский завод прессовых машин использует современные шкафы управления. Они обеспечивают полную функциональную взаимозаменяемость с электрошкафами серии Ш9101, используемых ранее. Шкаф управления совместно с механизмами конечных выключателей обеспечивают циклограмму работы пресса.
 |  |  |
Щит управления обеспечивает следующие режимы работы пресса:
- Наладка (ручная работа). В этом режиме пресс управляется кнопками ручного управления. Движение механизма продолжается при нажатии кнопок или до достижения ограничительных устройств. Этот режим позволяет отладить работу отдельных узлов пресса, выставить конечные выключатели, проводить профилактические работы по обслуживанию пресса.
- Полуавтоматическая работа. В этом режиме пресс запускается в работу на один цикл.
- Автоматическая работа. В этом режиме движения ползуна (ходы) осуществляются автоматически.
- Работа в комплексе. В этом режиме пресс запускается в работу в составе технологической линии и управляется внешними общими для линии устройствами.
Процесс работы может быть прямым или трансферным прессованием с автоматическим поддержанием заданной температуры матрицы и пуансона. Возможные варианты работы пресса в соответствии с технологическими требованиями:
- с выталкивателем или без него;
- отключение двигателя на время выдержки под давлением происходит автоматически при установке выдержки более 90 секунд;
- в режиме «без двигателя», отключение двигателя происходит сразу после достижения заданного давления независимо от значения выдержки;
- с подпрессовками или без них;
- с гидроаккумулятором или без него;
- с литьевой приставкой или с механизмом съема или с боковыми знаками или без них;
- с защитным экраном или без него;
- с блокировкой по аварии или без блокировки.
Блок выполняет функции подсчета и индикации числа ходов, самопроверку исправности элементов схемы и датчиков, показывает состояния оборудования (напряжение в схему подано; главный привод включен; давление подпрессовки, прессования, аккумулятора; режимы и варианты работы пресса; блокировку, аварию), обеспечивает цифровую индикацию количества сменных ходов механизма (сбрасываемое), суммарное количество рабочих ходов (несбрасываемое), текущую температуру, установки режимов, тип аварии, обеспечивает различные варианты защиты и блокировки.
Микропроцессорный контроллер, установленный в шкафу, позволяет регулировать температуру матрицы и пуансона в диапазоне от 10 до 600 °С (но не менее температуры окружающей среды), вводить временные интервалы для выдержки изделия под давлением, время работы механизмов, количество подпрессовок.
Шкаф предназначен для работы в условиях соответствующих УХЛ4 по ГОСТ 15150, в не взрывоопасной окружающей среде не содержащей токопроводящей пыли, агрессивных газов и паров в концентрациях разрушающих металл и изоляцию, и соответствующей группам 1-3 по ГОСТ 24682. Степень защиты IP43 по ГОСТ 14254.
Питание электрооборудования пресса осуществляется через общий вводной выключатель от цеховой сети трехфазного переменного напряжения 380В, 50Гц. Питание цепей обогрева осуществляется переменным напряжением 220В, 50Гц. Мощность обогрева пресс-форм не более 12 кВт на каждую.
Наряду с типовыми моделями щитов возможно изготовление изделий по индивидуальным проектам. Электрический щит управления для гидравлического пресса может быть оборудован дополнительными узлами, обеспечивающими работу прессов с гидроподушками, без гидроподушек и с выталкивателями.
Дополнительно
На сайте размещен опросный лист для заказа источников питания "ИОН".
С июня 2014 года корпус и арматура уровнемера ЛУР-4С изготавливается из нержавеющей стали.
Донавтоматика. Шкаф (ящик) управления гидравлическим прессом Дон-216.
Назначение шкафа управления гидравлическим прессом Дон-216:

Шкаф управления Дон-216 предназначен для управления гидравлическими прессами серий П481, ДБ24, ДГ24, ДЕ24 и других, используемых для прессования изделий из термореактивных пластмасс. Обеспечивает полную функциональную взаимозаменяемость со шкафами управления серии Ш9101.
Шкаф обеспечивает следующие режимы работы пресса:
- Наладка (ручная работа). В этом режиме пресс управляется кнопками ручного управления.
- Полуавтоматическая работа. В этом режиме пресс запускается в работу на один цикл.
- Автоматическая работа.. В этом режиме движения ползуна (ходы) осуществляются автоматически.
- Работа в комплексе.. В этом режиме пресс запускается в работу в составе технологической линии и управляется внешними устройствами.
- с выталкивателем или без него;
- отключение двигателя на время выдержки под давлением происходит автоматически при установке выдержки более 90 секунд;
- с подпрессовками или без них;
- с гидроаккумулятором или без него;
- с литьевой приставкой или с механизмом съема или с боковыми знаками или без них;
- с защитным экраном или без него;
- с блокировкой по аварии или без блокировки.
Микропроцессорный контроллер
Микропроцессорный контроллер, установленный в шкафу ДОН-216, позволяет регулировать температуру матрицы и пуансона в диапазоне от 10 до 600 °С (но не менее температуры окружающей среды), вводить временные интервалы для выдержки изделия под давлением, время работы механизмов, количество подпрессовок.
Требования к условиям эксплуатации
Шкаф обеспечивает прямой пуск асинхронного электродвигателя с короткозамкнутым ротором с длительностью пуска из холодного состояния при пяти- шестикратном номинальном токе от 4.5 до 9 секунд.
Шкаф рассчитан для эксплуатации при температуре от минус 5 до 50 °C для стран с умеренным климатом. При этом относительная влажность воздуха не должна превышать 90 % при 20 °C или 50 % при 40 °C для умеренного климата. Верхнее значение относительной влажности допускается и при более низких температурах без конденсации влаги. Высота над уровнем моря до 1000 м. Допускается применение на высоте до 2000 м, но при этом нагрузка должна быть снижена на 10%.
Общие технические характеристики.
Питание электрооборудования пресса осуществляется через общий вводной выключатель от цеховой сети трехфазного переменного напряжения 380В, 50Гц.
Донавтоматика. Шкаф (ящик) управления гидравлическим прессом Дон-219.
Назначение шкафа управления гидравлическим прессом Дон-219:

Шкаф управления Дон-219 предназначен для управления гидравлическими одностоечными прессами серий П6328, П6320, П6330, П6334, П3328, П3230, П3232, П3234 и аналогичных, предназначенных для различных видов штамповки.
Одной из особенностей является двурукий вид управления - это двурукое синхронное включение с интервалом времени рассогласования, не превышающим 0,5 секунды. При отпускании любой из кнопок до прохождения ползуном нижней "мёртвой" точки электромагнит отключается. Действует во всех режимах работы при управлении кнопками, кроме режима работы с защитным экраном.
- Наладка(ручной): от рукоятки и "ЛЕВОЙ РУКИ".
- Полуавтоматический: одной рукой, "ДВУРУКОЕ УПРАВЛЕНИЕ", от педали.
- Автоматический: одной рукой, "ДВУРУКОЕ УПРАВЛЕНИЕ", от педали.
При ручном режиме работы пресс управляется кнопками и рукояткой. Движение исполнительных механизмов продолжается только во время нажатия кнопок и перемещении рукоятки или до достижения механизмом крайних ограничительных устройств. Этот режим позволяет отладить работу отдельных узлов пресса, выставить конечные включатели, проводить профилактические работы по обслуживанию пресса.
В полуавтоматическом режиме пресс запускается в работу нажатием кнопок "ОДНОРУКОЕ ПРАВОЕ / ЛЕВОЕ УПРАВЛЕНИЕ", "ДВУРУКОЕ УПРАВЛЕНИЕ", "УПРАВЛЕНИЕ ОТ ПЕДАЛИ" и отрабатывают один полный цикл. Затем, после необходимых работ по загрузке сырья, выгрузке изделий (если это требуется по технологическому регламенту), оператор может вновь запустить пресс в работу на один цикл.
В автоматическом режиме работы пресса движение ползуна осуществляются автоматически.
В соответствии с технологическими требованиями возможны следующие варианты работы (только для прессов с гидроподушкой):
- без гидроподушки;
- с гидроподушкой (как нижним прижимом);
- с выталкивателем (без нижнего прижима).
Ящик Дон-219 выполняет следующие функции:
- подсчёт и индикацию стираемого числа ходов (сменное);
- подсчёт и индикацию нестираемого числа ходов (моторесурс);
- самопроверку исправности элементов схемы и датчиков.
Ящик Дон-219 обеспечивает следующую индикацию следующих состояний оборудования:
- напряжение в схему подано;
- главный привод включён;
- управление левой рукой;
- двурукое управление;
- управление правой рукой;
- управление от педали;
- ручной режим работы;
- полуавтоматический режим работы;
- автоматический режим работы;
- работа с защитным экраном;
- режим работы "замедленный ход";
- режим работы "короткий ход";
- работа с выталкивателем;
- работа с подушкой;
- перегрев масла;
- авария;
- блокировка;
- количество сменных ходов механизма (сбрасываемое);
- суммарное количество рабочих ходов (несбрасываемое);
- установки режимов.
Шкаф Дон-219 обеспечивает защиты и блокировки:
- блокировка с поднятием ползуна и остановкой пресса в режиме "АВАРИЙНЫЙ РАЗЪЕМ", а также при неисправности защитного экрана в режимах "АВТОМАТИЧЕСКИЙ", а также "ПОЛУАВТОМАТ" (при установленном режиме с экраном);
- блокировка с остановкой пресса при перегреве масла;
- блокировка с остановкой пресса при превышении максимального давления масла;
- остановка работы пресса при выборе режима "ОБЩИЙ СТОП";
- остановка работы пресса при аварии двигателя при пуске.
Технические характеристики шкафа Дон-219 для управления одностоечными гидравлическими прессами:
| Номинальное питающее напряжение сети трёхфазного тока, В | ~380 ± 38 |
| Частота питающей сети, Гц | 50 ± 0.5 |
| Номинальное напряжения цепей управления электродвигателем маслостанции, В | ~110 ± 10% |
| Номинальное напряжения цепей управления датчиками и электромагнитами, В | +24 ± 10% |
| Максимальный ток цепи управления электродвигателем маслостанции, А | 4 |
| Максимальный ток цепи управления датчиками и электромагнитами, А | 2 |
| Номинальный ток главного привода (ток уставки теплового реле), А | в зависимости от эл. двигателя |
| Номинальный условный ток короткого замыкания, А | 600 |
| Наибольшая мощность подключаемого электродвигателя, кВт | 18 |
| Тип электрических соединений | F - F - F |
| Масса ящика, кг, не более | 38 |
Гидроклапаны наполнения КН
Гидроклапаны наполнения могут применяться на листоштамповочных прессах (усилием от 160 до 630 тонн), одностоечных прессах (усилием от 25 до 250 тонн), этажных прессах для прессования неметаллических листовых материалов (усилием от 400 до 500 тонн).
Гидроклапаны наполнения КН (13КН63, 33КН63, 33КН80, 13КН100, 33КН100, 13КН125, 33КН125, 13КН140, 33КН140) предназначены для пропуска больших объемов масла из гидробака наполнения в рабочий гидроцилиндр и обратно во время холостых ходов; герметичного разобщения полостей гидроцилиндра и гидробака во время рабочих ходов пресса.
 |  |
Гидроклапан наполнения также служит для разгрузки давления главного гидроцилиндра и подачи сигнала управления на главный золотник пресса.
Гидроклапаны должны устанавливаться вертикально на рабочих гидроцилиндрах прессов (или других машин), имеющих, как правило, наполнительный бак на номинальное давление 32 МПа (320 кгс/см²). Они работают на минеральных маслах с вязкостью от 15 до 400 мм²/с, с тонкостью фильтрации 0,025 мм при температуре окружающей среды +1. +40 °С.
К обслуживанию гидроклапанов наполнения КН допускаются лица, ознакомленные с их устройством и правилами эксплуатации.
Затяжка крепежных деталей и соединений гидросистемы, находящейся под давлением, не разрешается.
При обнаружении течи необходимо отключить гидросистему от энергопитания, убедиться в отсутствии давления в системе и только после этого устранять причины ее возникновения.Течь рабочей жидкости по резьбам и стыкам гидроклапанов КН не допускается. Не допускается эксплуатация гидроклапанов КН при давлении выше номинального и температуре, не соответствующей установленным требованиям.
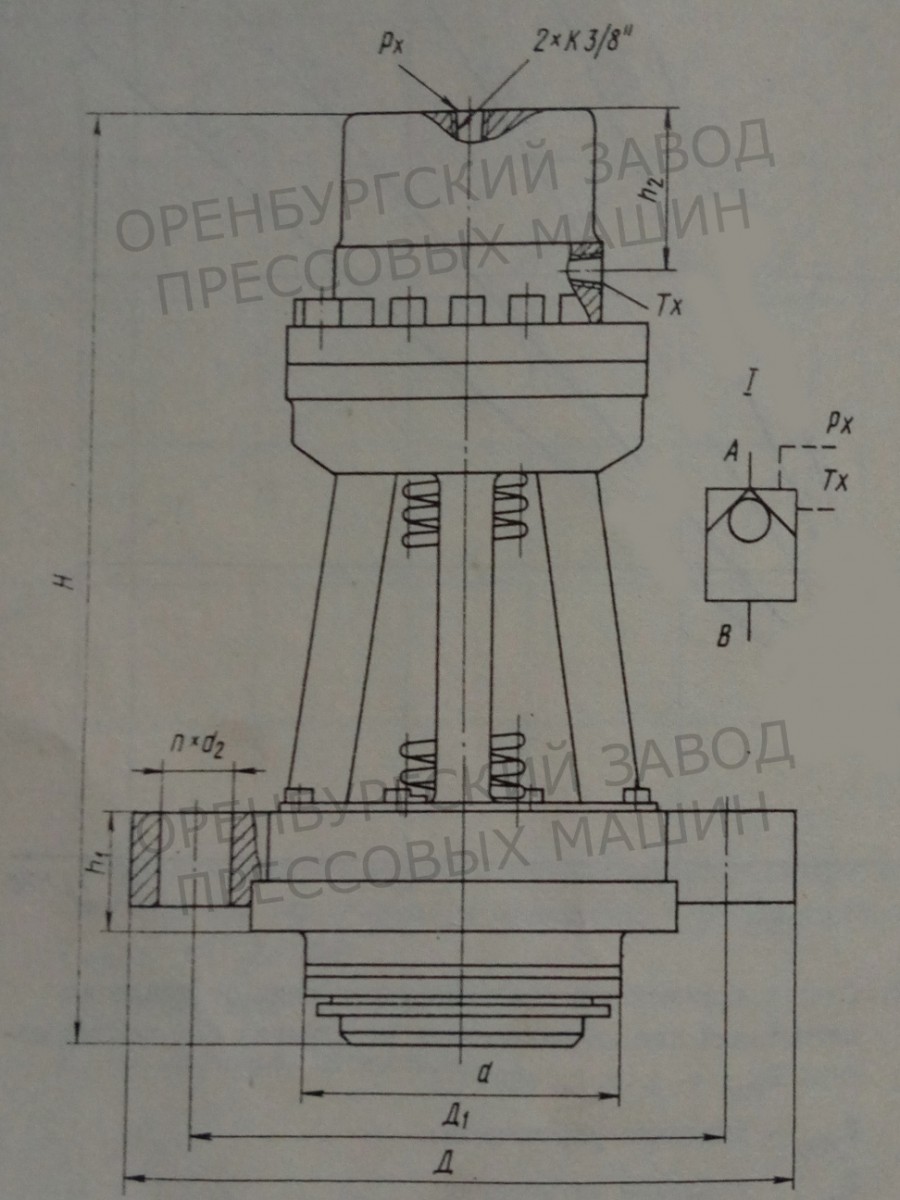
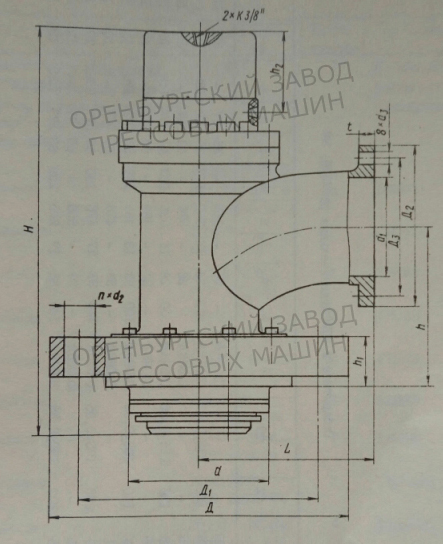
Габаритные и присоединительные размеры клапана КН, мм:
| Обозначение клапана | ||||||||||||||||
| Д | Д1 | Д2 | Д3 | d | d1 | d2 | d3 | H | h | h1 | h2 | L | n | n1 | t | |
| 11КН63, 13КН63 | 230 | 185 | - | - | 110H8/f7 | - | 26 | - | 325 | - | 40 | 67 | - | 10 | - | - |
| 31КН63, 33КН63 | 230 | 185 | 120 | 100 | 110H8/f7 | 60 | 26 | 11 | 325 | 115 | 50 | 67 | 130 | - | 9 | 13 |
| 11КН80, 13КН80 | 255 | 210 | - | - | 125H8/f7 | - | 26 | - | 360 | - | 55 | 67 | - | 10 | - | - |
| 31КН80, 33КН80 | 255 | 210 | 136 | 115 | 125H8/f7 | 75 | 26 | 11 | 360 | 130 | 55 | 67 | 145,5 | - | 9 | 13 |
| 11КН100, 13КН100 | 290 | 235 | - | - | 140H8/f7 | - | 33 | - | 410 | - | 55 | 72 | - | 10 | - | - |
| 31КН100, 33КН100 | 290 | 235 | 160 | 138 | 140H8/f7 | 99 | 33 | 13 | 410 | 145 | 65 | 72 | 165 | - | 9 | 13 |
| 11КН125, 13КН125 | 350 | 285 | - | - | 180H8/f7 | - | 39 | - | 487 | - | 70 | 77 | - | 10 | - | - |
| 31КН125, 33КН125 | 350 | 285 | 200 | 170 | 180H8/f7 | 119 | 39 | 17 | 487 | 170 | 70 | 77 | 195 | - | 9 | 13 |
| 11КН140, 13КН140 | 385 | 320 | - | - | 200H8/f7 | - | 39 | - | 540 | - | 65 | 77 | - | 12 | - | - |
| 31КН140, 33КН140 | 385 | 320 | 220 | 190 | 200H8/f7 | 138 | 39 | 17 | 540 | 200 | 82 | 77 | 205,5 | - | 11 | 18 |
*размеры приведены с учётом новых поправок к паспорту на изделие
Структура условного обозначения клапанов наполнения КН
Конструктивные исполнения клапана:
13 - устанавливаемый в баке наполнения, с декомпрессором;
11 - устанавливаемый в баке наполнения, без декомпрессора;
33 - устанавливаемый вне бака наполнения, с декомпрессором;
31 - устанавливаемый вне бака наполнения, без декомпрессора.
Гидроклапан наполнения модели ЗЗКН отличается от модели 13КН наличием кожуха и введением в некоторые детали уплотнительных колец, обеспечивающих герметичность. Устройство и расположение составных частей гидроклапанов показано на схема слева и справа.
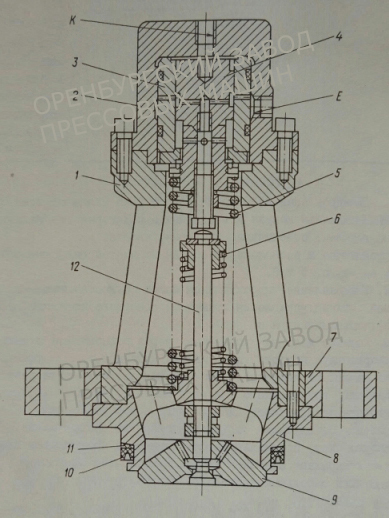 | 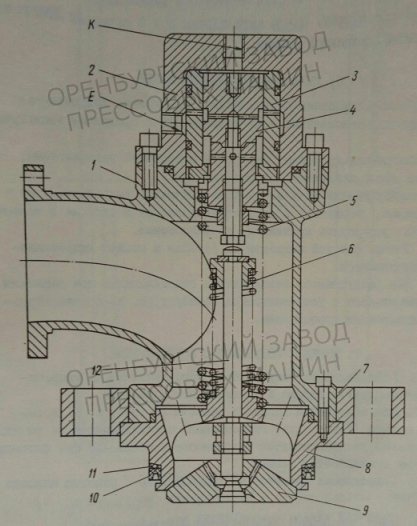 |
Управление гидроклапаном может осуществляться как от автономной линии управления, так и от основного потока (полости рабочего гидроцилиндра пресса). При подаче давления управления через подводящее отверстие К в надпоршневую полость управляющего цилиндра оба поршня одновременно начинают двигаться вниз. Происходит открытие разгрузочного клапана, выполненного как одно целое со штоком 12, в результате чего происходит быстрый и плавный сброс давления.
Поршень 3, служащий только для открытия разгрузочного клапана, выбрав ход, останавливается. Поршень 4 продолжает двигаться вниз и открывает основной клапан 9. Открытие основного клапана происходит с большей скоростью, чем разгрузочного. Это достигается за счет того, что ход разгрузочного клапана обеспечивается двумя поршнями, а основного клапана - одним поршнем (меньшего диаметра).
При полном открытии основного клапана поршень перемещается в крайнее нижнее положение и давление управления через отверстие Е подается в линию управления главным золотником пресса.
Закрытие гидроклапана наполнения осуществляется при соединении надпоршневой полости цилиндра со сливом. В этом случае поршни под действием пружины 5 возвращаются в верхнее положение, а основной и разгрузочный клапаны закрываются под действием пружины 6, разобщая полости рабочего гидроцилиндра пресса и гидробака наполнения.
Работа клапанов наполнения 11КН и З1КН аналогична работе клапанов 13КН и ЗЗКН. Но при подаче давления управления цилиндра 2 необходимо предварительно сбросить давление в надклапанной полости через другие аппараты, после чего поршни 3 и 4 начинают двигаться вниз, открывая основной клапан.
Системы управления

ООО СПЕЦГИДРОПРЕСС проектирует и изготавливает системы управления для гидростанций и прессов любой степени сложности. Шкафы управления строятся на базе промышленных контроллеров с использованием высококачественных и надёжных комплектующих. В состав электрического шкафа по желанию заказчика может входить система управления нагревом пресс-форм.
Шкафы управления нашего производства позволяют работать как в автоматическом так и в ручном режиме, позволяют регулировать время выдержки изделия под давлением, задавать кол-во и частоту подпрессовок, могут иметь в составе систему установки рабочего давления рабочей жидкости с панели управления, в том числе сенсорной (при установке датчика давления), что облегчает настройку оборудования под необходимый технологический процесс.
По индивидуальному заказу мы готовы спроектировать и изготовить шкаф управления по вашему техническому заданию. Возможна установка самописцев для фиксации показателей технологического цикла (время, давление, температура нагрева и т.п.) с выводом и записью их на электронный носитель.
Шкафы управления нашего производства собираются с использованием комплектующих отечественного производителей, а также производства других ведущих европейских производителей. Мы не применяем восстановленные или б/у комплектующие. Шкафы управления могут комплектоваться столиком для программатора, внутренним освещением; панель управления собственного производства с порошковой покраской. Всё поставляемое оборудование новое и не было в эксплуатации.
СЕРИЙНО ВЫПУСКАЮТСЯ ШКАФЫ УПРАВЛЕНИЯ ДЛЯ СЛЕДУЮЩИХ ГИДРОАГРЕГАТОВ:
ШКАФ УПРАВЛЕНИЯ ДЛЯ ГИДРОСТАНЦИИ Г4436 И ЕЁ СОВРЕМЕННЫХ АНАЛОГОВ
ШКАФ УПРАВЛЕНИЯ ДЛЯ ГИДРОСТАНЦИИ Г4617 И ЕЁ СОВРЕМЕННЫХ АНАЛОГОВ
ШКАФ УПРАВЛЕНИЯ ДЛЯ ГИДРОСТАНЦИИ Г4228 И ЕЁ СОВРЕМЕННЫХ АНАЛОГОВ
ШКАФ УПРАВЛЕНИЯ ДЛЯ ГИДРОСТАНЦИИ У2706.082 И ЕЁ СОВРЕМЕННЫХ АНАЛОГОВ
ШКАФ УПРАВЛЕНИЯ ДЛЯ ГИДРОСТАНЦИЙ ЛИНЕЙКИ ГС.Г — ГС110.Г, ГС120.Г, ГС085.Г, ГС065.Г
ШКАФ УПРАВЛЕНИЯ ДЛЯ ГИДРОСТАНЦИЙ ЛИНЕЙКИ ГС.У — ГС130.У, ГС140.У, ГС160.У, ГС180.У
Приобретение новой современной станции гидропривода влечёт за собой неизбежную доработку существующего шкафа управления, т.к. чаще всего циклограмма включения управляющих электромагнитов отличается от применяемых современных гидравлических схем. В связи с чем мы предлагаем заказчику приобрести новый шкаф управления который по своим возможностям позволит полностью реализовать потенциал и возможности наших гидростанций. Возможно изготовление шкафов управления как с простейшим функционалом и возможностью работы только в ручном режиме, так и полноценных систем управления на базе промышленного контроллера, а также возможностью управления и настройки с сенсорного экрана. Шкаф управления может быть как отдельно стоящим с выносным пультом управления, так и полностью готовым с встроенной панелью управления. Изготавливаем шкафы как в базовом серийном исполнении, так и индивидуально по техническому заданию заказчика.
ИЗГОТОВЛЕНИЕ НЕСТАНДАРТНЫХ СТАЛЬНЫХ КОРПУСОВ ДЛЯ ПУЛЬТОВ УПРАВЛЕНИЯ
Для решения нестандартных задач освоено производство стальных корпусов для пультов и шкафов управления, что позволяет разместить вновь изготавливаемую аппаратуру на существующем оборудовании и добиться удобства управления технологическим процессом. Окраска осуществляется профессиональными покрасочными материалами, в том числе применяется порошковая покраска.
Читайте также: